



1.再流焊接技术概述
(1)再流焊接技术的特点 再流焊工艺技术与波峰焊工艺技术具有明显的区别,其是预先在PCB焊接部位(焊盘)放置钎料,然后贴装表面组装元器件,经固化(在采用钎料膏或称膏状钎料时)后,再利用外部热源加热使钎料熔化、流动并形成一定的冶金结合,达到焊接的目的。再流焊焊接技术可以完全满足各类表面组装元器件对焊接的要求,在表面贴装组件焊接中具有广泛的应用。
与波峰焊接技术相比,再流焊接技术具有以下一些特征:
1)它不像波峰焊接那样,要把元器件直接浸渍在熔融的钎料中,所以元器件受到的热冲击小。但由于其加热方法不同,有时会施加给器件较大的热应力。
2)仅在需要部位施放钎料,能控制钎料施放量,能避免桥接等缺陷的产生。
3)当元器件贴放位置有一定偏离时,出于熔融钎料表面张力的作用,只要钎料施放位置正确,就能自动校正偏离,使元器件固定在正常位置。
4)可以采用局部加热热源,从而可在同一基板上,采用不同焊接工艺进行焊接。
5)钎料中一般不会混入不纯物。使用钎料膏时,能正确地保持钎料的组成。这些特征是波峰焊接技术所没有的。虽然再流焊接技术不适用于通孔插装元器件的焊接,但是,在电子装联技术领域,随着PCB组装密度的提高和SMT的推广应用,再流焊接技术已成为电路组装焊接技术的主流。
(2)钎料供给方法 在再流焊接中,将钎料施放在焊接部位的主要方法是:
1)钎料膏法。这是再流焊接中最常用的施放钎料的方法。
2)预敷钎料法。在元器件和PCB上预敷钎料,在某些应用场合可采用电镀钎料法和熔融钎料法将钎料预敷在元器件电极部位或微细引线上,或者是PCB的焊盘上。在细间距器件的组装中,采用电镀法预敷钎料是比较合适的方法,但电镀的钎料层不稳定,需在电镀钎料后进行一次熔融,经过这样的稳定化处理后,可获得稳定的钎料层。
