



钎料润湿性的评价有多种多样的方法,有接触角法、铺展试验法、润湿平衡法等。依据评价方法的不同,获得的评价值所代表的意义各不相同,不能仅仅用一种评价方法所得到的结果来代替钎料润湿性的全部。常用的焊接性评价方法见表3-5,常用钎料的焊接性见表3-6。
表3-5 常用的焊接性评价方法
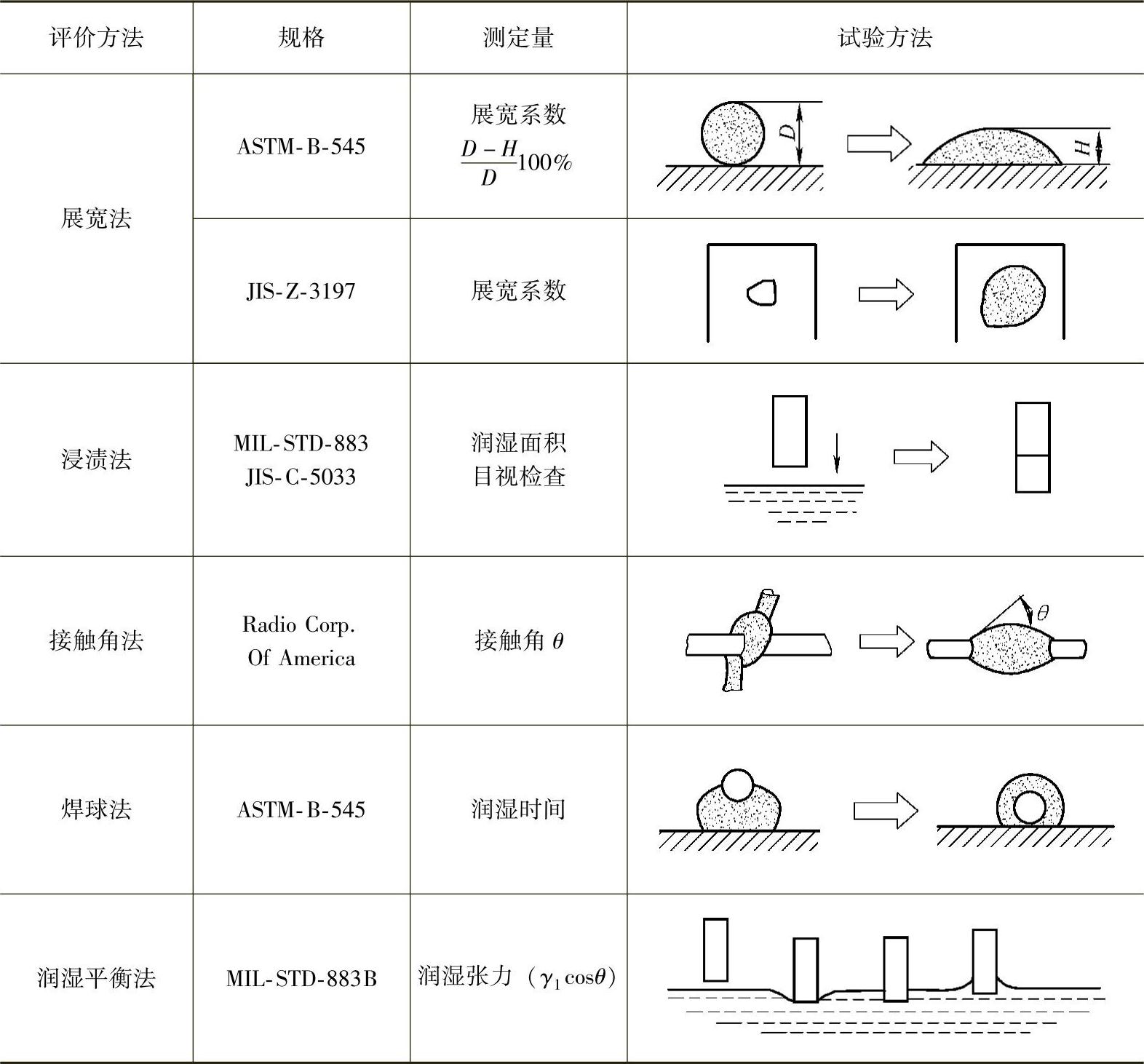
1.接触角
度量润湿的程度,最直观的方法是用接触角θ来表达。将一定量的钎料放置在给定尺寸的基板上,施加钎剂,加热到规定的温度,保温一定的时间,使钎料在基板上铺展。冷却后,沿铺展钎料中心线截取剖面,并从剖面上来测量钎料与基板的接触角θ,以θ角的大小作为指标来评定钎料润湿性的优劣,较小的θ值表示钎料的润湿性能好。
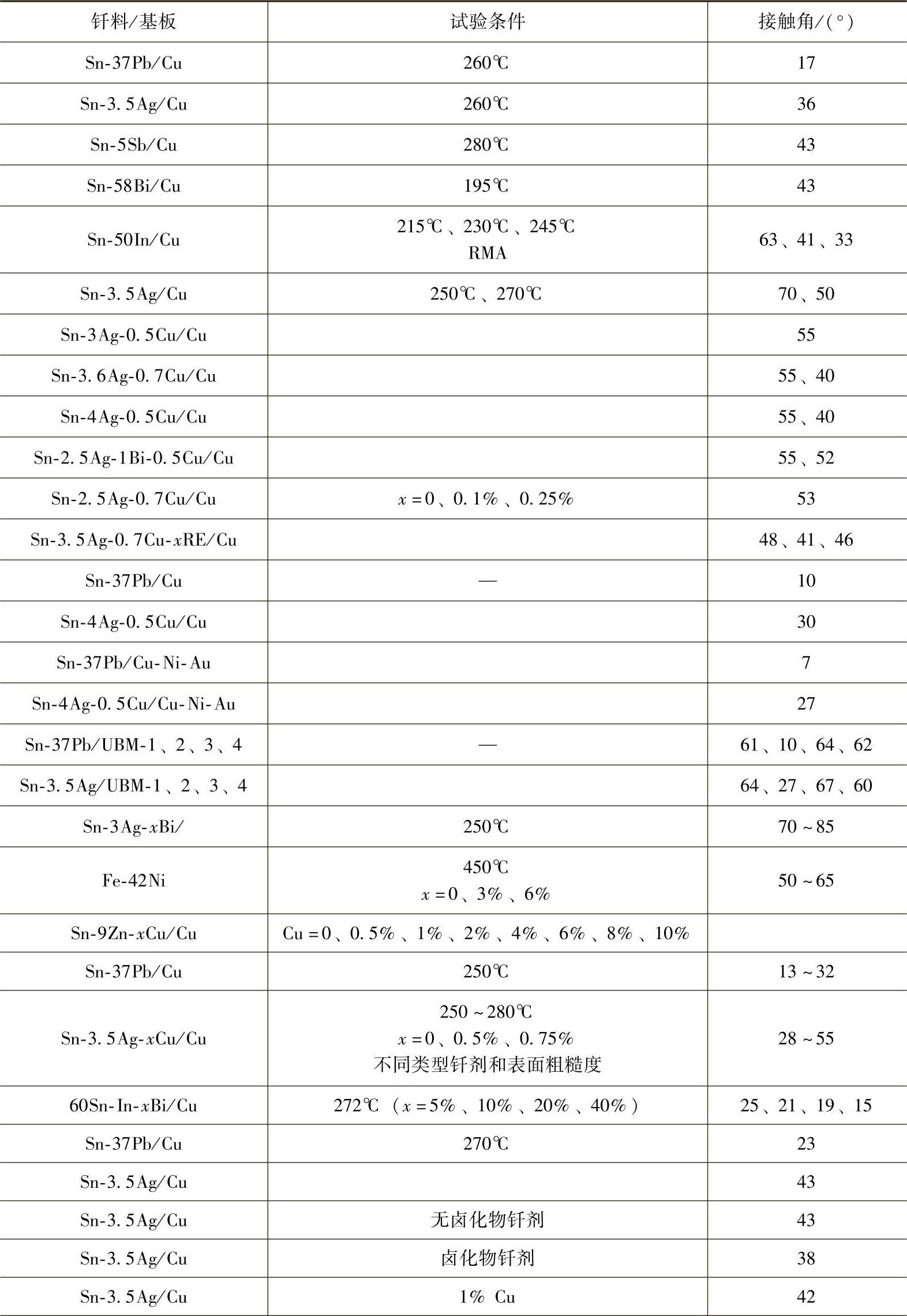
