



冲模“三化”后的结构设计方法与选用典型组合标准进行冲模的结构设计方法相同。不过冲模“三化”后的结构设计方法,是在设计中完全采用冲模成套企业标准,而冲模成套企业标准源于典型组合标准(GB、JB),仅根据企业的需要与市场导向进行了删减、增补,并对其使用进行规范,使用起来更具针对性。
以冲制薄料、超薄料高精度小尺寸冲压零件为例,其料厚t为0.05~<0.5mm,尺寸精度一般高于IT10,通常采用原JB/T 8068.3—1995、原JB/T 8068.4—1995两个标准作为企业标准,进行这种结构形式冲模设计,见图2-22、图2-23。
因冲模“三化”所使用的冲模企业标准,是冲模生产企业,按其服务对象及其产品特色、有的放矢地对冲模相关国家标准和机械行业标准进行筛选与简化的产物,故其进行冲模结构设计的步骤、程序与方法,与2.4节所述典型组合标准设计法相同。
多数模具生产企业以制造冲模为主,积累了丰富的设计与制造经验。其冲模企业标准内容更细,品种类型更多、更丰富,可操作性强。与相关冲模典型组合相关国家标准与机械行业标准相比,有以下不同:
1)冲模典型结构分类进一步细化,并分别制定了企业的典型结构组合标准。
①对冲裁模按冲压工艺工序(步)组合程度与方式细化分类:单工序冲模,包括落料模、冲孔模、切口模、切边模等;连续模,又按挡料系统构成不同分为用固定挡料销配始用挡料装置的连续模、用侧刃的连续模;复合模,主要增加了未纳入机械行业标准的顺装结构复合冲裁模,包括圆形与矩形凹模的顺装结构复合冲裁模及厚、薄凹模的顺装结构复合冲裁模。
②对各种成形模按其工艺技术功能分别给定一种或几种典型结构组合标准。弯曲模包括V形与 形弯曲模、
形弯曲模、 形与
形与 形弯曲模、Z与M形弯曲模、
形弯曲模、Z与M形弯曲模、 与
与 形弯曲模、
形弯曲模、 形及
形及 形弯曲模等,每类弯曲模都有多种结构形式,但都是单工序冲模。拉深模包括用压边圈及不用压边圈的不变薄圆筒形、方形、矩形拉深模。其他成形模包括压窝(沉孔)模、打凸模、压波压筋模、冲百叶窗模、翻边模等。