3)预成形钎料。预成形钎料是将钎料制成各种形状,有片状、棒状和微小球状等预成形钎料,钎料中也可含有钎剂。这种形式的钎料主要用于半导体芯片的键合和部分扁平封装器件的焊接工艺中。
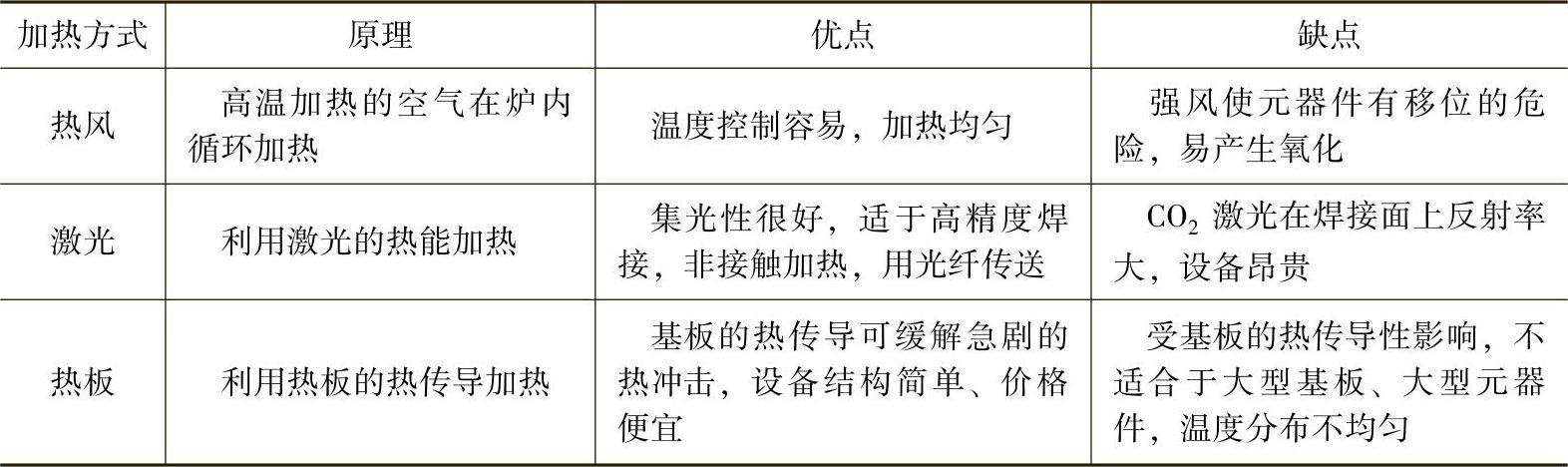
(3)再流焊接工艺的加热方法 再流焊工艺中,熔化预敷在PCB焊盘图形上和元器件电极或引线上的钎料具有多种加热方法,而主要的加热方法有放射性热传递(红外线)、对流性热传递(热风、液体)、热传导方式(热板传导)三种,如表5-7所示。这些方法各有其优缺点,在表面组装中应根据实际情况灵活选择使用。
表5-7 再流焊接主要加热方法
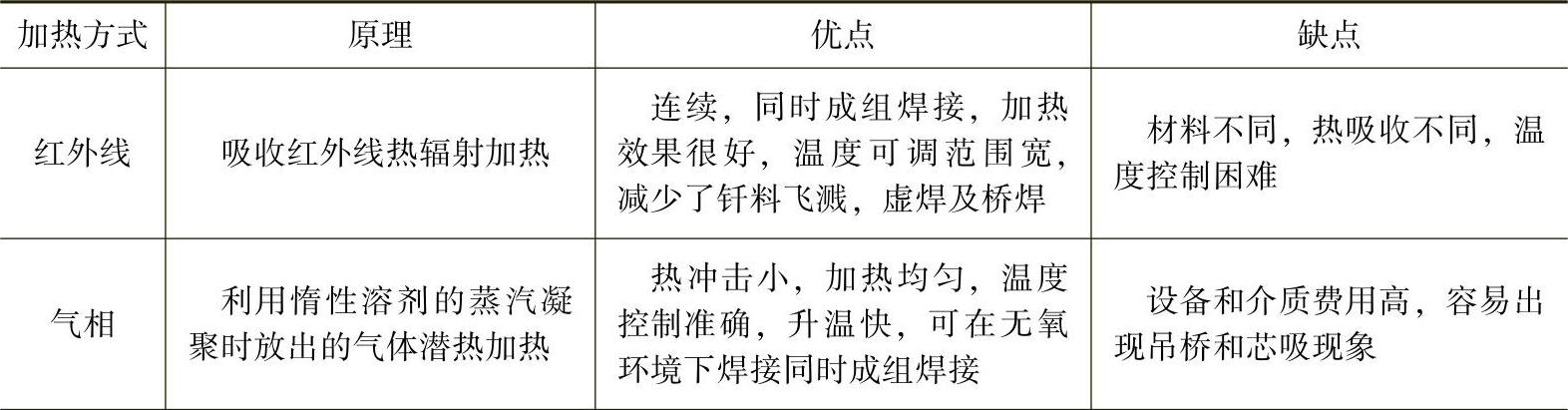
(续)
2.再流焊接技术的类型
再流焊接技术主要按照加热方法进行分类,主要包括:红外再流焊接、气相再流焊接、热板加热再流焊接、热风炉再流焊接、激光再流焊接、红外光束再流焊接和工具加热再流焊接等类型。
(1)热板传导再流焊接 利用热板的传导热来加热的再流焊接称为热板再流焊接,也称热传导再流焊接。热板传导加热法是应用最早的再流焊接方法,其工作原理如图5-12所示。
发热器件通常为块形板,放置在传送带上。且传送带是由导热性能良好的材料制成。待焊PCB放在传送带上,热量先经过印制电路板,再传至软钎料膏与SMC/SMD,软钎料膏受热熔化,进行SMC、SMD与印制电路板的焊接。热板传导加热法通常都有预热、再流、冷却三个温区。
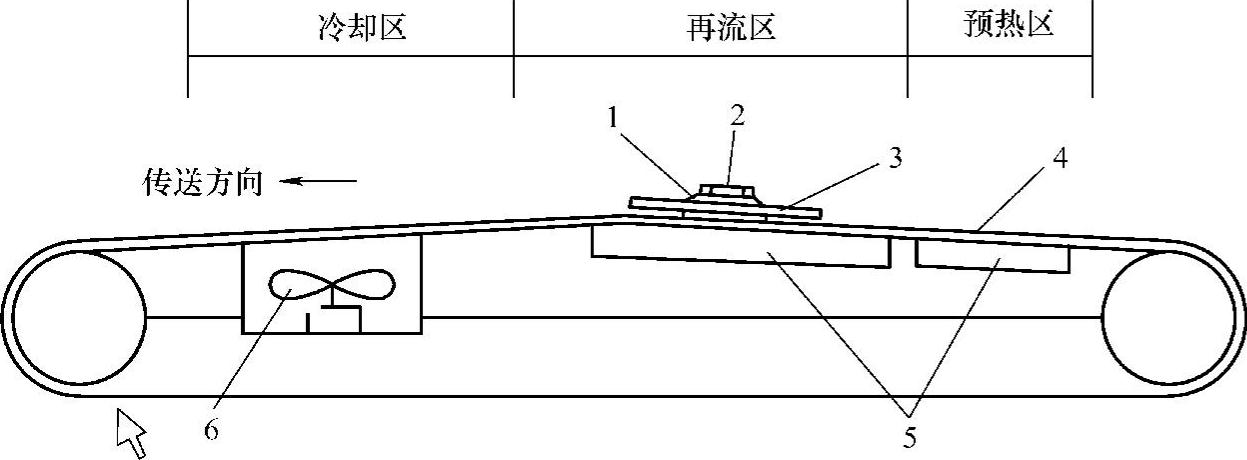
图5-12 热板传导加热再流焊接示意图
1—流动钎料膏 2—SMC/SMD 3—PCB 4—传送带 5—加热板 6—风扇