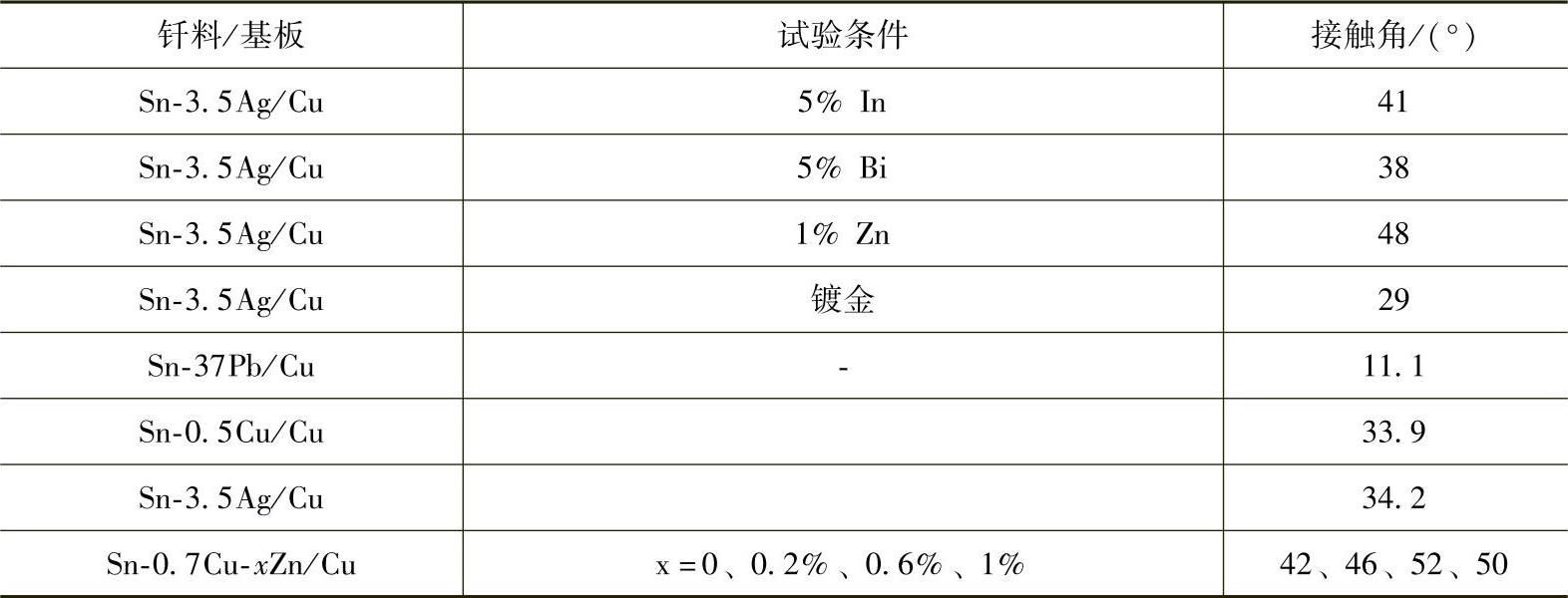
表3-6 常用钎料的焊接性
(续)
2.润湿平衡法
当样品浸入钎料时,试片、熔化的钎料和大气(或助焊剂覆盖)之间构成一个三相体系,当达到平衡时,由于表面张力的作用,在样品上形成弯月面形状以及三个不同方向的表面张力。当样品浸入熔融的钎料锅内时,受到浮力和润湿力的作用,其合力为F=Fm-Fa,式中Fm为润湿力,Fa为浮力。假设试样在弯月面区域内的周长L,熔融合金的密度为ρ,则Fm=FLF×Lcosθ,Fa=ρvg。由此得到

合力F的变化与润湿角θ存在着直接的关系,因此可以通过测量润湿平衡条件下的合力,来定量地表示样品的焊接性。
图3-14所示为用某焊接性测试仪得到的一条合力F与时间t的关系曲线,简称润湿平衡曲线,其中,横坐标为时间t,单位为s;纵坐标为合力F,单位为mN;向上合力为正。润湿曲线过横轴时合力为零。借助该曲线对润湿过程进行解析如下:
