



润湿性是钎焊乃至微电子焊接的基础。在电子行业中,可焊性是指材料易于采用钎料进行软钎焊连接的能力,又称为软钎焊性。对于那些易于实现软钎焊连接的材料,我们称之为焊接性优良的材料。反之,则认为其焊接性不佳。焊接性的优劣,在很大程度上取决于基板-钎料体系的润湿状态。一般来说,如果钎料对基板的润湿性能良好,则焊接性通常也比较好。所以,可以用润湿情况来评价。钎料对基板润湿是形成优良焊点的基本前提。
钎焊的过程,首先是熔融钎料在基板表面的润湿和铺展,从而产生钎料与基板之间的冶金作用,最后冷却,形成焊点。钎料通常只是在基板表面起作用,只是在基板表面数十微米的深度内,通过钎料的作用相互交联。钎焊反应的初始阶段,是熔融钎料与基板间的润湿。从广义上来说,固体表面与液体接触时,原来的固相-气相界面消失,形成新的固相-液相界面,这种现象叫润湿。从热力学的角度来看,润湿即液体与固体接触后造成系统吉布斯(Gibbs)自由能降低的过程。对微电子焊接过程而言,润湿现象的实质是钎料与基板两者之间界面张力的降低。
液态钎料与固态基板相接触的情形下,既要考虑钎料各个原子之间的相互作用,又要考虑钎料原子与固态基板之间的相互作用力。这里有两种可能:
1)液体各个原子之间的相互作用力大于液体与固体之间的相互作用力。
2)液体各个原子之间的相互作用力小于液体与固体之间的相互作用力。
对于第一种情形,钎料在基板表面不润湿;对于第二种情形,这时液体内部的相互作用力小于液体与固体之间的相互作用力,我们说固体被液体润湿。
汽-液-固三相接触达到平衡时,在三相接触点沿液/汽界面做切线与固/液界面的夹角(夹有液体),称为接触角。θ角的大小,与接触两相的界面张力有关。三相接触点受三个力的作用,σs-g,σs-l和σl-g分别表示固相与气相、固相与液相和液相与气相之间的界面张力。当这三个力平衡时,合力为零,即
σs-g=σs-l+σl-gcosθ
或
此式称为杨氏方程。θ>90°时称为不润湿,θ<90°时称为润湿,如图3-7所示。微电子组装钎焊时,希望钎料的润湿角小于20°。
液态钎料如与基板有一定的互溶度,通常能够很好地润湿;反之则较难润湿。因此,对于钎料合金,各成分与基板之间的冶金及相关系决定了钎料与基板的润湿效果。钎焊时,熔融钎料如不能黏附在固态基板的表面(即不润湿)就不可能填充接头间隙,只有在熔融钎料能够在基板表面润湿的情况下,铺展、填隙作用才有可能实现。
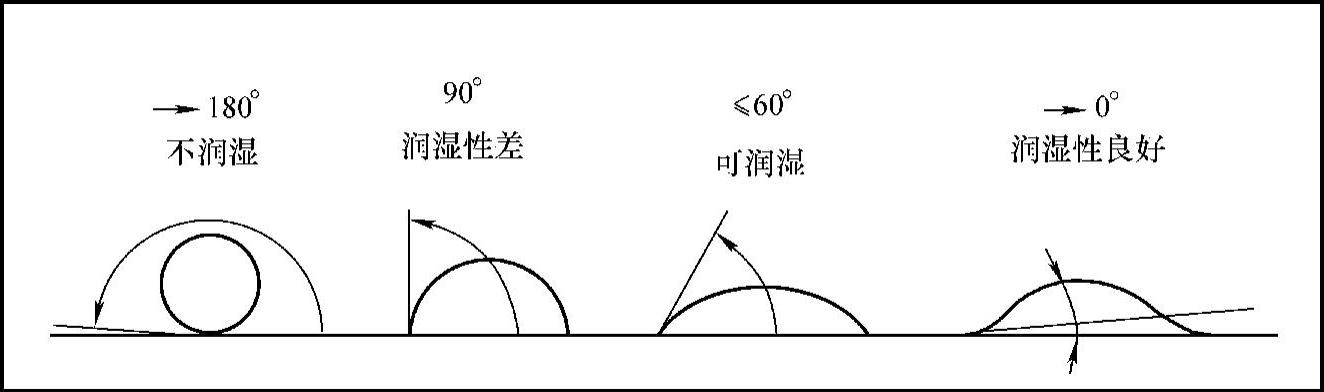
图3-7 液固润湿中的几种可能性