该方法的优点为:设备结构简单,成本较低,初始投资和操作费用低;可以来用惰性气体保护;系统内有预热区;能迅速改变温度和温度曲线;传到元器件上的热量相当小;焊接过程中易于目测检查;产量适中。20世纪80年代初我国—些厚膜电路厂曾引进过此类设备。其缺点是:热板表面温度限制在<300℃;只适于单面组装,不能用于双面组装,也不能用于底面不平的PCB或由易翘曲材料制成的PCD组装;温度分布不均匀。
热板传导再流焊接适合于高纯度氧化铝基板、陶瓷基板等导热性能良好的电路板的单面贴装形式。普通覆铜箔层的压制板类印制电路板由于其导热性能较差,焊接效果不佳。
(2)红外线辐射加热再流焊接 隧道加热炉是红外辐射加热法通常采用的热源设备,热源以红外线辐射为主,其包括远红外线与近红外线两种,通常前者多用于预热,后者多用于再流加热。该种加热方法适用于流水线大批量生产,由于设备成本较低,是当前工业生产中应用较为普遍的再流焊接方法。整个加热炉分成几段温区分别进行温度控制,再流区温度一般为230~240℃,时间5~10s,如图5-13所示。
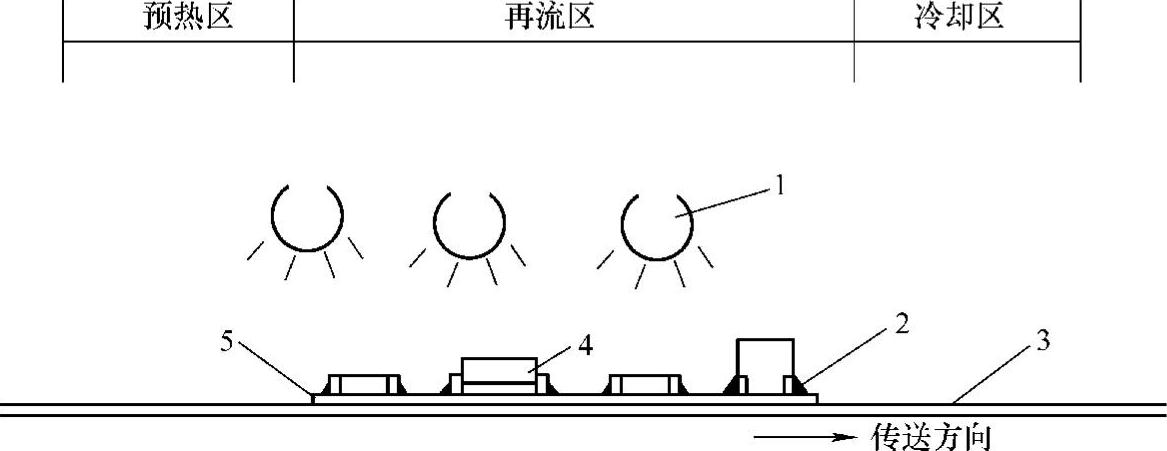
图5-13 红外辐射加热再流焊接示意图
1—红外热源 2—钎料膏 3—传送带 4—SMD/C/C 5—PCB
红外再流焊接有以下优点:钎料膏可以是不同成分或不同熔点的;波长范围为1~5μm的红外线就可以使有机酸以及溶剂中其他活性剂离子化,钎剂的润湿性得到了提高,焊接能力得到了显著改进;红外线能量可以渗透到钎料膏内,使溶剂逐渐挥发,而不引起钎料飞溅;与气相再流焊相比,加热温度和速度可调范围宽,且加热速度缓慢,元器件所受热冲击更小;在红外加热条件下,PCB温度上升比气相加热快,元器件引线和PCB湿度的上升较气相再流焊更易协调一致,大大减少了虚焊等现象的产生;温度曲线控制方便,变换时间短;红外加热器热效率高、成本低;可采用惰性气体保护焊接。