点A:把准备的试样放入熔融的钎料之前。
点B:测试在试样同熔融钎料接触时开始。
点C:将试样浸入到规定的深度。如果试样有很好的润湿性和很小的质量热容,则在点C发生润湿。
点B到点C:因为试样受到钎料表面张力和浮力的共同作用,熔融钎料的表面呈凹形,此时试样表面将会发生润湿和焊接。
点D:如果试样需要较大的热容量或者试样表面上涂覆的助焊剂较多,则在点D开始润湿和焊接。点C到点D:试样达到焊接温度或钎剂“激活”所需要的时间。
点E:润湿过程中。
点D到点E:在这个时间段,熔融钎料处在润湿和凹面回升过程中,表面张力有向上的分量,并且此分量越来越小,如果焊接性好,这段时间将会比较短。
点F:熔融钎料凹下去的液面变回到水平,表面张力的方向是水平方向,竖直方向的指标。
点G:在指定时间(一般标准选择2s)所测的合力值,即测量在2s时的合力值。
点H:最大合力点,此时钎料的爬升高度最高,润湿力最大。
点D到点H:钎料沿试样表面“爬升”的过程。点D到点H的斜率越大,说明焊接性越好。
典型的润湿曲线见图3-15,无铅钎料的润湿曲线见图3-16。(https://www.xing528.com)
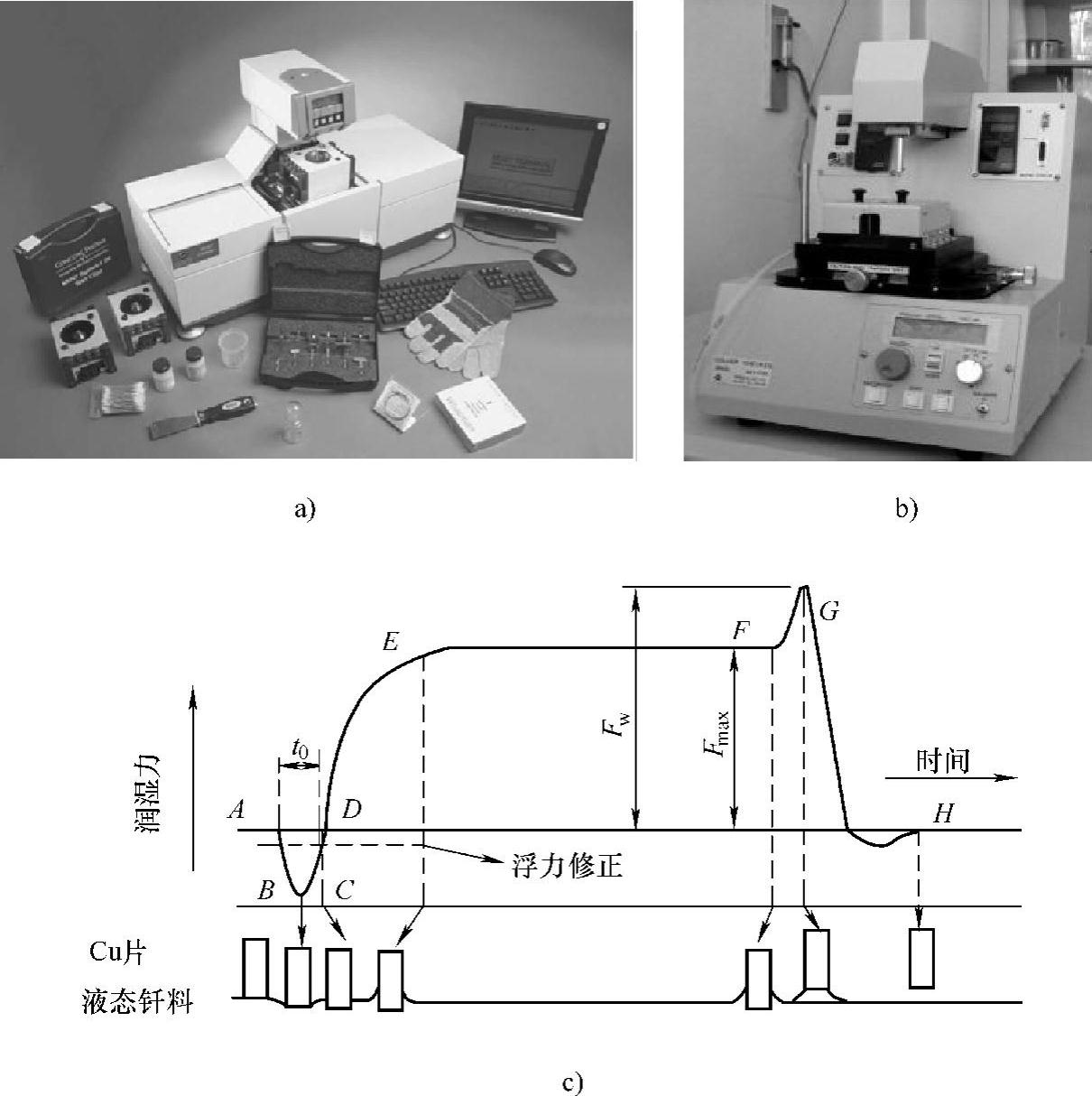
图3-14 焊接性测试仪及润湿平衡曲线
3.铺展试验法
利用铺展面积进行钎料钎焊性能的评价是一种简单易行的办法。钎料在基底材料表面上的润湿随界面反应的进行变成为钎料在界面金属间化合物上的润湿。反应润湿结束后达到润湿平衡,此时的润湿角将决定于钎料液相表面与金属间化合物接触面上各种表面张力的力学平衡,而润湿的进程决定于金属间化合物形成的速度。
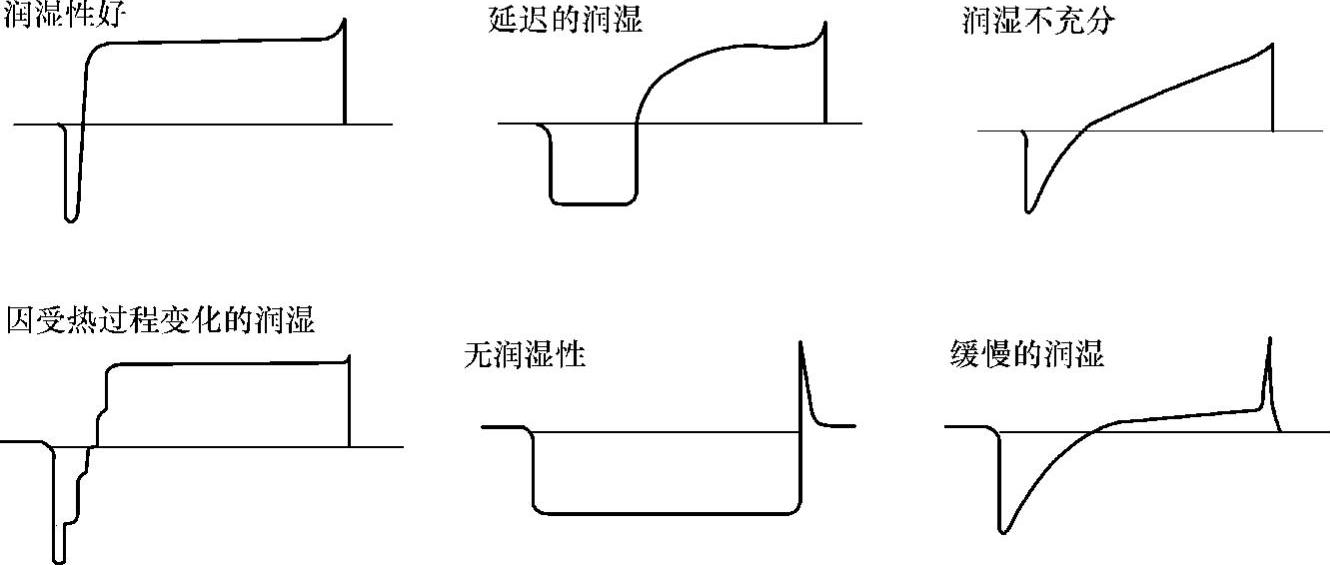
图3-15 典型的润湿曲线
