



1.污染物的类型
污染物是各种表面沉积物或杂质,以及被SMA表面吸附或吸收的一种能使SMA性能降低的物质。当污染物和与其接触的材料发生分子等级的化学反应时产生吸附。如果焊接掩膜固化不足,当再流加热时,未固化和未交联的部分与焊剂剩余物等污染物产生反应,焊剂剩余物中的污染物就会被未固化的掩膜中的弱共价链吸附,这种被吸附的污染物几乎无法去除,唯一的办法是采用高沸点溶剂,如四氯二氟乙烷(沸点80℃)或1,1,1-三氯乙烷(沸点73.6℃),软化并与被污染的掩膜反应,通过破坏这种未固化掩膜中的弱共价键来去除污染物。当液体焊剂接触SMA表面的疏松区时,会通过毛细管作用,被吸收渗入疏松区,渗透到材料表面下。经过再流工艺,冷却固化后,坚固地保留在组件表面下,难以去除。
污染物还可能是一种杂质或夹杂物。杂质通常呈现颗粒状态,嵌入诸如焊接掩膜或电镀沉积的材料中,并且凸出表面。而夹杂物也是同类固体颗粒,它们被封在污染的材料里。夹杂物来源于PCD的制造过程。
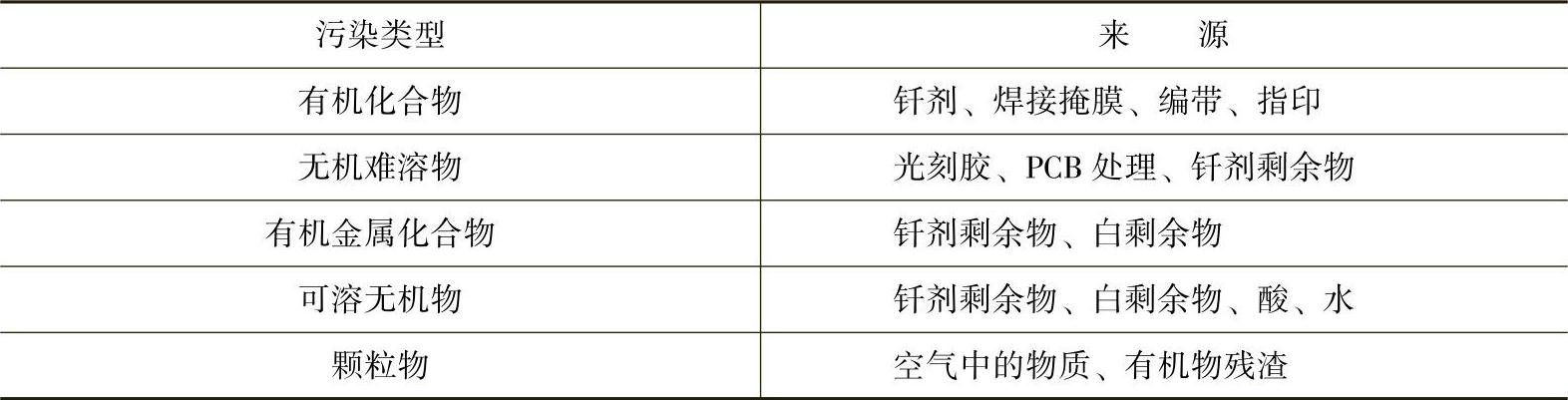
表5-8列出了污染物的类型和可能来源。这些不同类型的污染物可归纳为极性和非极性两种。极性污染物的分子具有偏心的电子分布,即在分子中的原子之间“连接”的电子分布不均匀,这就叫做“极性”特征。如HCl或NaCl的极性分子分离时,产生正的或负的离子,即