形弯曲模等,每类弯曲模都有多种结构形式,但都是单工序冲模。拉深模包括用压边圈及不用压边圈的不变薄圆筒形、方形、矩形拉深模。其他成形模包括压窝(沉孔)模、打凸模、压波压筋模、冲百叶窗模、翻边模等。
2)配用模架的规定更详细、更具体。
①冲裁料厚t≤1mm的零件,应配用模架。
②冲裁料厚t≤0.5mm的零件,应配用I级精度滑动导向导柱模架。
③冲裁料厚t≤0.2mm的零件,应配用滚动导向导柱模架。

图2-22 冲模导板模弹压纵向送料典型组合(摘自原JB/T8068.3—1995)
1—垫板 2—固定板 3—上模座 4—导料板 5—凹模 6—承料板 7、10、11—螺钉 8、9—圆柱销 12—卸料螺钉 13—弹簧
3)各类典型结构使用范围规定明确。(https://www.xing528.com)
①采用弹压卸料的冲裁模,其许用冲裁料厚tmax<3mm。
②采用固定卸料的冲裁模,其许用冲裁料厚tmax>3mm。
③连续冲裁模采用弹压卸料时,其许用冲裁料厚tmax<2.5mm。
④复合冲裁模无论顺装还是倒装,其许用冲裁料厚tmax<3mm。
4)各种常用冲压零件用冲模的企业标准定型结构如下所述:
①中、小型电机的转子片、定子片及中小型电机用其他通用冲压零件的各种冲模定型结构。
②仪表、电工仪器等使用的各种变压器用山字形、E字形、一字形与日字形硅钢片复合冲裁模。
③各种规格的接线头连续复合模。
④仪表仪器用接触片、弹簧片、焊片一模成形连续冲裁与连续复合模。
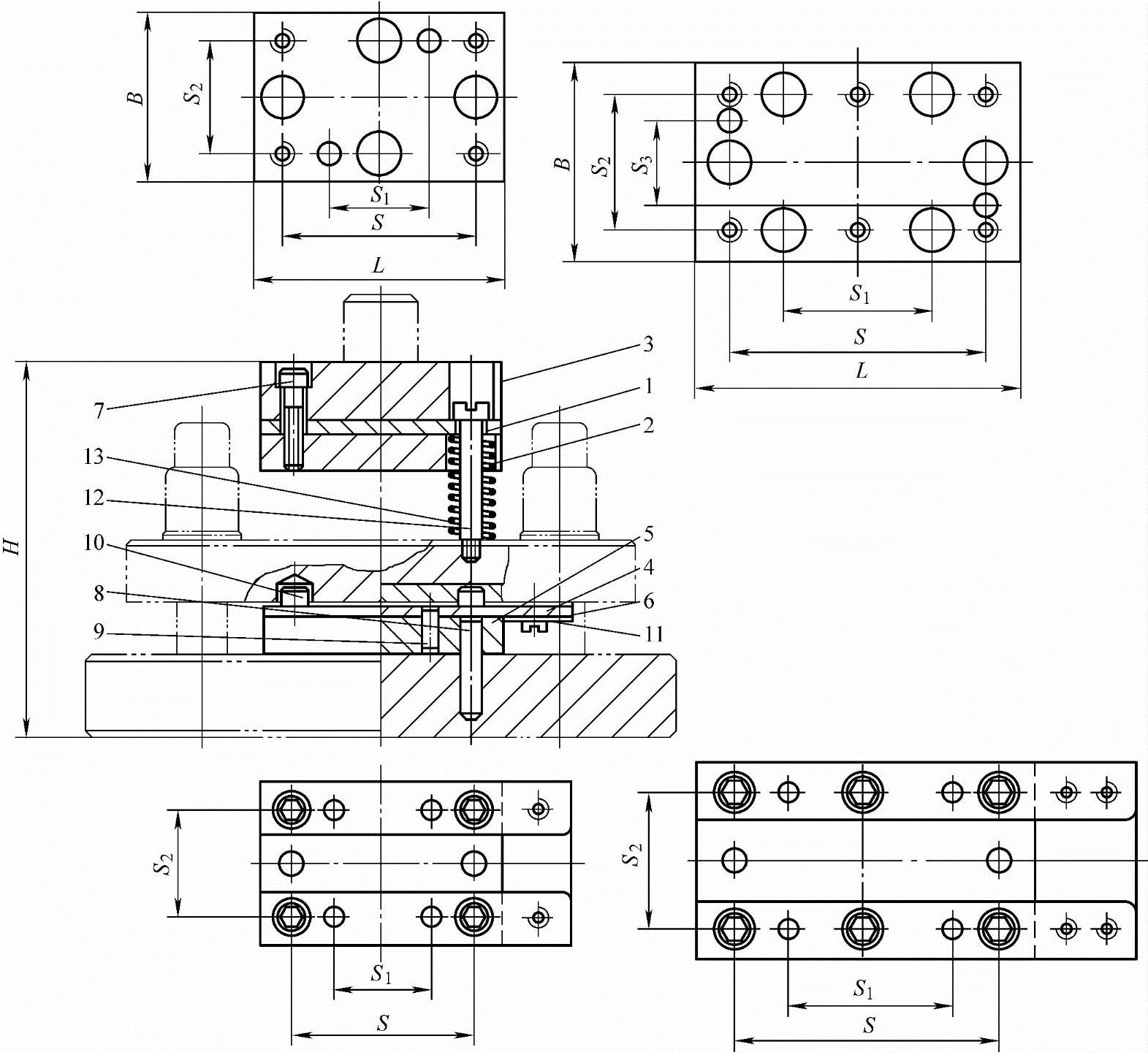
图2-23 冲模导板模弹压横向送料典型组合(摘自原JB/T 8068.4—1995)
1—垫板 2—固定板 3—上模座 4—导料板 5—凹模 6—承料板 7、10、11—螺钉 8、9—圆柱销 12—卸料螺钉 13—弹簧
5)多数企业增补典型结构组合,没有给定具体的标准规格。
由于冲模企业标准的典型结构分类细化,选型条件具体,使用规定很细,故其可操作性很强。虽然有一些增补的典型结构没有给定具体的标准规格,但可仿照与对比设计,十分简便可行。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。