



引线键合是将半导体芯片焊区和电子封装外壳的I/O引线或基板上技术布线焊区通过利用金属细丝而连接起来的工艺技术。焊区金属一般为金丝或铝丝,金属丝大多数是几十微米至几百微米直径的金(Au)丝、铝(Al)丝或硅铝(Si-Al)丝。焊接方式主要有热压焊、超声键合焊和金丝球焊。引线键合焊的原理是采用加热、加压和超声波等方式破坏被焊表面的氧化层和污染,产生塑性变形,使得引线与被焊面亲密接触,达到原子间的引力范围并导致界面间原子扩散而形成焊合点。引线键合技术是半导体器件最早使用的一种互连方法。电子封装的互连键合是在器件的每一个I/O端和与其相对应的封装引脚之间键合上一根细丝,一次键合一个点。已开发出多种适合批量生产的自动化机器,键合参数可以精密控制,两个焊点形成的一个互连导线循环过程所需的时间仅为100~125ms,间距已经达到50μm。由于引线键合技术具有生产成本低、精度高、互连焊点的可靠性高且产量大等特点,使得这种技术成为芯片互连的主要工艺方法,广泛用于各种芯片级封装和低成本的板上芯片封装中。
常用的引线键合方式有三种:热压键合、超声波键合和热声键合。引线键合示意图如2-1所示,实现芯片与基板间电的连接。
1.热压键合焊
热压键合焊是利用加压和加热,使得金属丝与焊区接触面的原子达到原子的引力范围,从而达到键合的目的,常用于金丝的键合。热压键合的焊头形式有楔形、锥形和针形几种,焊接压力一般是0.5~1.5N/点,压焊时芯片同压焊头均要加热至150℃左右。若芯片加热到300℃以上,则容易使焊丝和焊区形成氧化层;与此同时,由于芯片加热温度较高,当压焊时间较长时,则容易损害芯片,也容易在高温(>200℃)下产生特殊的金属间化合物,影响焊点的可靠性。同时由于热压键合焊使金属丝的变形过大而受损,并且焊点的拉伸力过小(<0.05N/点),因此热压键合的使用越来越少。
2.超声波键合焊
超声波键合焊是利用超声波(60~120kHz)发生器来使劈刀发生水平弹性振动,同时施以向下的压力。劈刀在上述两种力的作用下带动引线在焊区的金属表面迅速摩擦,引线受能量作用发生塑性变形,在25ms时间内与键合区形成紧密接触而完成焊接,常用于Al丝的键合,键合点两端都是楔形。与热压键合焊相比,由于能充分去除焊接界面的金属氧化层,因此超声波键合焊的焊接质量较高,焊接强度高于热压焊,可达0.1N/点以上。超声波焊不需要加热,可在常温下进行,因此对芯片的损伤小,同时可以根据需要调整超声波键合能量,改变键合条件来焊接不同直径的焊丝。(https://www.xing528.com)
3.热声键合焊
热声键合焊主要用于Au和Cu丝的键合。它也采用超声波能量,但是与超声波焊不同点的是键合时要提供外加热源,键合丝线无需磨蚀掉表面氧化层。外加热量的目的是激活材料的能级,促进两种金属的有效连接以及金属间化合物(IMC)的扩散和生长。采用热声焊的球焊技术是最具代表性的丝焊技术。球焊技术的特点是操作方便、灵活且焊点牢固,压焊面积大,无方向性,故可实现高速自动化焊接。现代的金丝球焊机一般带有超声波功能,从而具有超声波焊的优点,也称为热声焊。热声键合焊广泛用于各类集成电路的焊接中。焊接时衬底仍需要加热(一般为100℃),压焊时加超声波,因此加热温度远低于热压焊,所加的压力一般为0.5N/点,与热压相同。
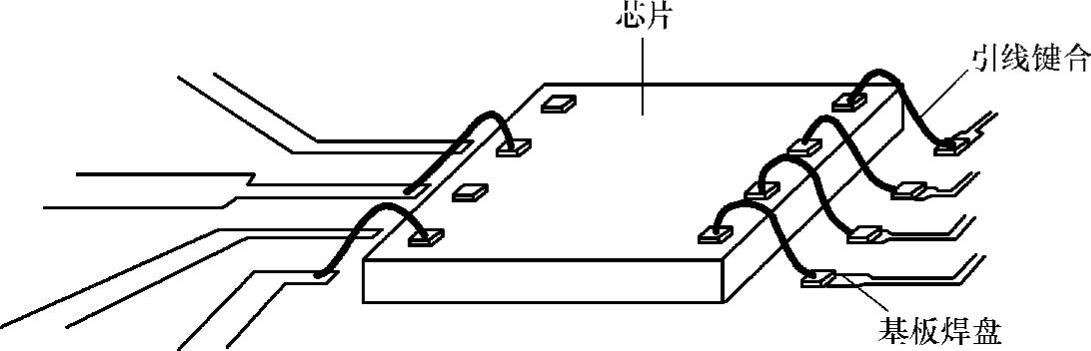
图2-1 引线键合示意图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。