由于红外再流焊接的以上优点,使其成为再流焊接的最基本形式,但是红外再流焊接也存在着缺点,例如元器件的形状和表面颜色不同会导致对红外线吸收系数不同,因荫屏效应和散热效应的产生,会导致焊件受热不均匀,甚至会导致元器件受热损坏。因此为了解决红外再流焊接的缺点,逐步又发展了红外再流焊接和热风再流焊接结合的方式。
(3)热风对流加热再流焊接与红外热风再流焊接 如图5-14所示,热风对流法是利用风扇与加热器,不断加热炉膛内空气并进行对流循环。相比以上两种方法,它具有加热均匀、温度稳定的特点。在再流区内还可分以细分成若干个温区,分别进行温度场控制,从而获得合适的温度曲线,必要时可以向炉中充入氮气,以尽量避免焊接过程中的氧化作用。
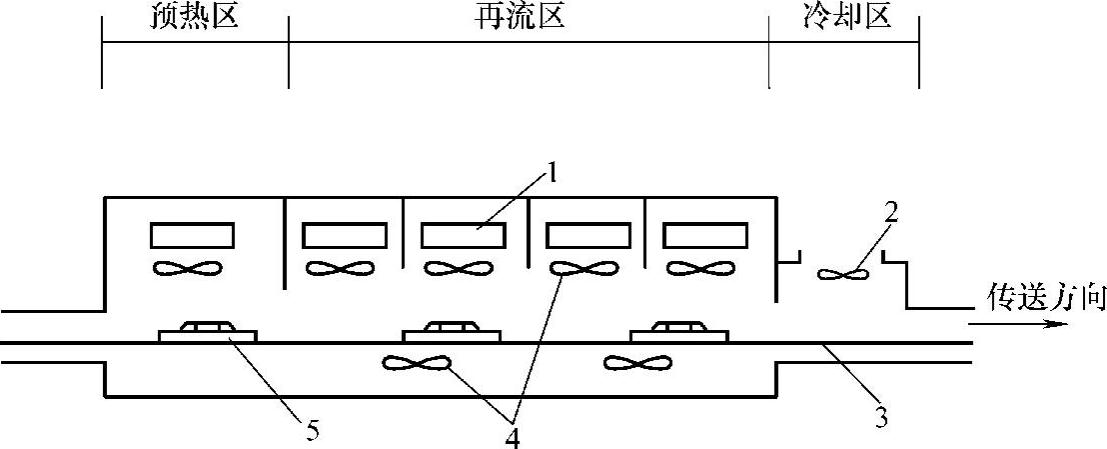
图5-14 热风再流焊接示意图
1—加热器 2—冷却风扇 3—传送带 4—对流风扇 5—PCB组件
热风再流焊接是以强制循环流动的热空气或氮气来加热的再流焊接方式,但是因温度不稳定,易氧化,通常不单独使用。热风红外再流焊接是按一定的热量百分比和空间分布,同时采用红外辐射和热风循环对流来混合加热的方式,故称为热风对流红外辐射再流焊接。(https://www.xing528.com)
综上,该方式具有更多的优点:焊接温度—时间曲线的灵活性大大增强,降低了设定的温度曲线与实际控制温度之间的误差,使再流焊接可以有效地按设定的温度曲线进行;温度均匀、稳定;可以克服吸热差异及荫屏效应等不良现象。基板表面和元器件之间具有很小的温差,使得再流焊接过程中不同的元器件都具有较为均匀的钎焊温度;可满足高密度组装的钎焊要求;具有较高的生产能力和较低的操作成本。因此,热风红外再流焊接也成为SMT大批量生产中的主要焊接方式之一。
