



【摘要】:与此同时,冲孔凸模8进行圆刃口微间隙光洁冲孔。图3-45 仪表零件顺装结构落料—整修与光洁冲孔复合精冲模典型结构1—整修凹模 2—弹顶托料板 3—卸料杆 4—凸凹模 5—弹压卸料板 6—落料凹模 7—限位挡块 8—冲孔凸模 9—带钩拉杆 10—接触杠杆 11—橡胶体
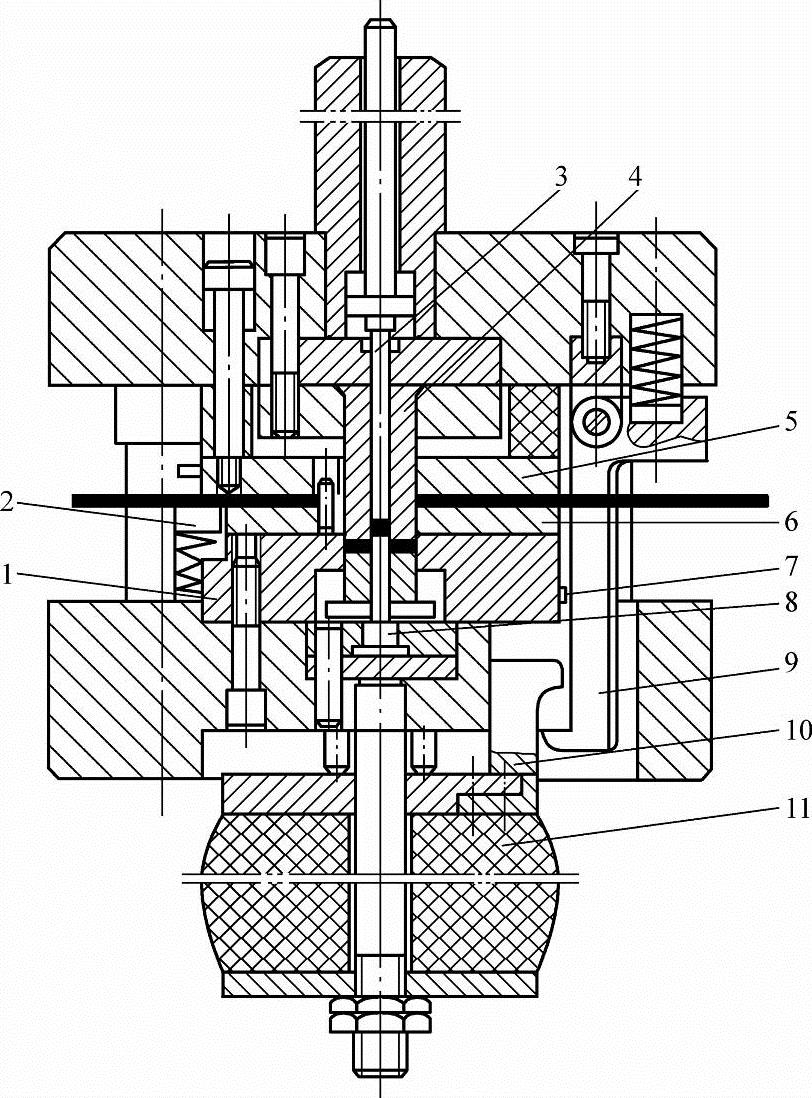
料厚t为2~3mm的薄板与中厚板冲制的小尺寸仪表零件,外廓与内孔壁冲切面要求光洁、平整,尺寸精度要求通常高于IT9,平面度误差小于0.05mm/(100mm×100mm)。该仪表零件可采用如图3-45所示落料—整修与光洁冲孔复合精冲模。该冲模结构与动作过程如下:
落料凹模6、整修凹模1用内六角螺钉与圆柱销紧固在加厚的下模座上。待冲条料放在落料凹模6表面上,落料与整修凹模的外廓沿送出料两端,有弹顶托料板2装在下模座上。上模下行开始精冲前,弹压卸料板5将条料紧紧压在落料凹模6表面上,凸凹模4落料冲出毛坯,并将其推出落料凹模洞口,落在整修凹模刃口上。凸模继续下行完成工件的冲切面整修工作。与此同时,冲孔凸模8进行圆刃口微间隙光洁冲孔。上模完成精冲向上回程时,条料由弹顶托料板2顶起,两个带钩拉杆9接触杠杆10,将精冲件及整修废料环一并从模腔中顶出。而后用压缩空气将精冲件与废料吹卸至零件箱。
落料毛坯的整修余量为0.3~0.4mm;冲孔凸模的圆刃口取R≤0.2mm的圆角,冲孔间隙(单边)C<0.01mm,与料厚无关。落料凹模采用外斜0.5°~1°的斜壁,使落料毛坯受压缩进入其凹模洞口,以利于提高冲切面质量。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-45 仪表零件顺装结构落料—整修与光洁冲孔复合精冲模典型结构
1—整修凹模 2—弹顶托料板 3—卸料杆 4—凸凹模 5—弹压卸料板 6—落料凹模 7—限位挡块 8—冲孔凸模 9—带钩拉杆 10—接触杠杆 11—橡胶体
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。