



结构简单的落料与冲孔用冲裁模,一般既无模架,也无导板与卸料板,甚至还没有定位装置,只有整体结构的或镶拼组合结构的凸模与凹模。为卸料方便,有在凸模上装橡胶块或弹性卸料器,也有在下模上装卸料爪、卸料块用于卸料。
实例1
图3-1所示是一套结构简单、通用性强的一般精度、形状规则而简单的平板冲裁件落料模。该模具在结构设计上有以下一些特点:
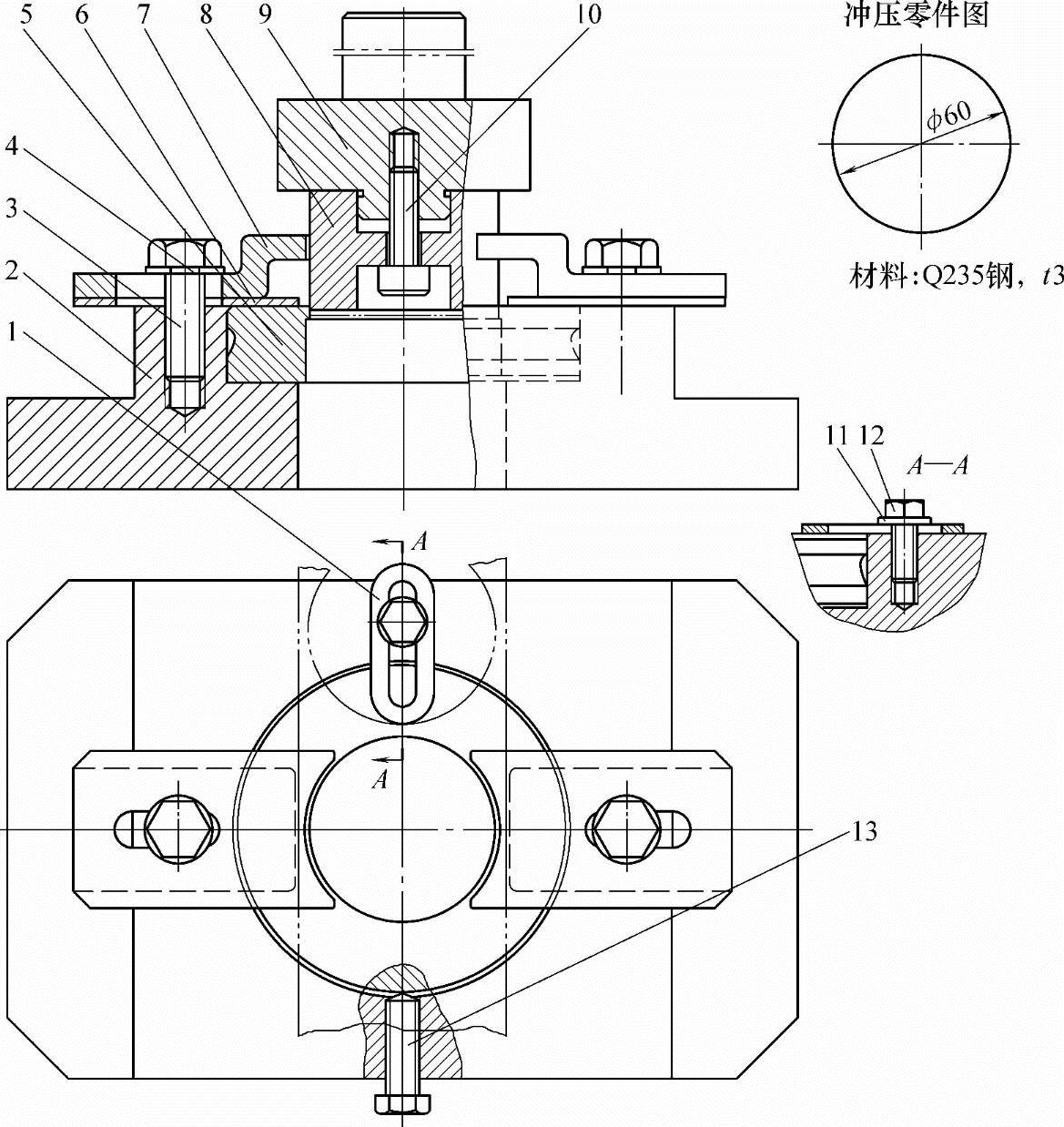
图3-1 圆片无导向敞开式落料模
1—可调定位板 2—下模座 3、10、12、13—螺钉 4、11—垫圈 5—凹模 6—导料板 7—卸料爪 8—凸模 9—模柄
1)标准化与通用化程度高。除工作零件凸、凹模是可换的非标准零件外,其他零部件均为工厂常用的和机械行业冷冲模成套标准件,可以通用。
