



球窝(Heed in Pillon)焊接缺陷(见图6-25)的发生是微电子焊接期间BGA与CSP焊球与熔融钎料不完全融合的结果,引起这一缺陷的典型情况如下:
图6-25 球窝焊接缺陷
1)在焊接预热和保温阶段,BGA/CSP焊球和钎剂被氧化。
2)在焊接的初始阶段,钎料膏开始融化,钎剂的性能遭到削弱,使得BGA和CSP焊球和再流焊钎料膏与焊球之间的间隙进一步氧化。
3)随着钎料的融化,钎剂被耗尽。
4)在再流焊焊接峰值温度的峰值阶段,BGA/CSP焊球表面的氧化膜与再流焊钎料膏没有融合,这时的钎剂层几乎没有活性。
5)再加上冷却前液化温度以上的时间是有限的,由于凝固导致了球窝缺陷。
焊接期间,BGA与CSP焊球与钎料膏分离的主要原因涉及元件封装的翘曲和BGA/CSP尺寸的不一致性。无铅焊接期间,由于较高的无铅焊接温度,元件翘曲的问题尤其严重。不合适的温度曲线如果导致元件/PCB过度翘曲也会引起球窝缺陷。再流焊期间,由于润湿力的作用,也会有一些BGA/CSP焊球从钎料膏中被提起的现象。
有研究表明,大元件的翘曲是部分由于潮湿或者较高的焊接温度引起。这意味着即使元器件合格,适用于无铅焊接,在实际生产过程中由于元件的过度翘曲仍会带来问题。增加芯片尺寸,由于较大芯片的束缚作用,会有助于再流焊期间元件翘曲的减少。另有研究也表明,影响BGA共面的主要因素之一是由于底部填充和封装包覆成形操作引起的元件积层的翘曲。Lin等人使用影栅云纹技术对POP(Pack-age On Package)技术进行了研究,以了解无铅再流焊组装期间封装翘曲的影响,从25~260℃,然后再返回到25℃。影响翘曲的各种因素包括芯片尺寸、封装塑料的厚度、CTE(线胀系数)、基板材料、厚度和铜层比率,对它们进行优化可以减小元件封装的翘曲。
这一缺陷在检测和功能测试期间,通常很难探测到。在再流焊钎料膏与焊球之间有部分接触,但是没有真正的冶金结合。这样当元件在工作现场受到机械或者热应力时,球窝缺陷会导致失效。二维X射线检测球窝缺陷如图6-26所示。(https://www.xing528.com)
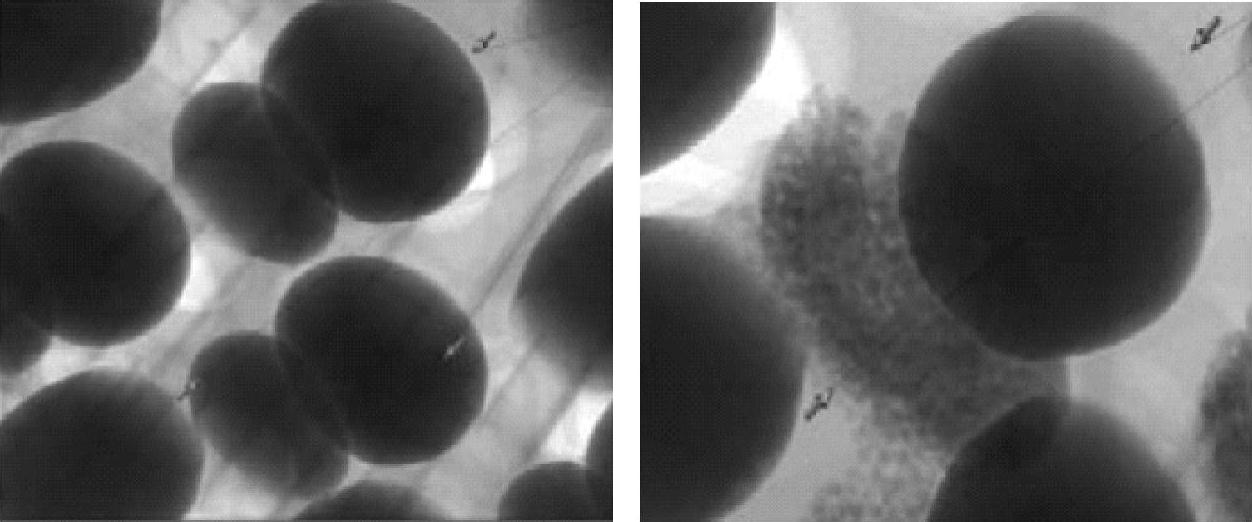
图6-26 二维X射线检测球窝缺陷
球窝焊接接触缺陷也是由于再流焊接期间横跨BGA元件的大温度梯度(ΔT)造成的,ΔT造成焊球与钎料的融化行为不一致。球窝缺陷形成(见图6-27)的一些过程如下:
1)BGA/CSP焊球尺寸不一致或焊球与钎料膏融合的时间延迟引起再流焊期间焊球与钎料膏的分离。
2)由于彼此之间的分离钎料膏和焊球被氧化。
3)随着再流焊的进行,焊球开始回落进入钎料膏中。
4)焊球和钎料膏表面的氧化阻碍了它们的完全融合,形成缺陷。

图6-27 球窝缺陷的形成(翘曲/氧化)
Sn-Pb钎料与无铅钎料相比,无铅钎料有更高的熔点,在预热和再流焊接期间随着温度的升高更容易氧化。由于这一原因,导致无铅钎料的润湿性不如Sn-Pb钎料,不润湿元件更容易导致球窝缺陷的发生。开发能适应高预热的Sn-Pb和无铅钎料膏,以防止/减少由于元件翘曲或氧化引起的球窝缺陷,也需注意钎剂的活性水平、耐热性以及钎料膏的可印刷性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。