(4)气相加热再流焊接 气相法是利用氟氯烷系溶剂(较典型的牌号为FC-70)饱和蒸汽的汽化潜热进行加热的一种再流焊接。待焊接的PCB放置在充满饱和蒸汽的氛围中,蒸汽在与SMC/SMD接触时冷凝,并放出汽化潜热,这种潜热使软钎膏熔融再流。气相法的特点是整体加热,溶剂蒸汽可到达每一个角落,热传导均匀,可形成与产品几何形状无关的高质量焊接。可精确控制温度,不会发生过热现象。加热时间短,热应力小,其原理如图5-15所示。
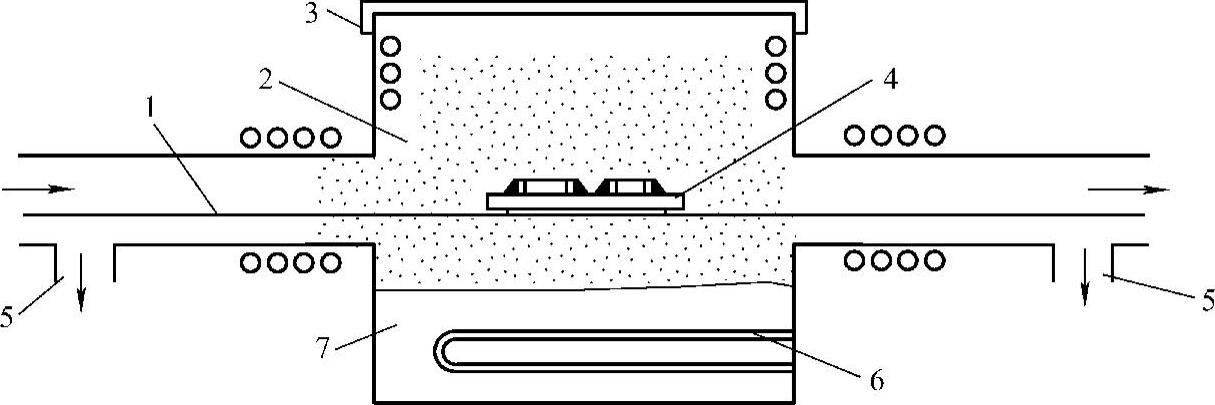
图5-15 气相加热再流焊接原理
1—传送带 2—饱和蒸汽 3—冷凝管 4—PCB组件 5—排气口 6—加热管 7—氟溶剂
气相加热再流焊接应用很广,但氟溶剂价格昂贵,生产成本高,而且如操作不当,氟溶剂经热分解会产生有毒的氰化氢和异丁烯气体。近年还发现,氟氯烷对大气环境有破坏作用,因而尽管气相法是一种较理想的再流焊接,其应用还是受到了限制。
与其他再流焊接方式相比,气相再流焊接具有以下优点:焊接温度保持一定,不会发生过热现象;加热均匀,热冲击小;由于热交换介质可变,当选择沸点稍低的含氟隋性液体,即可采用低熔点钎料膏,用于热敏元器件的焊接;在无氧的环境中进行焊接,焊前被焊件将不会再被氧化,确保了焊接的可靠性。气相再流焊接的最大缺点是设备与介质费用昂贵。
(5)激光加热再流焊接 激光法利用了激光光束优良的方向性和高功率密度的特性,通过光学系统将激光束在很短的时间内聚集在很小的区域上,使被焊处形成一个能量高度集中的局部加热区域。常用的有CO2激光和YAG激光两种,CO2激光发射10.6μm波长的光束。YAG激光系统工作波长则为1.06μm,仅为CO2激光的1/10。在吸收特性上也有一些差别,YAG激光能量可被软钎料膏迅速吸收,不易被印制电路板的陶瓷基板等绝缘材料吸收。激光束的聚焦光点可在ϕ0.3~ϕ0.5mm范围内调节,其原理如图5-16所示。
