



【摘要】:与图3-45所示的顺装结构落料—整修复合精冲模相比,该冲模的落料凹模6、整修凹模5及冲孔凸模4,均用内六角螺钉,圆柱销安装在上模座上,弹压卸料板及凸凹模则装在下模座上。在落料凹模与整修凹模之间沿冲压方向留有t的缝隙,并在落料刃口外大于0.3mm处装有整修废料切刀1,还设有带斜坡的整修废料排出沟槽。冲孔凸模4与凸凹模7的内孔之间采取小于0.01mm(单边)微间隙,凸模采用R≤0.2mm的圆刃口,实施光洁冲裁。
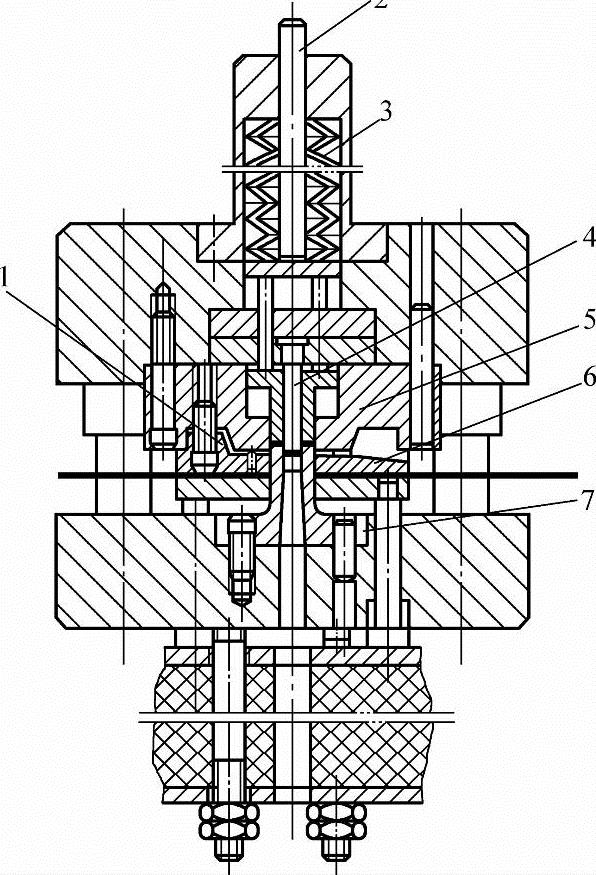
图3-46 仪表零件倒装结构落料—整修复合精冲模典型结构
1—整修废料切刀 2—推杆 3—碟簧组 4—冲孔凸模 5—整修凹模 6—落料凹模 7—凸凹模
料厚t<3mm的薄板冲制的小尺寸仪表零件,外形复杂,带尖角、齿形、小的凸台与凹口等形状,尺寸精度要求IT8以上,冲切面要求光洁平整并垂直,而又不允许有毛刺,可采用图3-46所示的倒装结构落料—整修复合精冲模。该冲模的结构与动作过程如下:
该精冲模采用加强型、高精度滑动导向导柱模架,上下模座均加厚并加粗导柱,提高模架刚度,使模具在工作过程中产生的弹性变形很小,可以忽略其对模具冲压精度的影响。(https://www.xing528.com)
与图3-45所示的顺装结构落料—整修复合精冲模相比,该冲模的落料凹模6、整修凹模5及冲孔凸模4,均用内六角螺钉,圆柱销安装在上模座上,弹压卸料板及凸凹模则装在下模座上。在落料凹模与整修凹模之间沿冲压方向留有(0.3~0.5)t的缝隙,并在落料刃口外大于0.3mm处装有整修废料切刀1,还设有带斜坡的整修废料排出沟槽。整修废料切断后逐件推卸自动沿废料排出槽滑落出模。落料凹模口设有0.5°的外倾斜度,使落料毛坯在落料后进入凹模洞口,处于三向受压的状态。
冲孔凸模4与凸凹模7的内孔(冲孔凹模)之间采取小于0.01mm(单边)微间隙,凸模采用R≤0.2mm的圆刃口,实施光洁冲裁。冲孔凸模的长度控制在落料后,并在整修过程开始的同时冲孔。
碟簧组3会防止毛坯弯曲,推杆2会在上模回程后推卸精冲件出模。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。