2)冲模结构通用性强,使用范围较广。该冲模的工作零件可依需要更换;两导料板构成的导料槽宽窄与高低均可调,可以适用的料厚、条料宽度范围更广一些;可调定位板,不仅可调圆形工件的搭边大小,还可改变圆形挡料形状,即可用于其他形状工件的落料定位;通用标准下模座中的标准圆形凹模板可随时更换成欲冲裁工件凹模。
该模具可用于Φ40~Φ100mm圆片落料,相当尺寸的方形、矩形以及类似简单形状的平板冲裁件落料均可采用,但必须依冲压工件更换凸、凹模;按送进料宽调整导料板与卸料爪;按送料进距及搭边大小调整挡料板。
实例2~4
有一些较大尺寸的冲裁件,为简化冲模结构,减轻模具质量并减少制模钢材消耗,降低模具造价,缩短制模周期,经常采用无导向敞开式结构冲裁模。
图3-2~图3-4所示为电机长腰形罩壳、异形拉深件分序多模冲制所用三套不同分离作业的冲裁模,具有典型性。
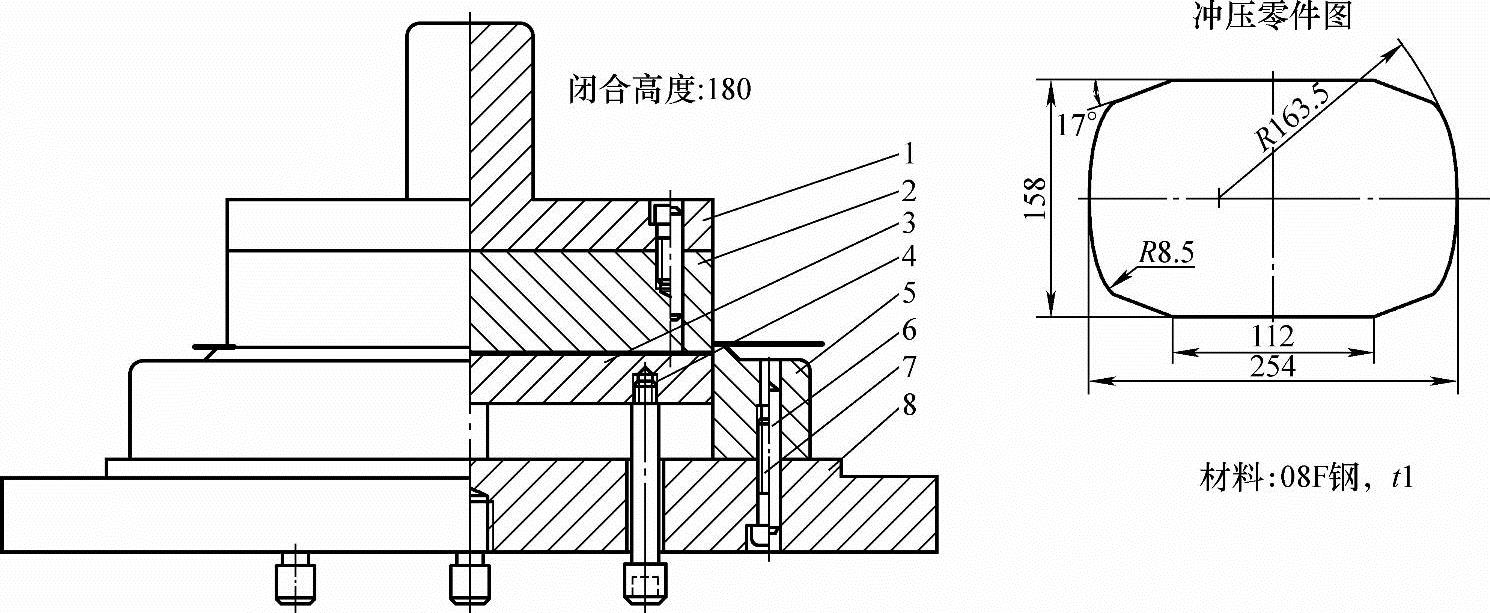
图3-2 电机长腰形罩壳拉深毛坯落料模
1—模柄 2—凸模 3—顶板 4—螺钉 5—凹模 6—圆柱销 7—螺钉 8—下模座
电机的长腰形罩壳,是一个带方形宽凸缘的异形拉深件,采用成对拉深最后剖切成两件的分序多模冲压工艺。以上图3-2~图3-4所示拉深毛坯落料、拉深件切边以及拉深件剖切等三套不同分离作业的冲裁模,结构相对复杂一些。
其毛坯落料模结构选型,考虑工件为料厚仅1mm的软钢板,毛坯尺寸又较大:长×宽=254mm×158mm,采用落料后反顶模上出件,毛坯虽料薄、尺寸大、易变形,由于弹压板将料校平后反顶出模,确保毛坯平整,为提高拉深件质量打下了基础。
凹模采用凸台刃口,使冲裁件能从原材料顺利分离,并便于从凸模上卸下搭边框而不会损伤工件。手工送料,操作方便,刃磨也方便,且刃磨量减少了许多。