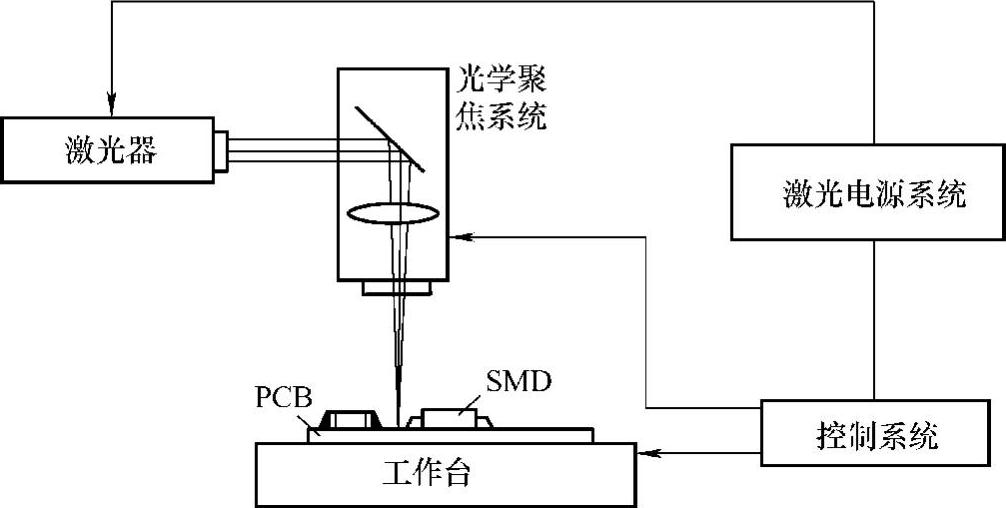
图5-16 激光光束加热再流焊接原理
由于激光焊接能在很短的时间内把较大能量集中到极小表面,加热过程高度局部化,不产生热应力,热敏感性强的元器件不会受热冲击,同时还能细化钎焊接头的结晶晶粒度。激光再流焊接适用于热敏元器件、封装组件及贵重基板的焊接。
激光软钎焊技术常用于印制电路板上焊接电子元件、片状元件的组装等,也就是应用于表面组装技术,这是利用了激光束可实现对微小面积的高速加热,热影响区较小,光辐射时间和输出功率易于控制,此外,其还具有易于分光、实现多点同时对称焊的特点,具有很大的灵活性。
采用激光钎焊与其他钎焊方法相比有以下特点:
1)由于其局部加热特点,所以对元器件不会产生热损伤,热影响区较小,因此可在热敏元器件附近施行钎焊。
2)用非接触加热,熔化带较宽,而且不用任何焊接辅助工具,故可在双面印制电路板上进行双面装配后加工。
3)重复操作的稳定性好。激光照射时间、输出功率等易于控制,故成品率高。
4)激光束很容易实现分光,它可用半透镜、棱镜、反射镜及扫描镜等光学元件进行分割,故能实现多点同时焊。
5)激光钎焊一般采用低于1.06μm的短波长激光,它可通过光纤传输,因此可在常规方式对不易施焊的部位进行加工,灵活性好。
6)聚光性好,易于实现多工位装置的自动化。
目前国内外在激光钎焊中较多使用CO2激光器和Nd∶YAG激光器。
表面组装技术采用软钎焊的方法把表面组装元器件焊接到印制电路板的焊盘上,使元器件与印制电路板之间形成可靠的电气和机械连接,从而实现具有一定可靠性的电路功能。根据钎料的供给方式,表面组装技术中采用的软钎焊技术主要有流动软钎焊(Flow Soldering)和再流软钎焊(Reflow Soldering)两种。
