



人类使用锡铅钎料已有几千年历史,早在古罗马时代人们就使用锡铅合金连接铅制水管,而至今这类钎料仍在使用当中。尽管由于环保的呼声,在电子行业中将要停用锡铅钎料而改用无铅钎料,但仍有必要对在电子装连中已成熟应用的锡铅钎料进行认真的回顾和研究。
1.Sn-Pb钎料的独特优势[3,4]
1)金属锡和其他许多金属之间有良好的亲和力作用,因此借助于低活性的钎剂就可以达到良好的润湿。
2)锡铅元素在元素周期表中均是IV类主族元素,排列很近,它们之间互熔性良好,并且合金本身不存在金属间化合物。此外,锡铅钎料性能稳定,特别是金属锡在焊点表面能生成一层极薄而致密且具有良好耐蚀性的氧化亚锡(SnO2),它对焊点有保护作用,通常军用电子产品中的PCB焊盘均采用锡铅合金保护层,以提高电子产品的耐蚀性。
3)锡铅钎料有较好的力学性能,通常纯净的锡和铅的抗拉强度分别为15MPa和14MPa,而锡铅合金的抗拉强度可达40MPa左右;同样抗剪强度也有明显增加,锡和铅的抗剪强度分别为20MPa和14MPa,锡铅合金的抗剪强度则可达30~35MPa。焊接后,因生成极薄的Cu6Sn5合金层,故强度还会提高很多。
4)锡铅合金的熔点(183~189℃),正好在电子设备最高工作温度之上,而焊接温度在225~230℃之间,该温度在焊接过程中对元件所能忍受的高温来说仍是适当的,并且从焊接温度降到凝固点,其时间也非常短,完全符合焊接工艺的要求。
5)作为钎料的锡铅金属矿在地球上非常丰富,已探明世界锡的储量约在1000万t左右,其中我国云南就占有很大比例。因此锡铅矿比其他钎料的金属的储量要大得多,锡铅金属价格比其他金属也要低得多。锡和铅的价格比约是20∶1,锡铅钎料在所有钎料之中,其价格又最低。世界每年锡的消费量约在30~40万t之间。其中电子工业消耗量约占一半。用来做钎料的锡铅合金,全球每年用量相当大,它们在地球上的储存量也非常大。
