



整个TAB引线的键合包括了载带内引线与芯片的键合以及外引线与基板的键合。采用一定的方法对键合区加热、加压,在界面处生成金属间化合物,形成冶金结合。
1.内引线键合技术
TAB键合技术基本以铜箔为连接引线,载带内引线键合到IC上,实现芯片与载带的连接,内引线键合(Inner Lead Bonding,ILB)主要包括以下方法:
1)热压焊:组合键合、单点键合。
2)钎焊:共晶钎焊,钎料钎焊。
3)激光焊。
当芯片凸点是金凸点、镀金的镍凸点(Ni/Au)或镀金的铜凸点(Cu/Au),而载带上铜箔引线也镀有这类凸点金属时,就要采用热压(声)键合焊;当芯片凸点仍与上述的相同,而载带铜箔引线焊盘上镀有铅锡合金时,或者反过来,芯片凸点为铅锡合金凸点,而载带焊盘为上述的硬金属层时,就要使用再流焊。这两种焊接方法都是使用半自动或自动化的内引线焊接机进行多点一次焊接。焊接时的主要工艺操作为对位、焊接、抬起和芯片传送四步。
焊接工具是由硬质金属或钻石制成的热电极。当芯片凸点是软的金属,而载带Cu箔引线也镀这类金属时,则用热压焊。这个过程在300~400℃的温度下,需要大约1s的时间。图2-6为内引线键合过程示意图。具体步骤如下:
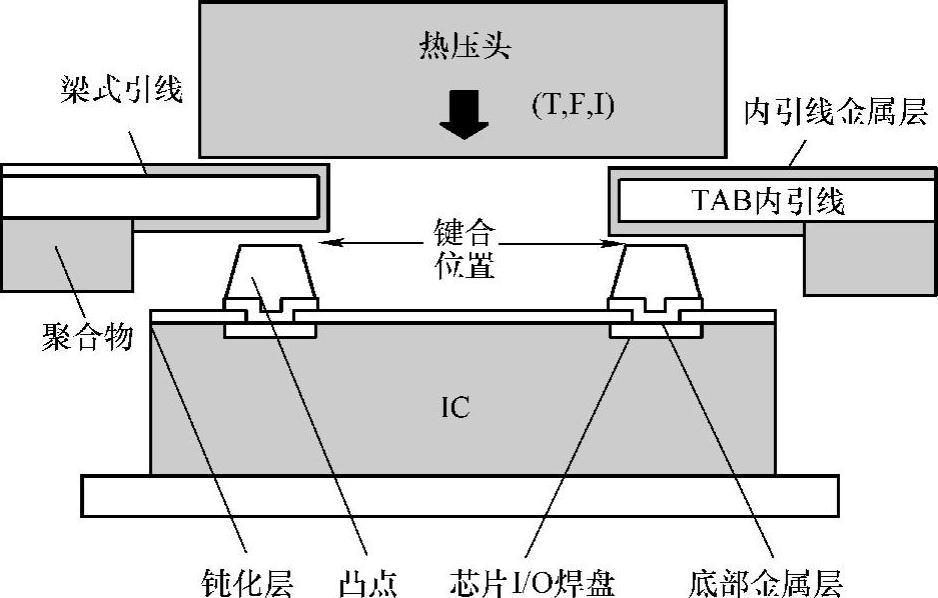
图2-6 TAB内引线键合过程
1)对位。将具有粘附层的硅大圆片经过测试并做好记录,砂轮划片机划成小片IC,并将大圆片置于内引线压焊机的承片台上。按设计的焊接程序,将性能好的IC置于卷绕在两个链齿上的载带引线图形下面,使载带引线图样对芯片凸点进行精密对位。
2)焊接。落下加热的热压焊头,加压一定时间。典型热压头温度为500~575℃,停留时间为0.1~0.5s,压力为240~350MPa。(https://www.xing528.com)
3)抬起热压头。焊机将压焊到载带上的IC通过链齿步进卷绕到卷轴上,同时下一个载带图样也步进到焊接对位位置。
4)TAB内引线焊接需要对焊点和芯片进行包封、保护,其方法是涂覆一层粘度低、流动性好、薄的环氧树脂并固化。
2.外引线键合技术
TAB键合技术完成了内引线键合并经过老化测试的载带芯片即可用于混合电路的安装,也可以用于微电子封装的引线框架上,即TAB外引线的键合(Outer Lead Bonding,OLB)。TAB外引线焊接既可以按常规方法进行焊接,这时芯片面朝上,也可以将芯片面朝下对外引线进行焊接,此称倒装TAB。前者占的面积大,而后者占的面积小,有利于提高芯片安装密度。其外引线键合方法主要包括以下几种:
1)热压焊、热超声波焊、超声波焊。
2)激光焊。
3)钎焊:红外、气象、热风等。
4)热条焊。
5)各向异性导电膜粘接。将Cu引线压在涂有钎料(在电子行业习惯上称为“焊料”)金属的对应焊盘上,给外引线键合头提供能持续几秒钟的脉冲电压以提供热量来实现引脚与基板的焊接,这个完整的周期需要约10~20s。用脉冲焊接方法将外引线焊到玻璃环氧树脂印制电路板上的镀锡引线上的典型钎焊参数:热压头温度为200~250℃,基片温度为室温,停留时间为l~3s,压力为15~75MPa。外引线焊合如图2-7所示。
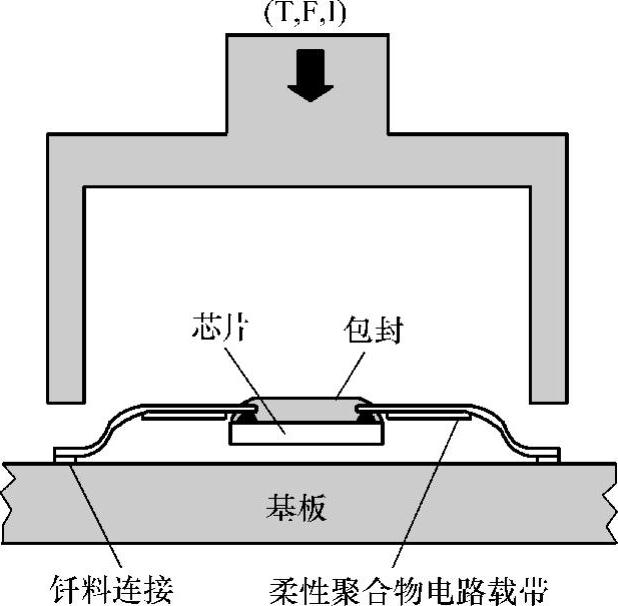
图2-7 TAB外引线键合
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。