流动软钎焊技术,尤其是波峰焊技术,能够大幅度提高生产率,节约人力和钎料,焊点质量和可靠性也得到了明显的升高,故一直受到人们广泛的重视。但是,流动软钎焊技术仍然存在一些根本性的问题,诸如元器件的引线与PCB的焊盘会对熔融钎料扩散Fe、Zn、Cu等各种金属杂质;熔融钎料在空气中高速流动较易产生氧化物等。这些问题会导致多种缺陷,且流动软钎焊技术本身很难解决。
再流软钎焊,又称回流焊、再流焊,是指预先在PCB焊接部位(即焊盘)上施放适量和适当形式的钎料,然后贴放SMC、SMD,经固化(在使用钎料膏时)后,然后利用外部热源使钎料再次流动达到焊接目的的一种成组或逐点焊接工艺。再流焊技术可以完全满足各类表面组装元器件对焊接的要求,其可根据不同的加热方式使钎料再流,实现可靠的连接。
激光再流焊,也常称为激光软钎焊,是一种局部加热方式的再流焊,能够很好地避免上述问题的产生。这是因为:
1)激光束可以聚焦到很小的斑点直径上,激光能量被约束在很小的斑点范围内,可以实现对钎焊部位严格的局部小区域加热,对电子元器件特别是热敏元器件可以完全避免热冲击的影响。
2)激光的能量密度较高,加热和冷却速度快,焊点金属组织细密,而且可以有效控制金属间化合物的过生长。
3)可以精确控制钎焊部位的输入能量,这点对于保证表面组装软钎焊接头的质量稳定性非常重要。
4)激光软钎焊由于可以只对钎焊部位进行局部加热,引线间的基板不被加热或温升远远低于钎焊部位,阻碍了熔融钎料在引线之间的过渡。故可有效地防止桥连缺陷的产生。
基于以上优点,激光软钎焊技术在表面组装领域越来越受到广泛的重视。
采用激光束的钎焊方法有多种光学模式,其中主要有光点移动法、线状光束照射法和扫描法,如图5-17所示。
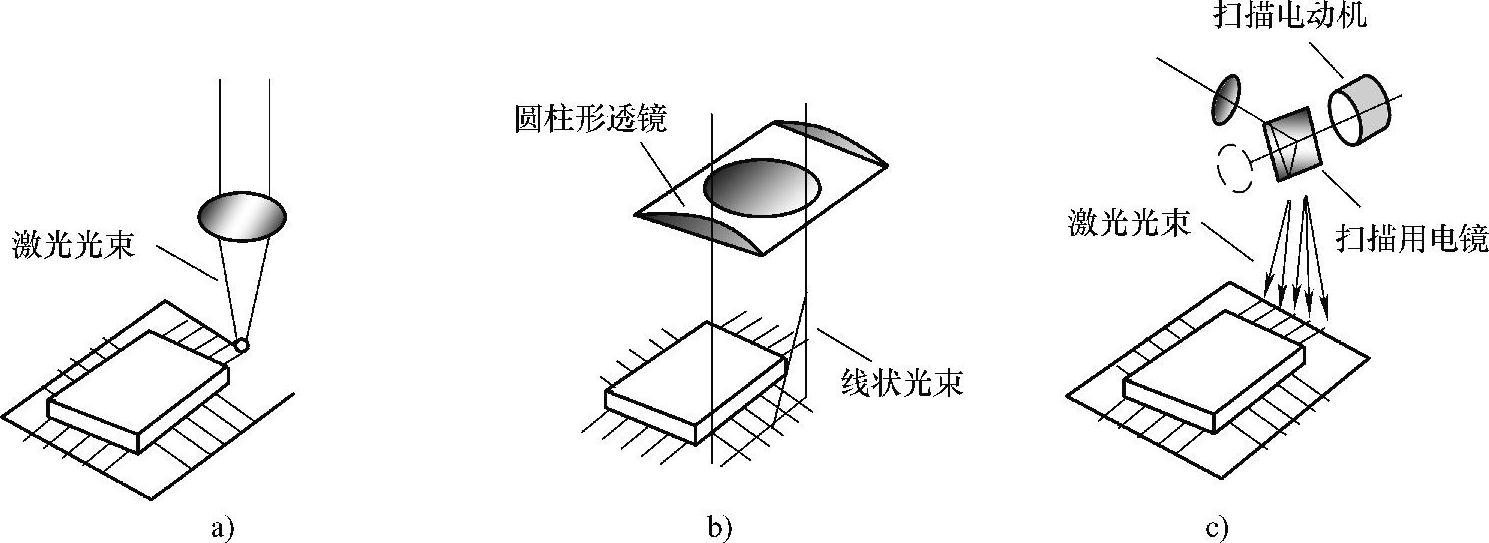