2.国内外常用Sn-Pb钎料牌号与成分
(1)国产Sn-Pb钎料牌号与化学成分(见表4-1)
表4-1 国产Sn-Pb钎料牌号与化学成分
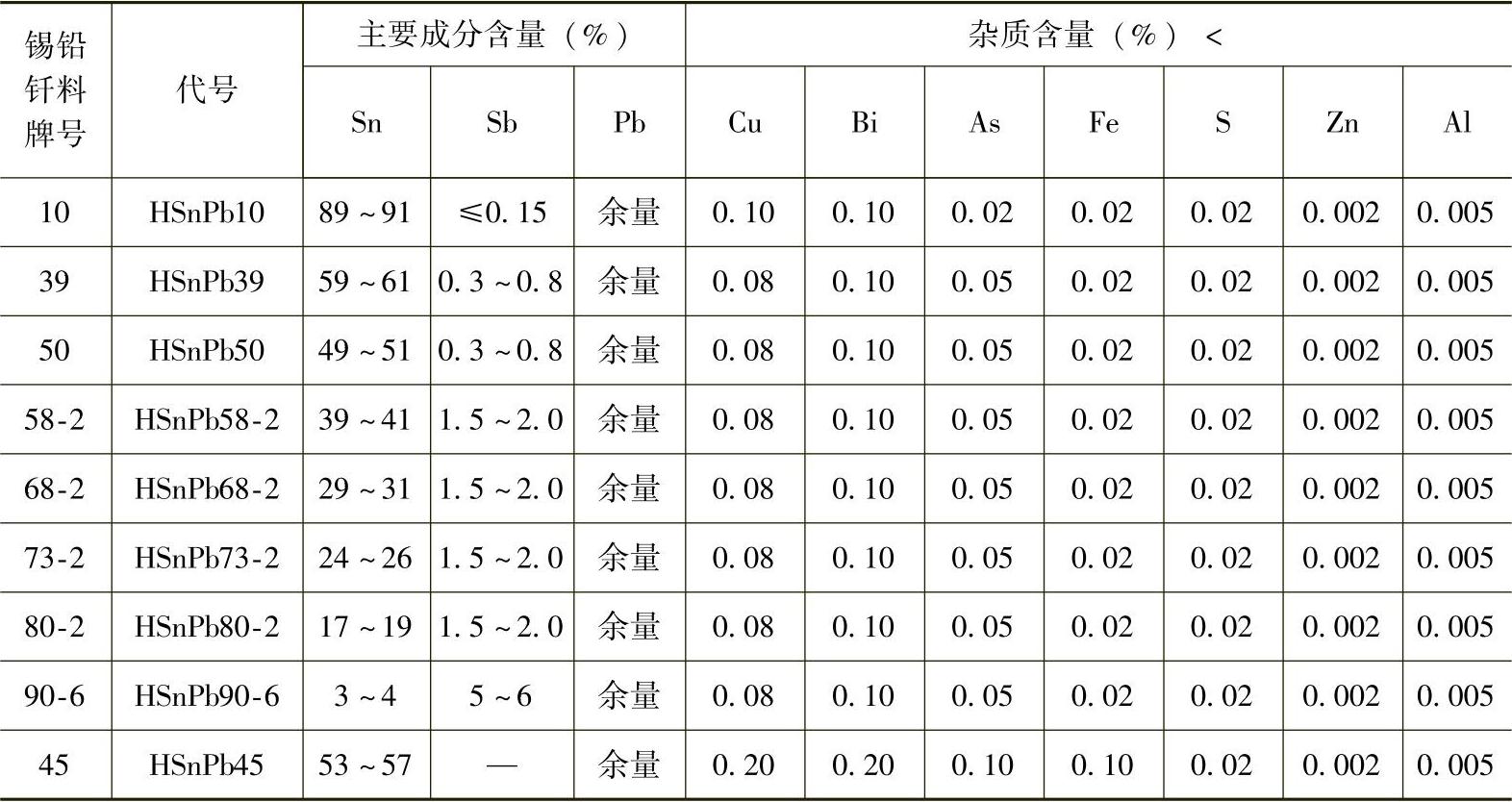
注:含量均为质量分数。
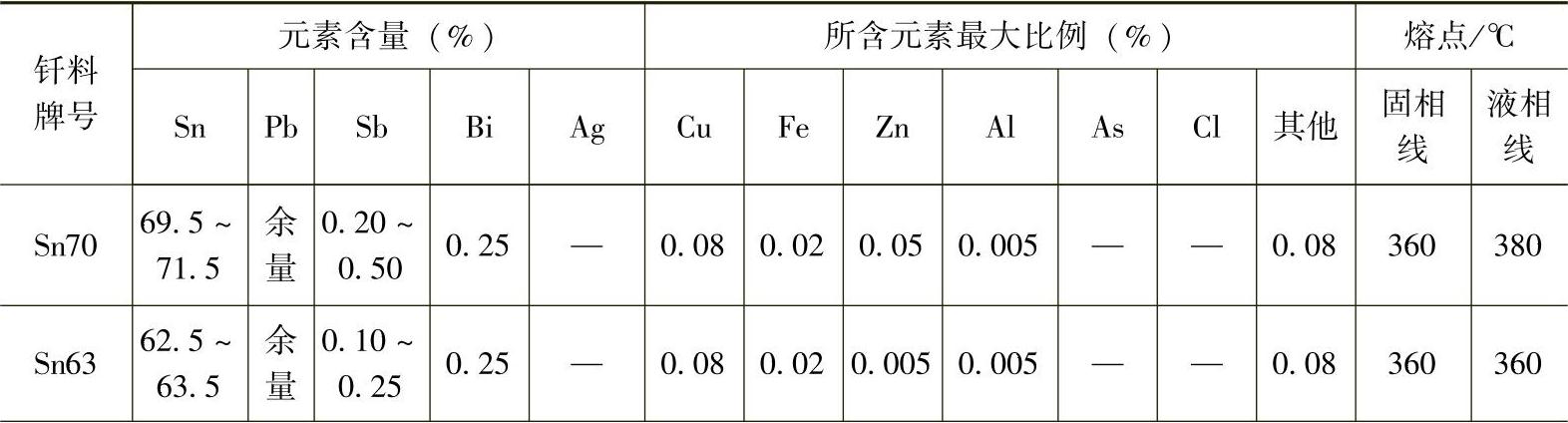
(2)美国联邦标准QQ-S-571规定的Sn-Pb钎料牌号与化学成分(见表4-2)
表4-2 美国联邦标准QQ-S-571规定的Sn-Pb钎料牌号与化学成分
(续)
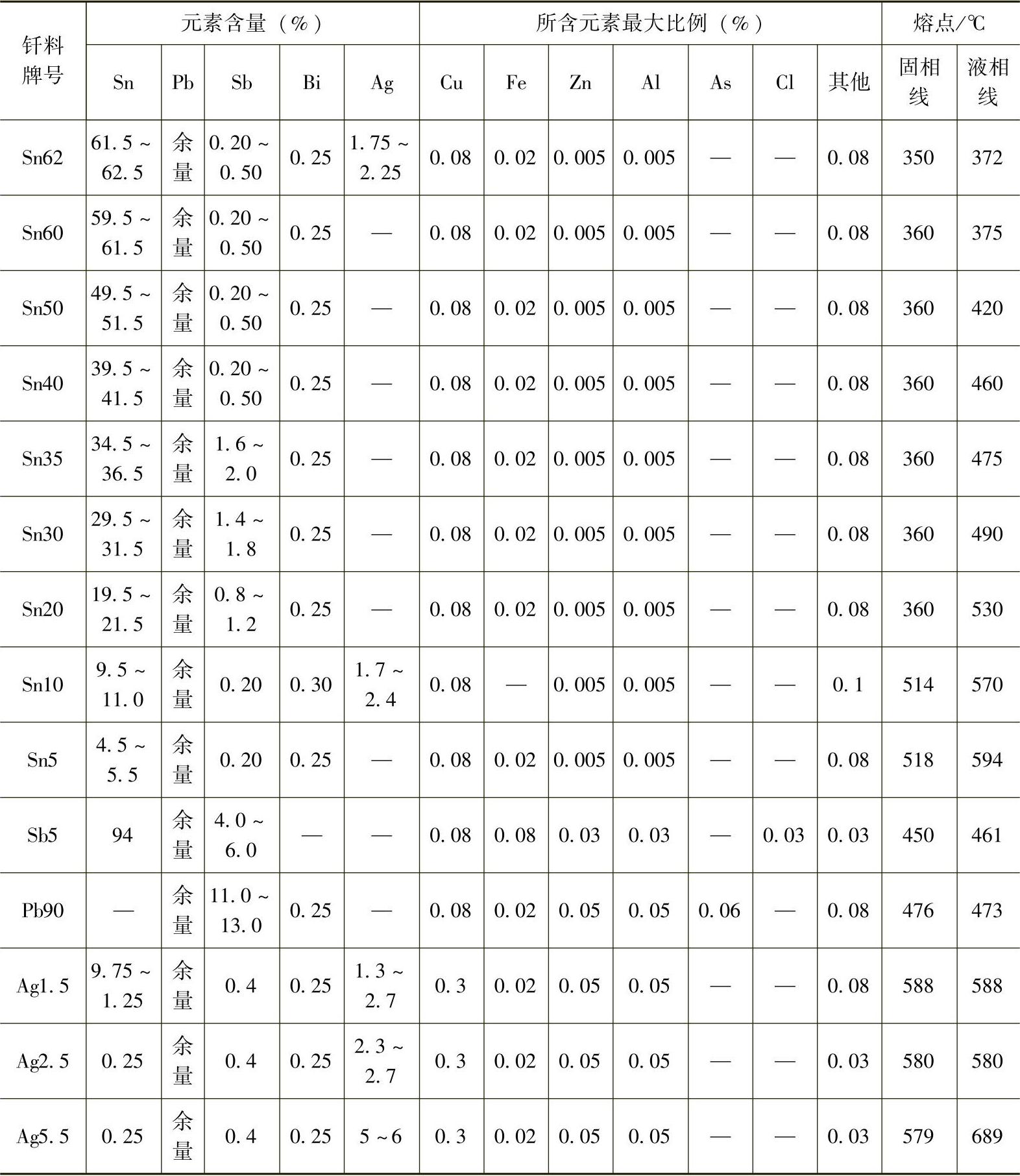
注:含量均为质量分数。
3.Sn-Pb钎料的物理性能
(1)密度 锡和铅混合时,总体积几乎等于分体积之和(即不收缩不膨胀),这意味着合金的密度与体积百分数之间为线性关系,并可以用下式计算:
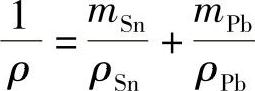
式中mSn——锡的质量分数;
mPb——铅的质量分数;
ρ、ρSn、ρPb——合金、锡、铅的密度。
(2)表面张力与粘度 钎料的表面张力与粘度是钎料的重要性能,通常优良的钎料应具有低的粘度和表面张力。锡铅钎料的粘度和表面张力与合金的成分有密切关系,合金配比与粘度及表面张力的关系见表4-3。
表4-3 Sn-Pb合金配比与粘度及表面张力的关系(280℃)
