



启闭件即阀板(阀瓣、碟板、球体)、阀座。启闭件和阀座的密封面是阀门主要工作面之一,材料选择是否合理以及它的质量状况直接影响阀门的功能和使用寿命。
1.启闭件和阀座密封面的工作条件
由于阀门用途十分广泛。因此阀门密封面的工作条件差异很大,压力可以从真空到超高压,温度可以从-269℃~+816℃,有些阀门工作温度可达1200℃,工作介质从非腐蚀性介质到各种酸碱等强腐蚀性介质。从密封面的受力情况看,它受挤压和剪切,从摩擦学的角度来看,有磨粒磨损、腐蚀磨损、表面疲劳磨损、冲蚀等。因此,应该根据不同的工作条件选择相适应的密封面材料。
(1)磨粒磨损 磨粒磨损是指粗糙的硬表面在软表面上滑动时出现的磨损。硬材料压入较软的材料表面,在接触表面就会划出一条微小的沟槽,此沟槽所脱落的材料以碎屑或疏松粒子的形式被推离物体的表面。
(2)腐蚀磨损 金属表面腐蚀时产生一层氧化物,这层氧化物通常覆盖在受到腐蚀作用的部位上,这样就能减慢对金属的进一步腐蚀。但是,如果发生滑动的话,就会清除掉表面的氧化物,使裸露出来的金属表面受到进一步的腐蚀。
(3)表面疲劳磨损 反复循环加载和卸载会使表面或表面下层产生疲劳裂纹,在表面形成碎片和凹坑,最终导致表面的破坏。
(4)冲蚀 材料的损坏是由锐利的粒子冲撞物体面产生的,它与磨粒磨损相似,但表面很粗糙。
(5)擦伤 擦伤是指密封面相对运动的过程中,材料因摩擦而引起的破坏。
2.对密封面材料的要求
理想的密封面要耐腐蚀、抗冲蚀、耐擦伤、有足够的挤压强度、在高温下有足够的抗氧化性和抗热疲劳性、密封面与本体有相近的线胀系数、有良好的焊接性能与加工性能。