钎料在基板上的润湿和铺展并不是同一个概念。钎焊过程中的润湿是由于钎料和基板之间有明显的传质作用,铺展则取决于钎料与基板之间的作用特征。在钎焊过程中不但希望钎料能够润湿基板,也希望其能够在基板上铺展。实践证明,液态钎料与基板有不大的互溶度有利于钎料在基板上面的铺展;互溶度过大,铺展性能反而差,这时过大的互溶度将使液态钎料向基板晶间渗透而难以向表面铺展。液态钎料如果与基板之间的界面产生金属间化合物也有利于二者之间的润湿,但化合物过多,反而对润湿不利。润湿性能好而铺展不佳主要是由于钎料和基板之间有过度剧烈和快速的物理化学反应。包括其间有过度强烈的固溶或金属间化合物的生成,这种现象促使熔融钎料向基板内部迅速溶解或强烈地与之反应,从而阻碍了钎料在基板上的润湿与铺展。例如纯锡在Cu表面能够很好地润湿,但是铺展性能不佳,这是因为其间产生了大量的η-Cu6Sn5相,阻碍了钎料的流动。加入不与Cu产生化合的Pb元素之后,减弱了化合物的生长,则铺展性能大大改善。良好的钎焊反应是熔融钎料与基板保持适当反应性的途径。(https://www.xing528.com)
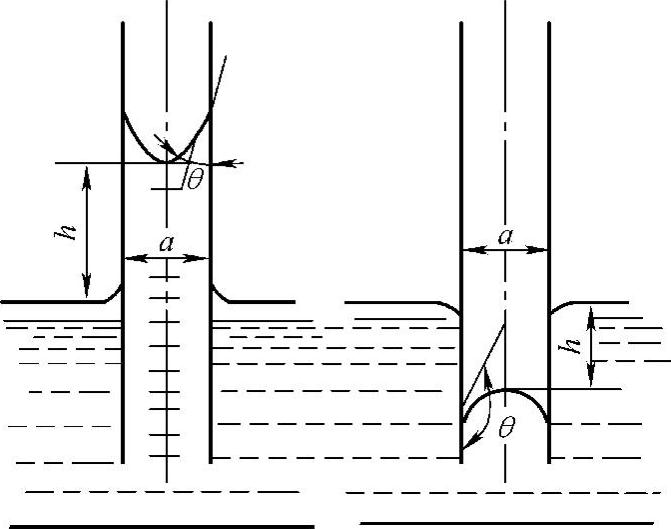
图3-8 液体在平行板间的毛细作用
铺展不仅跟毛细作用有关,而且与熔融钎料与基板之间强烈的物理化学反应、毛细作用对熔融钎料铺展的影响有关。所谓的毛细现象,是指在毛细力的作用下,流体发生的宏观流动的现象。毛细现象的实质是液体表面的张力及其对附着物体的浸润关系的影响结果。对于能润湿管壁的液体,形成的液面为凹液面,其附加压力指向液体外部,这个力将液体向外拉,使毛细管的液柱上升。而对于不润湿的液体,液面为凸液面,其附加压力指向液体内部,这个力将液体向内拉,使毛细管的液柱下降(见图3-8)。
在电子产品钎焊连接的过程中,液态钎料润湿并填充间隙时实现钎焊连接的最基板的条件,是要获得优质可靠的焊点,首先是通过毛细作用使液态钎料填充到钎缝中去,才能完成基板与引线或者芯片之间的连接。液态钎料在间隙中上升的高度,可以用下式表示:
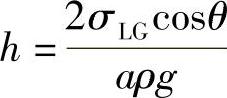
式中σLG——液-气间的界面张力;
θ——润湿角;
a——间隙大小;
ρ——液态钎料的密度;
g——重力加速度。
1)润湿角时θ<90°时,cosθ>0,此时h>0,液态钎料将沿着间隙上升,若θ>90°,h<0,此时液态钎料沿着间隙下降。因此,液态钎料填充基板间隙的能力取决于其对基板的润湿性。显然,只有液态钎料能充分润湿基板的前提下才能填满钎缝。
2)液态钎料沿间隙上升的高度h与间隙的大小a成反比,随着间隙的减小,钎料上升的高度将增大。此外,适当提高金属的表面粗糙度也可以增强钎料的毛细作用。
液态钎料在刚进入间隙时流动快,以后随着h的增加会逐渐减慢。所以,为使液态钎料能迅速填充间隙,钎料必须具有良好的润湿性,同时应有足够的加热温度。因为液态钎料的粘度随温度的上升而下降。在实际钎焊过程中,由于钎料与基板之间存在着相互作用,会使钎料的成分、密度、粘度和熔点发生变化,从而使钎料的润湿作用和毛细作用复杂化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。