(3)线胀系数 在0~100℃之间,纯锡的CTE是23.5×10-6,纯铅的CTE是29×10-6,63Sn37Pb合金的CTE是24.5×10-6。从室温升到183℃,体积会增大1.2%,而从183℃降到室温,体积的收缩却为4%,故锡铅钎料焊点冷却后有时有缩小现象。在25~100℃的温度范围内,Cu6Sn5的CTE约为20.0×10-6,Cu3 Sn的CTE约为18.4×10-6,可见,Cu3Sn与63Sn37Pb的CTE之差最大,这也是Cu3 Sn易引起焊点缺陷的内因。
4.Sn-Pb钎料的力学性能(https://www.xing528.com)
(1)抗拉强度与抗剪强度Sn-Pb钎料的力学性能如表4-4所示。
表4-4 Sn-Pb钎料的力学性能 (单位:psi)
(续)

注:1psi=6.89kPa。
(2)蠕变性能 所谓蠕变是指在较小的恒定外力(拉伸、压缩或扭曲等)作用下,随时间的增长,材料表现出的一种缓慢的塑性形变,其发展的趋势与所受到的负载有关,通常畸变的速率随负载的增加而增加。
以63Sn37Pb合金为例,在20℃下,钎料在不同外力下的失效时间见表4-5。
表4-5 钎料在不同外力下的失效时间

此外,温度对蠕变也有直接影响,温度的增加、钎料的畸变会导致应力松弛,对于60Sn40Pb钎料,在50℃时应力从10N/mm2减到5N/mm2,大约需要10h,从5N/mm2减到2.5N/mm2,大约要100h,而在100℃仅需要4h。
(3)焊点的疲劳 焊点内的疲劳是内循环塑性形变引起的,造成的原因则是电子元件中断续的电流而产生的温度变化。这种疲劳的后果会导致焊点的破裂和失效,或似断非断的接触状态造成电子产品的可靠性减低。
电子产品焊点的疲劳属于低循环疲劳(通常循环时间长2~3h/周期),这种疲劳的数学模型可用Coffin-Manson关系式来描述,即
Na×δ=常数