因拉深具有宽窄不一凸缘的异形拉深件,要通过切边获得规定形状的平凸缘,切边模的刃口形状与尺寸,靠镶拼结构的刃口加以控制。凹模的镶块拼合后用加热凹模框靠热胀放大,套住镶拼组件,待凹模容框冷却后收缩夹牢镶块。
剖切模的结构设计,考虑采用拉深件的对应边凸缘和设置定位板紧靠拉深件外侧定位,用厚为15mm的剖切刀,从拉深件中间剖切,成为两件。切缝宽15mm在拉深件上考虑。较宽的切缝可提高剖切刀寿命,并提高工件剖切面质量,保证工件光洁平直无手感毛刺。
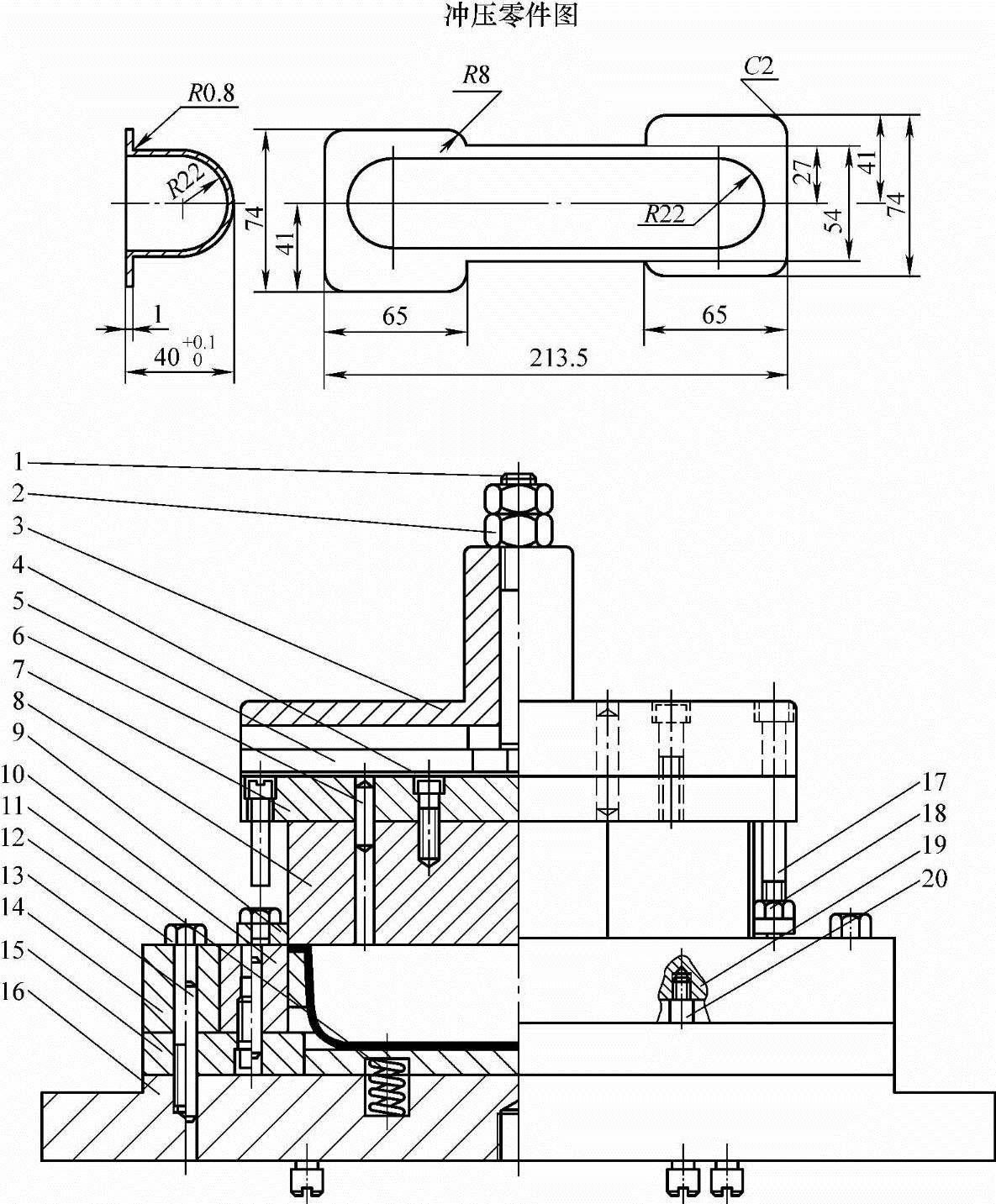
图3-3 电机长腰形罩壳拉深件切边模(https://www.xing528.com)
1—打棒 2、4、12、17、18、20—各种螺钉 3—模柄 5—四脚打板 6、13—圆柱销 7—凸模固定板 8—凸模 9—卸料板 10—凹模 11—弹簧 14—热套圈 15—凹模垫板 16—下模座 19—定位顶料板