上述的这些对密封面材料的要求只是理想状态,不可能有这样十全十美的材料。因此,选材要视具体情况,解决主要矛盾。
3.密封面材料的种类
常用的密封面材料分为两大类:软质材料和硬质材料。软质材料为各种橡胶、尼龙、氟塑料等。硬质材料为各种金属和合金。
(1)软质材料 通用阀门密封面常用的软质材料为各种橡胶、尼龙、氟塑料等,如表6-14所示。
表6-14 通用阀门密封面常用的软质材料
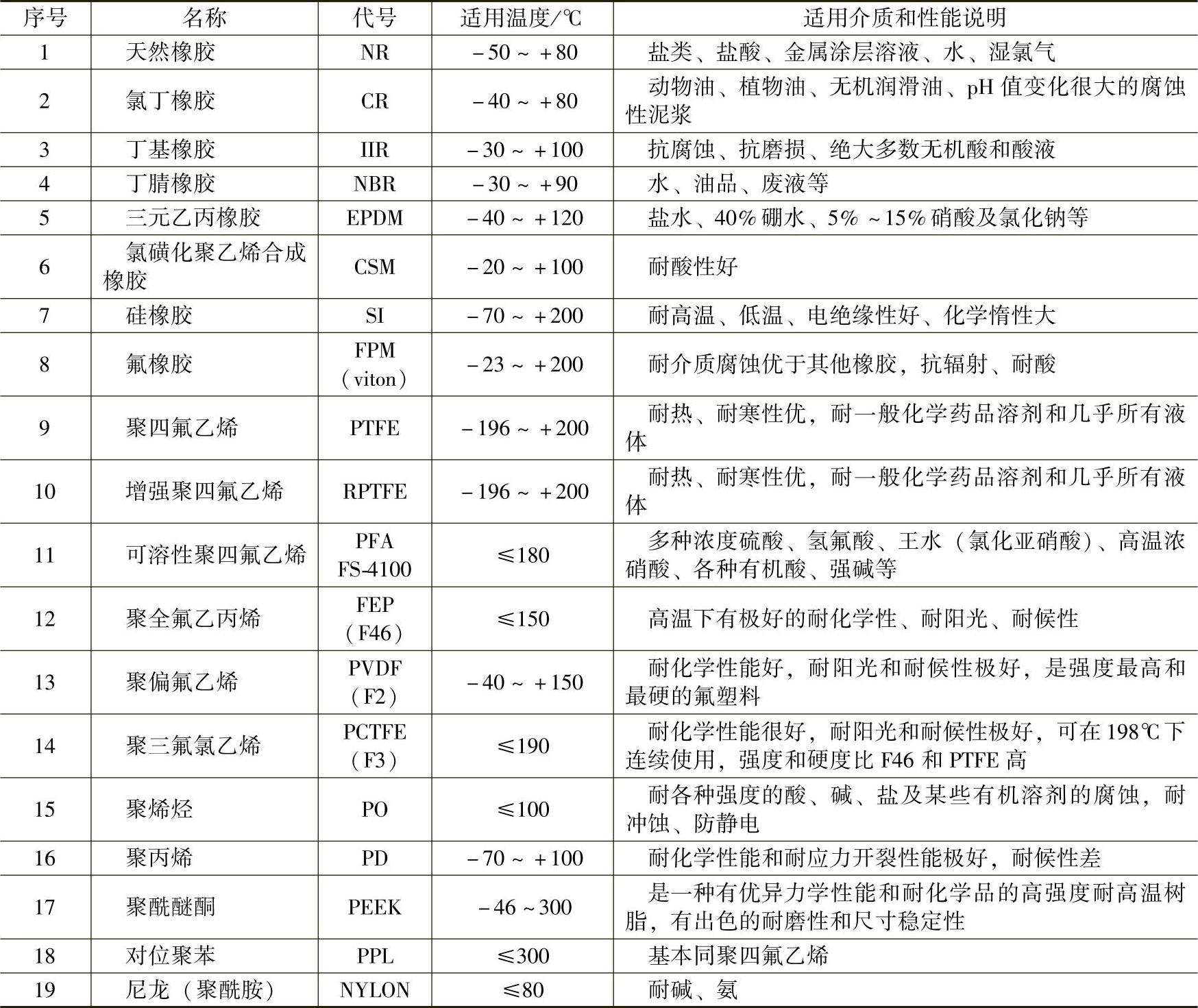
注:1.表中的适用温度是推荐性的安全使用温度,根据密封面结构和受力的不同,适用的温度也不尽相同。
2.表中的适用温度范围是这类产品的一般范围。每种产品都有多种牌号,适用温度也不尽相同。此外,使用场合不同推荐的使用温度范围也不同。
3.表中的名称是这类材料的统称,每种都有几个牌子,性能也不一样,如尼龙就有尼龙1010、尼龙6、尼龙66等:丁腈橡胶有丁腈18、丁腈26、丁腈40等。选用时要注意不同牌号的性能。
4.氟塑料具有冷流倾向,即应力达到一定值时开始流动,例如聚四氟乙烯如果在结构上没有考虑保护措施,在一定应力下即会流动、失效。
5.表中的推荐适用的介质范围也是笼统的,应用时要查这些材料与某种介质的相溶性数据。
(2)硬质材料 硬质材料的密封面主要是各种金属,如铜合金、不锈钢、硬质合金等。