表5-8 污染物类型和可能来源
这种自由离子是良好的导体,能引起电路故障,还能与金属发生强烈反应,导致腐蚀。另外,极性污染物也可以是非离子化的。当非离子化的极性污染物出现在电场中,同时又有高温或有其他应力存在时,不同的负电性分子自身就形成电流。
非极性污染物是没有偏心电子分布的化合物,而且不分离成离子也不带电流。这些类型的污染物大多数是由长链的碳氢化合物或碳原子的脂肪酸组成。通常,非极性污染物是绝缘体不产生腐蚀和电气故障,但使焊接性下降和妨碍SMA有效电测试。而且,极性污染物有可能夹杂在非极性污染物中,或被非极性污染物覆盖,如果极性污染物暴露在外面,就有可能出现电气故障。
2.钎剂剩余物
从清洗角度来分析,钎剂主要有两种类型:可溶于有机溶剂的和可溶于水的。可溶于有机溶剂的钎剂是SMA用的标准型钎剂,并且广泛应用于再流焊接的焊膏和双波峰焊接工艺中。它们主要由天然树脂、合成树脂、溶剂、润湿剂和活化剂等成分组成。钎剂在去除焊接部位的氧化物和降低钎料表面张力、提高润湿性的同时,也是SMA上污染物的主要来源。这种污染物是焊接工艺之后加热改型的钎剂生成物。(https://www.xing528.com)
树脂钎剂的典型溶剂是醇类,如异丙醇、乙二醇和乙醚或萜烯。一般情况下,预热和再流期间溶剂蒸发,只有极少量的溶剂变成钎剂剩余物。润湿剂在树脂钎剂中的浓度很小,对剩余物的影响很小。树脂中的松香酸在加热过程中容易被氧化,氧化了的松香在许多有机溶剂中的溶解度下降,并且会变成聚合物而成为难以清洗的剩余物,所以在使用中要尽量避免松香氧化。
松香基钎剂的最大的化学变化发生在再流工艺期间。异构化反应是焊接时松香钎剂的最主要反应。异构化反应是松香原子的重新排列而不是相对分子质量的增加,经凝胶渗透色谱法测量证明,焊接后至少有三种主要的有机松香钎剂剩余物留在SMA上。它们是松香酸、脱氢松香酸和新松香酸。实际上,松香主要由松香酸组成,所以在中温加热时,这种酸的异构化反应能生成新松香酸,而在高温加热时能生成脱氢松香酸。在焊后的SMA上还检查出其他异构体,如二氢松香酸、四氢松香酸和焦松香酸,另外还有海松酸和异海松酸。
松香钎剂中的有机酸是很温和的,它本身没有足以减少金属氧化物的化学活性,以加速钎料润湿条件的形成。为了增强松香钎剂清洗金属氧化物的能力,加入活化剂制成中度活性松香RMA和活性松香RA钎剂。用于高可靠性的电子组件的钎剂腐蚀性很小,只加入了有限的卤素活化剂。因此,RMA钎剂剩余物主要由松香有机酸的异构体组成。
为增强钎剂活性,把胺的氢卤化物和链烷醇胺的氢卤化物等活化剂加到松香钎剂中形成RA类钎剂,当加热这些活化剂时,会分解释放出氢卤化物(HCl或HBr)。这种很强的无机酸HCl很容易与金属氧化层起反应,有助于氧化层的去除,并将纯金属暴露于钎料下,如CuO+2HCl→CuCl2+H2O。所以,这种活化剂在焊接条件下常常形成松香酸铜或氯化铜等绿色的物质。这样形成的铜盐弥散在钎剂剩余物中,用含有极性成分的清洗剂很容易完全去除。这些绿色的剩余物没有腐蚀性,但是,有可能掩蔽导致产生腐蚀周期的剩余物和其他潜在的腐蚀剩余物。
3.不溶解的剩余物
在采用松香型钎剂焊接的SMA上,常发现不溶解的白色或褐色剩余物。这种剩余物是焊接时铅⁃锡钎料和松香之间反应产生的锡的松香酸盐,以及松香弥散在松香酸盐中。当用共沸溶剂中的乙醇去除松香之后,这种不溶解的剩余物呈现白色。对其进行电子显微镜分析,证明组成中含有锡、氯和微量成分铅、铜、铁和溴。锡是白的,它是不溶解剩余物的主要成分,是焊接时松香和熔融的锡⁃铅钎料之间的反应产物。钎料中的铅与松香的反应比锡少,所以只发现剩余物中有微量铅。铜和铁分别来源于PCB和元器件引线,氯和溴来源于钎剂配方中的活化剂。
4.腐蚀周期产生原因
不管是采用溶剂可溶的还是水可溶的活性钎剂,焊接后用相应的溶剂可以很快去除其留在SMA上的剩余物。如前面所述,这种钎剂在焊接过程中形成强无机酸,它不仅能有效地和焊接部位的金属氧化物起反应,而且很容易腐蚀净化了的金属引线和钎料本身,当活化剂中有卤素时,将形成金属卤酸盐,并与钎剂中的粘结剂(如松香)相结合。如果焊接后到清洗前的停放时间增加,清洗后这种盐常被留在SMA上,当采用非极性和半极性溶剂清洗时,这种现象更明显。在潮湿的环境中,这种卤盐剩余物将会变成良导体。另外,这种卤盐的离子(Cl-或Br-)很容易和钎料反应生成氯化铅(PbCl)或溴化铅(PbBr)。在潮湿的空气中,还发生下述反应:

在这种反应中生成的HCl又立即和钎料反应,生成更多的PbCl2,如此循环下去,出现持续的腐蚀周期。在这个腐蚀周期中形成的白色剩余物PbCO3不溶于水,覆盖在钎料上,成为防止或终止腐蚀周期的清洗工艺的障碍。所以SMA焊接后必须马上进行清洗,以免出现腐蚀周期。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。