拉深件剖切模都是单工序冲模,但其结构设计存在着工件夹持、压料、剖切刃口形状的设计,剖切件尺寸与几何精度控制等诸多问题。图3-4b所示为仪表壳剖切模结构形式。考虑仪表壳有较高尺寸精度要求,并不准有肉眼可见的剖切毛刺,故设计采用后侧导柱模架,弹压卸料板、可调夹紧定位装置;同时,采用大于3倍料厚的剖切刀,并使其具有120°尖角刃口,见图3-4b,使用效果较好。
实例5
图3-5所示为一套有凸缘、带台阶的圆筒形拉深件垂直切边模。该冲模虽无导向装置,但有可靠的定位系统,并装有废料切断刀。只要在安装冲模时仔细调试,控制合理切边行程,保证切边上模能在切边后下行与废料切断刀接近,将切边废料切断。但不得下行过深,以避免压坏工件并与废料切断刀刃口相碰。
无导向单工序冲裁模通常在以下场合使用:
1)冲裁件尺寸精度不高,一般低于IT12。
2)冲裁料厚较大,通常t≥1mm。
3)冲裁线形状为圆、方、矩、长圆,或多角以及类似或接近的、规则而简单的几何形状,冲裁线圆滑、平直、无锐角与齿形、小凸台,以及细长枝芽、悬臂等冲切形状。
4)冲裁件产量不大。
5)对冲裁件冲切面质量、毛刺及平面度无要求。
6)冲裁件尺寸较大,推荐最小冲裁件尺寸:长×宽×料厚=L件×B件×t≥25mm×10mm×1mm;更小尺寸及更薄料厚的冲裁工件,为安全计,不推荐用敞开模冲制。
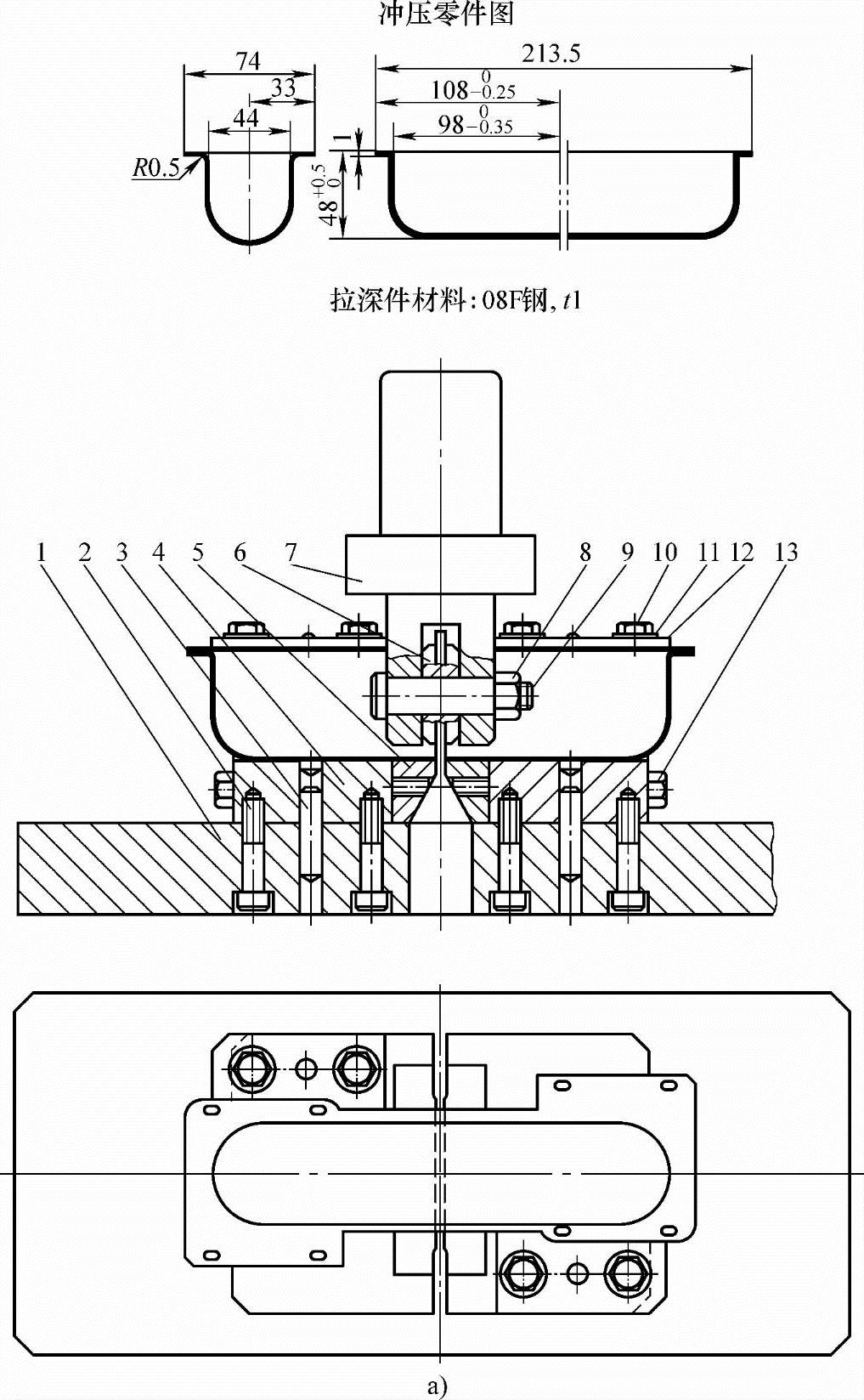
图3-4 电机长腰形罩壳和仪表壳拉深件剖切模
a)电机长腰形罩壳拉深件剖切模 1—下模座 2、8、10、13—螺钉 3—圆柱销 4—凹模座 5—凹模 6—剖切刀 7—模柄 9—芯轴 11—垫圈 12—定位板