图5-17 激光钎焊三种常见加热方式
a)光点移动法 b)线状光束照射法 c)扫描法
1)光点移动法。其是应用最早且最传统的方式,该方法一般先将钎料膏通过丝网印刷于PCB板上,然后再贴放好电子元器件,在引线上沿着钎焊部位用激光照射使钎料熔化,从而产生流动,直至钎料覆盖整个连接区。钎料冷却之后,便可形成良好的连接。该方式结构简单、价格便宜,且为逐点局部加热,所以热损伤小。光点移动是被钎焊部位和激光光点之间的相对移动,既可移动元器件,也可移动光束。移动元器件时,可采用数控机床。光点移动法激光钎焊所需的激光输出功率较小,通常为15W左右;移动光束时,多采用机器人方式。
2)线状光束照射。这是用柱面透镜将激光束聚焦为一条线的方式进行钎焊,故它能钎焊较宽的部位,实现各部位的同时焊接。该方式将集成电路一侧的若干个引线用一次激光照射完成钎焊,从而大大缩短了钎焊时间。若将激光束分割为平行的两束,则对于具有双向引线的元器件,用这种方法可用一次激光照射完成钎焊;对于四向引线元器件,只需两次激光照射即可。虽然线状光束照射虽然提高了钎焊速度,但钎焊部位很难获得均匀分布的激光束,钎焊质量不佳。这是因为激光器输出圆形光斑后,经透镜聚焦,线状光束中部的能量密度要比两端大,所以各钎焊部位加热并不均匀。随着元器件引线数目增多、间距减小,钎焊参数范围越来越严格,这种方式的缺陷也越来越明显。
3)扫描法。扫描系统通过光纤路径传输激光束,采用振镜实现往复扫描,使元器件引线的钎焊效率得以提升,并能够实现多点同时对称焊,提高了钎焊质量。这种方法把通常用于局部加热的激光束,通过振镜模拟变换成为线状光束,将该线状光束照射到若干个钎焊部位,一次完成整个钎焊过程,方便快捷。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。