1)铜合金。行业标准JB/T 5300—2008《工业用阀门材料 选用导则》中规定的灰铸铁阀门、可锻铸铁阀门和球墨铸铁阀门的铜合金密封面材料的牌子有:铸铝黄铜ZCuZn25Al6Fe3Mn3,铸锰黄铜ZCuZn38Mn2Pb2,铸铝青铜ZCuAl9Mn2、ZCuAl9Fe4Ni4Mn2,当然还有其他牌号如H62、巴氏合金等。铜合金在水或蒸汽中的耐腐蚀性和耐磨性都较好,但强度低,不耐氨和氨水腐蚀,适用介质温度≤250℃。但巴氏合金耐氨及氨水腐蚀、熔点低、强度低,适用于温度≤70℃,PN16的氨阀。
2)铬不锈钢。铬不锈钢有较好的耐腐蚀性,常用于水、蒸汽、油品等非腐蚀性介质,工作温度为-29~425℃的碳素钢阀门。但铬不锈钢耐擦伤性能较差,特别是在大比压的情况下使用很容易擦伤。试验表明比压在20.0MPa下耐擦伤性能较好。对于高压小口径阀门常采用棒材或锻件,其牌号为12Cr13、20Cr13、30Cr13制作的整体阀瓣,密封面经表面淬火(或整体淬火),其硬度值对20Cr13为41~47HRC,30Cr13为46~52HRC为宜。国外标准中,如API600、BS EN13709中对Cr13型密封面的硬度要求为最小250HBW,硬度差至少50HBW,材料牌号为ASTM A182/A182MF6a。对于大口径阀门其密封面往往采用堆焊,下面介绍几种堆焊焊条。(https://www.xing528.com)
① D507焊条。符合GB/T EDCr-A1-15,堆焊金属为12Cr13半铁素体高铬钢。焊层有空淬特性,一般不需热处理,硬度均匀,亦可在750~800℃退火软化,当加热至900~1000℃空冷或油淬后可重新硬化。焊前须将工件预热至300℃以上,焊后空冷,≥40HRC,焊后如进行不同热处理可获得相应硬度。