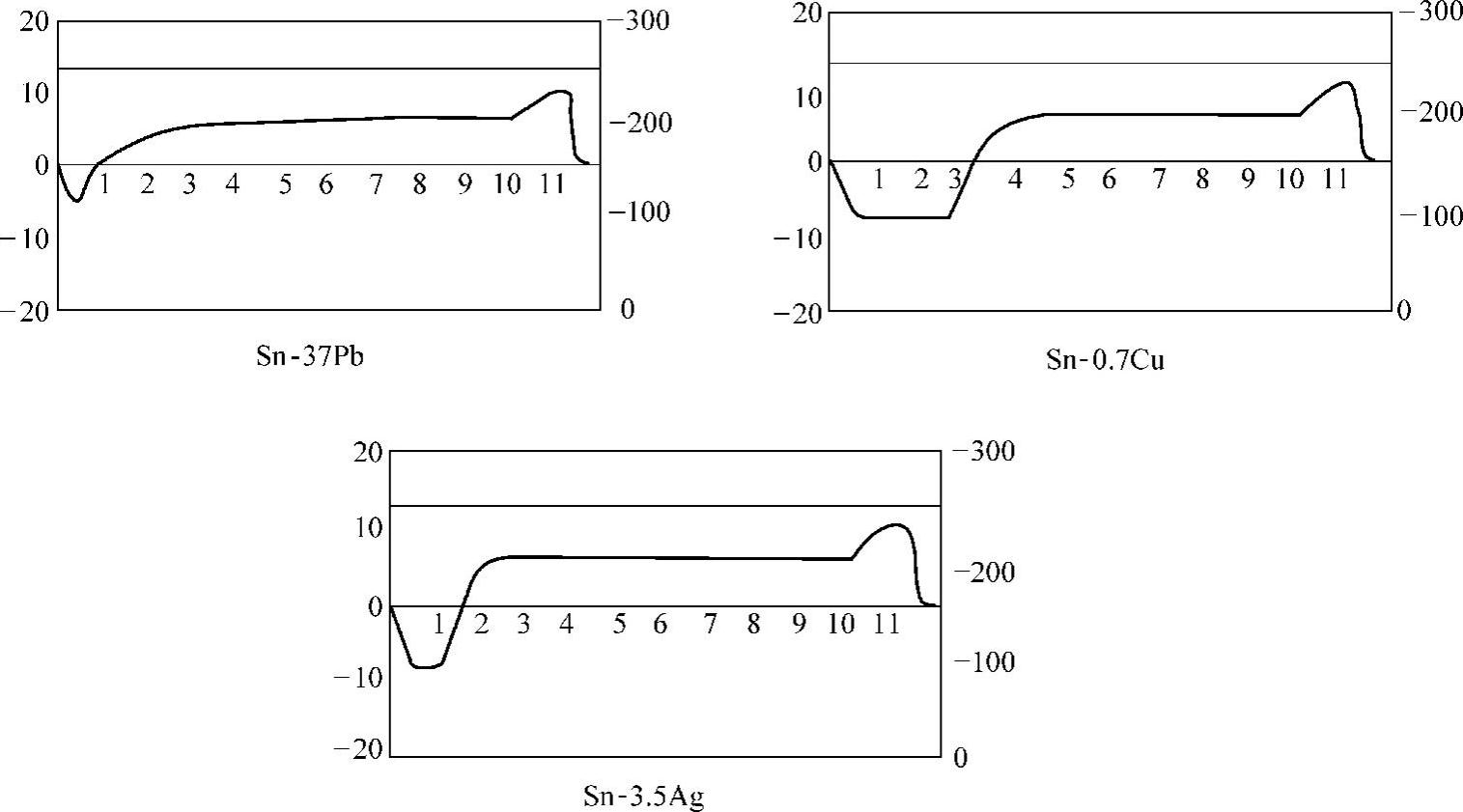
图3-16 几种常用无铅钎料的润湿曲线
钎料的铺展性能可以用铺展率来衡量,铺展率指的是单位质量的钎料在相同工艺条件下所能铺展的面积。润湿性试验遵循按国家标准GB/T11364—2008《钎料铺展性及填缝性试验方法》进行的。试件为板状,铺展试验加热装置见图3-17,铺展试验示意图见图3-18。
试件材料与实际构件相同。在对比试验时应选择适合钎焊的金属材料。铺展试件的试验面要求用400号碳化硅砂布打磨,保证表面光洁、平整;填缝试验的立板钎焊面及底板钎焊平面必须进行加工,立板加工面应与底板表面垂直;毛边、毛刺应彻底清除。试验用表面应用适当方法清理,除去油污及氧化物等杂质。
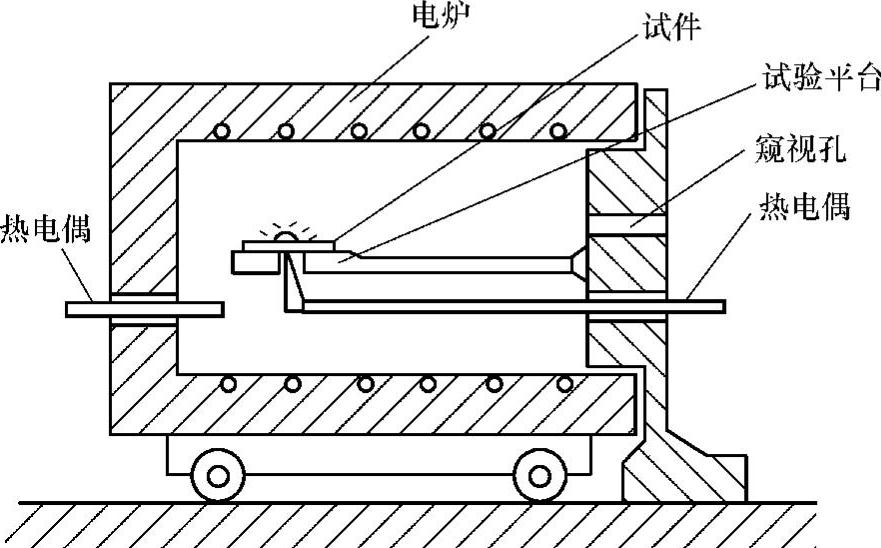
图3-17 铺展试验加热装置