式中N——循环次数;
δ——塑性应变振幅,常数可以从抗张试验的塑性应变中得出;
a——幂指数,通常在0.3~0.5之间。
若在对数坐标上,应变和循环次数仍是一条直线。
在25℃环境下,对于63Sn37Pb钎料做抗剪试验,并得到以下关系:
N0.4×δ=0.56
若δ=3%,每分钟循环15次,则N=1900次。
若δ仍为3%,而每分钟循环5次,则N=16000次。
若δ仍为3%,而每分钟循环5次,但环境温度为100℃,则N=3000次。
这说明,锡铅钎料的疲劳寿命随循环频率的增加以及环境温度的升高而下降。这确实是电子产品中经常出现的情况,即电子产品的焊点疲劳属于低循环疲劳,而环境温度却会因焊点的电阻增大出现升温,这些均会加剧焊点的疲劳。
焊点的疲劳损坏除了与循环频率有关以外,还与焊接质量有密切关系。优良的润湿焊点比差的润湿焊点耐疲劳。Cu6Sn5的IMC比Cu3 Sn的IMC耐疲劳。
导致焊点疲劳损坏的微观原因还在于钎料锡晶体具有正方晶格结构,晶体的各向异性,造成沿晶体主轴的线胀系数不相同,系数的最大值为30.5×10-6,而最小值为1.55×10-6,若△T=100℃,则应变可达0.15%,已高于弹性应变允许的范围。此外,铅晶体是立方晶格结构,当温度变化时,锡铅的不同CTE也会加剧焊点的疲劳发生。
疲劳损坏的表现在于原先光滑的钎料表面变得很粗糙,在极限情况下会出现裂纹。焊点疲劳损坏对于SMT产品有指导意义,SMC/SMD焊点形状小,结构多为刚性,直接受PCB热变形的影响及焊点工作时升温的影响,其蠕变及疲劳损坏是不言而喻的,从某种意义上说,远远超过通孔安装元器件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。