② D507Mo焊条。符合GB/T EDCr-A2-15,堆焊金属为12Cr13半铁素体高铬钢,焊层有空淬特性,焊前不预热,焊后不处理,焊后空冷≥37HRC。
③ D577铬锰型堆焊焊条。符合GB/T EDCrMn-C-15,焊前不预热,焊后不处理,抗裂性好,≥28HRC,与D507Mo配合使用。
注:1.D507Mo和D577两种焊条是为了替代Cr13型焊条,堆焊有硬度差的阀门密封面而配套研制的。D507Mo堆焊金属硬度较高,用于闸板;D577堆焊金属硬度较低,用于堆焊阀体或阀座密封面,两者组成的密封副可获得良好的抗擦伤性能。
2.堆焊层的高度加工后应在5mm以上,以保证硬度和化学元素质量分数稳定。
3.堆焊要按焊接工艺规定操作,焊接电流不可过大,以防止焊条化学元素质量分数发生变化影响焊接质量。
3)硬质合金。核电站中最常用的是镍基硬质合金。它的特点是耐腐蚀、耐磨、抗擦伤,特别是热硬性好,即在高温下也能保持足够的硬度。此外,加工工艺较为复杂,需有等离子弧喷焊机、喷焊镍基硬质合金粉末有许多优点,喷焊后密封面较平整,可以直接用磨削加工,省材料,质量好,硬度均匀。
常用的牌号有PT1101和PT1102两种牌号。PT1101焊层硬度为40~45HRC,PT1102焊层硬度为44~50HRC。可用于温度低于700℃的高温高压蒸汽的低合金钢、不锈钢阀门的密封面堆焊,也适用于某些腐蚀性介质的阀门密封面堆焊。PT1101焊粉适用于阀体或阀座密封面堆焊,PT1102焊粉适用于闸板(阀瓣)密封面堆焊。PT1101和PT1102焊粉的化学元素质量分数和硬度见表6-15。