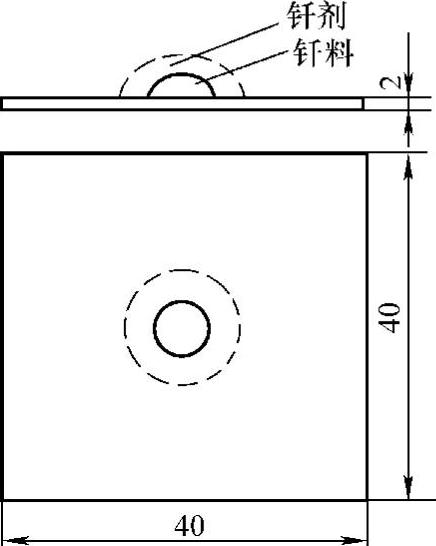
图3-18 铺展试验示意图
试验用的钎料在试验前要进行适当清理。铺展试验所用的钎料应为块状,若采用细丝状的钎料,则应弯曲成圈状,用量为0.1~0.28g,允许的偏差为±1%。在进行对比试验时,钎料的用量必须一致。如果需要使用钎剂,则应选择在钎焊的温度区间内具有较高活性的钎剂,其用量应该可以覆盖住钎料,铺展试验在原则上定为0.6~1.0cm。
加热装置的炉膛必须有足够的均温区,铺展试验的均温区体积应>2mm×6mm×6mm∶100mm×100mm×50mm。加热装置必须具有测量炉温及试件温度的测量装置,精度为1%。测量试件温度的热电偶应紧靠试件的下表面。为便于试验,加热电炉应可移动,电炉移动时应迅速平稳,特殊情况下,也可在固定式电炉内进行。为防止钎剂的挥发对炉壁、炉丝的损坏,电炉可备有由不锈钢制成的保护衬壁。试验平台及其支承杆须选用耐高温的金属材料。