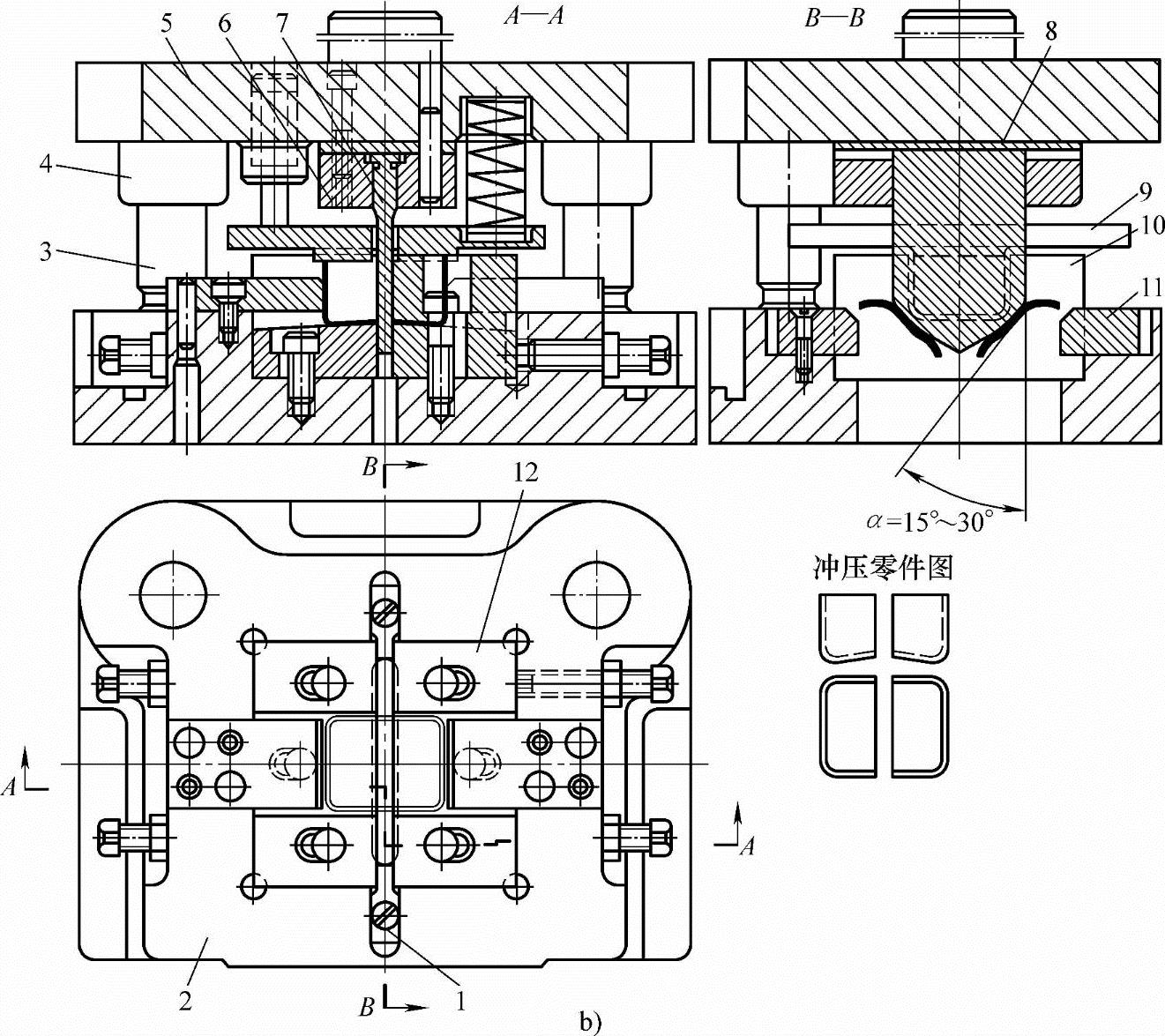
图3-4 电机长腰形罩壳和仪表壳拉深件剖切模(续)
b)仪表拉深件剖切模 1—凹模夹座 2—下模座 3—导柱 4—导套 5—上模座 6—凸模固定板 7—剖切凸模 8—垫板 9—弹压卸料板 10—凹模框 11—凹模夹座 12—可调凹模板
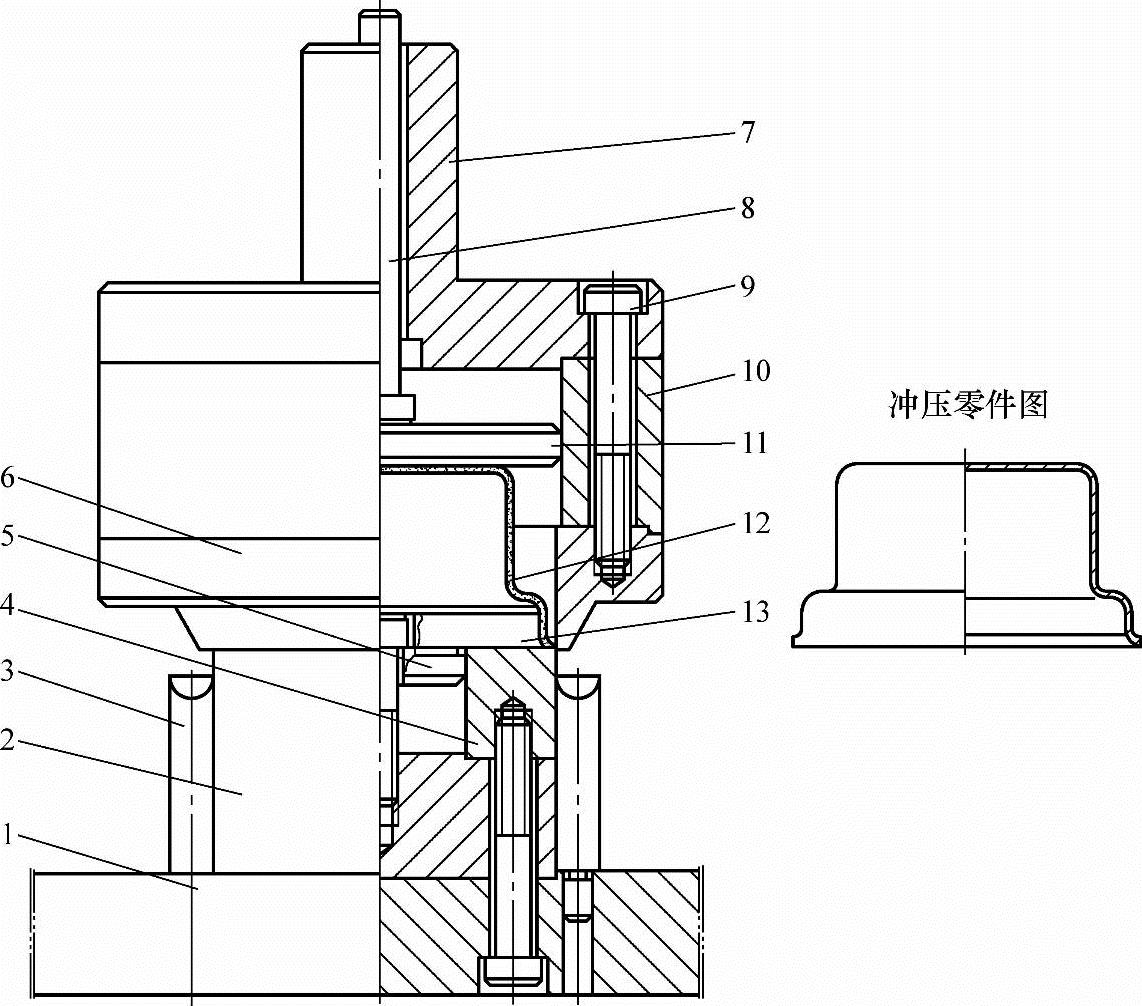
图3-5 有凸缘、带台阶圆筒拉深件垂直切边模
1—下模座 2—切边下模 3—废料切断刀 4—切边凸模 5—定位钉 6—切边凹模 7—模柄 8—卸件打杆 9—螺钉 10—空心垫板 11—推板 12—工件 13—定位板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。