4)表面热处理后作密封面。有些阀类的启闭件不能堆焊,如球阀的球体。如果是Cr不锈钢制造的球体,可以通过热处理来提高表面的硬度,如果是奥氏体不锈钢制作的球体,由于其表面很软,就要用表面处理的方法来提高表面硬度,在提高硬度的同时还要考虑处理后表面的耐蚀性。
表6-15 镍基合金粉末的化学元素质量分数和硬度

常用的表面处理方法有:镀硬铬、化学镀镍、镀镍磷合金、氮化、多元复合氮化、喷涂等。
5)奥氏体不锈钢密封面。奥氏体不锈钢密封面大多以本体材料作密封面,即F304或CF8的阀体在其上直接车出密封面。除了F304、CF8以外,还有F316、CF8M、F304L、CF3、F316L、CF3M、CF10、F304H等。
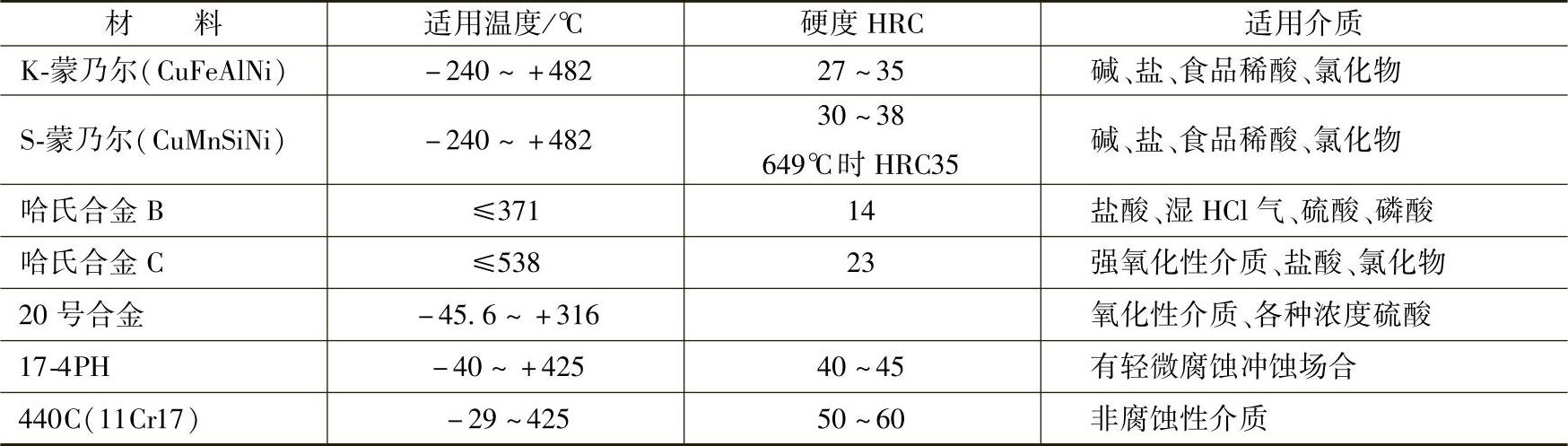
6)其他密封面材料。其他密封面材料见表6-16。
表6-16 其他密封面材料
4.阀门密封面焊接材料牌号和使用范围
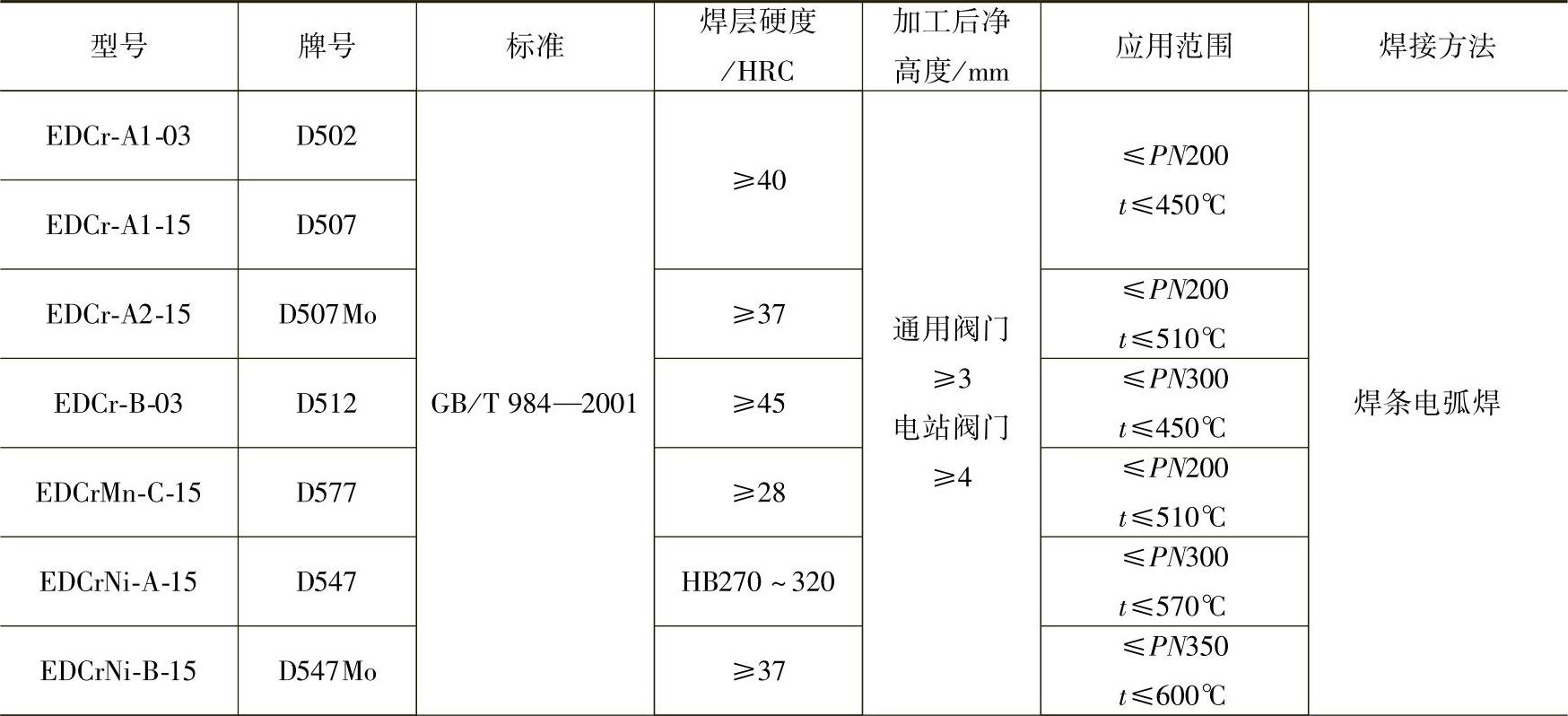
阀门密封面的焊接材料根据焊接方法的不同,可用电焊条、焊丝、喷焊合金粉末,对阀门密封面进行堆焊。其堆焊材料的型号、牌号、标准、堆焊层硬度、应用范围及焊接方法见表6-17。
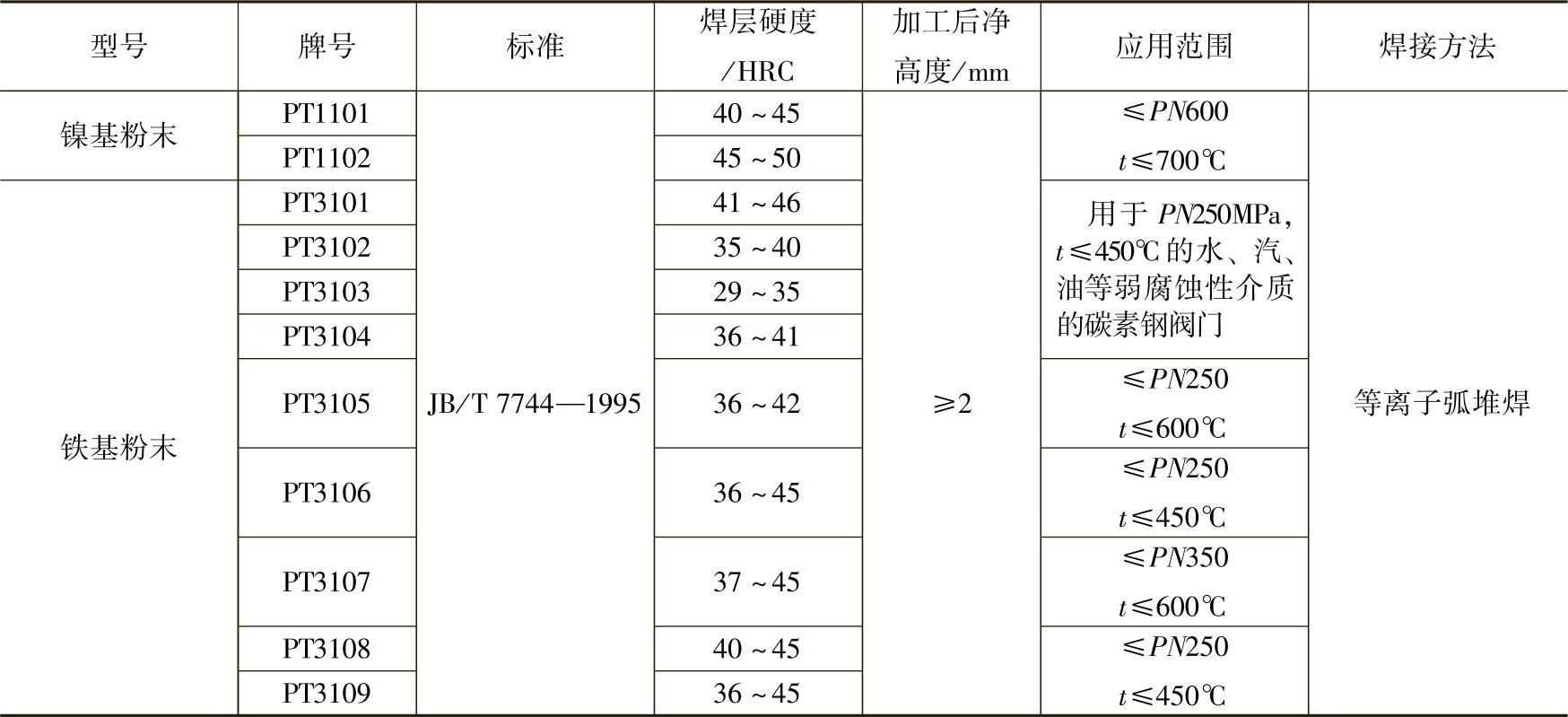
表6-17 阀门密封面的各种堆焊材料
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。