试验平台应提前在炉中预热到试验温度。铺展试验之前,将钎料块置于试件上表面的中心位置,如需使用钎剂,应将其覆盖在钎料上,然后将试件平放在已经预热的试验平台上。
预热后的试验平台在炉外停留的时间不得超过15s。试验温度在钎料液相线温度30~80℃(铝合金试验时则为30℃)的区间内。当试件达到试验温度后,板厚为1mm的铺展试验试件需保温30s;板厚在1mm以上时需要保温50s;试件的入炉与出炉均应控制在2s内完成,入炉、出炉时应避免试件的抖动。试件出炉后应静止空冷,待钎料完全凝固后卸下试件。进行对比试验时,同种条件试验的试件数量不少于三个。
4.焊球法
焊球法也属于润湿平衡法。采用一个小的焊片或焊球,将其置于一个微小的加热平台上使其熔化形成一个熔融的小液滴或焊球,把涂有助焊剂的试样的管脚或被焊表面与熔融焊球接触,并深入到焊球内1/2处。保持一段时间直至试样表面被润湿为止,如图3-19所示。图3-20所示为所获得的润湿性测定曲线。
试样从液面浸入,将会受到向上的浮力(θ>90°)作用,进一步润湿(θ<90°),试样周围形成双曲线凹面。相对于润湿的速度而言,评价方法就是:测定试样与液面接触开始到为止的时间(T0)及液面接触开始到达最大润湿力的2/3处的时间(T1)。并且,求出试样从焊球中拔出时的合力(Fend)和最大合力(Fmax)的比值。当比值大于0.8时,就可以判定有润湿现象发生。
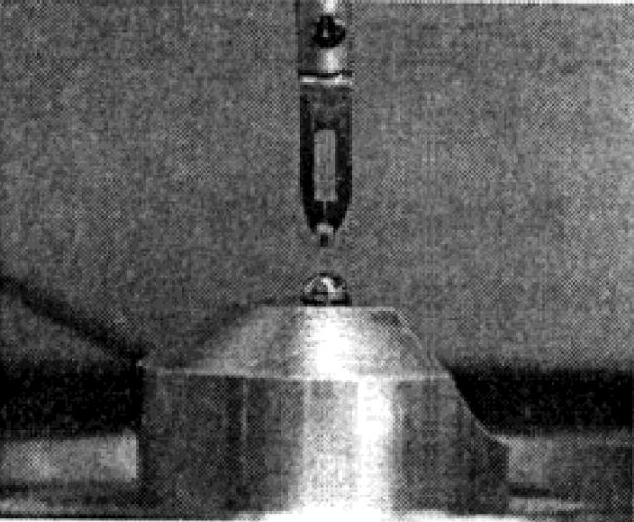
图3-19 焊球法测定钎料的润湿性
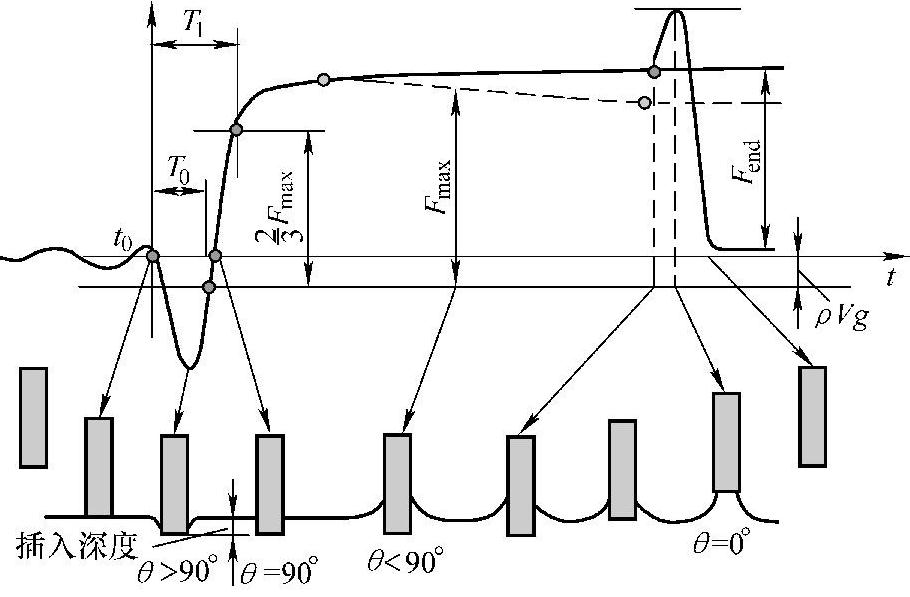
图3-20 焊球法的润湿性测定曲线
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。