



1.面积分类
车间总面积按使用功能分为生产面积、辅助面积和生活面积。
(1)生产面积 指直接用于实现工艺过程的基本生产部门所占的面积,包括下列内容:
1)全部生产设备所占面积。
2)生产设备之间小通道(不包括主要通道)。
3)生产工人操作生产设备占用的面积。
4)生产过程中必须占用的面积,如工序间检验地、冲压件修复地等。
5)生产设备周围待加工的毛坯、材料、半成品等占用的面积。
(2)辅助面积 指不直接用于实现工艺过程的生产部门所占的面积,包括下列内容:
1)车间内辅助部门所占用的面积。
2)车间主要通道面积。
3)各种库房和存放地。
(3)生活面积 为车间员工生活设置的面积,如车间办公室、会议室、更衣室、淋浴间、盥洗室及厕所等。
2.面积计算方法
车间各类面积的准确计算应在车间工艺平面图完成后,根据各部门实际占用的面积进行统计计算而得。
1)计算面积要按照厂房墙内壁进行计算,不包括墙体所占面积。
2)当车间内有双层建筑物时,应计算展开面积。
3)单层建筑物内部有隔层时应按展开面积计算。
4)当冲压车间与其他车间共用主通道时,以主通道中心线作为界限划分,分别计算各自车间的面积。
5)车间办公室、生活间等一律计入生活面积。
3.车间面积的计算指标
车间面积的计算指标见表8-20~表8-22。
表8-20 冲压车间面积参考指标
注:1.表中数据为平均数值。
2.数值包括钢板存放地和冲压件存放。
3.设备包括生产和辅助设备。
表8-21 冲压车间各部门面积比例(%)
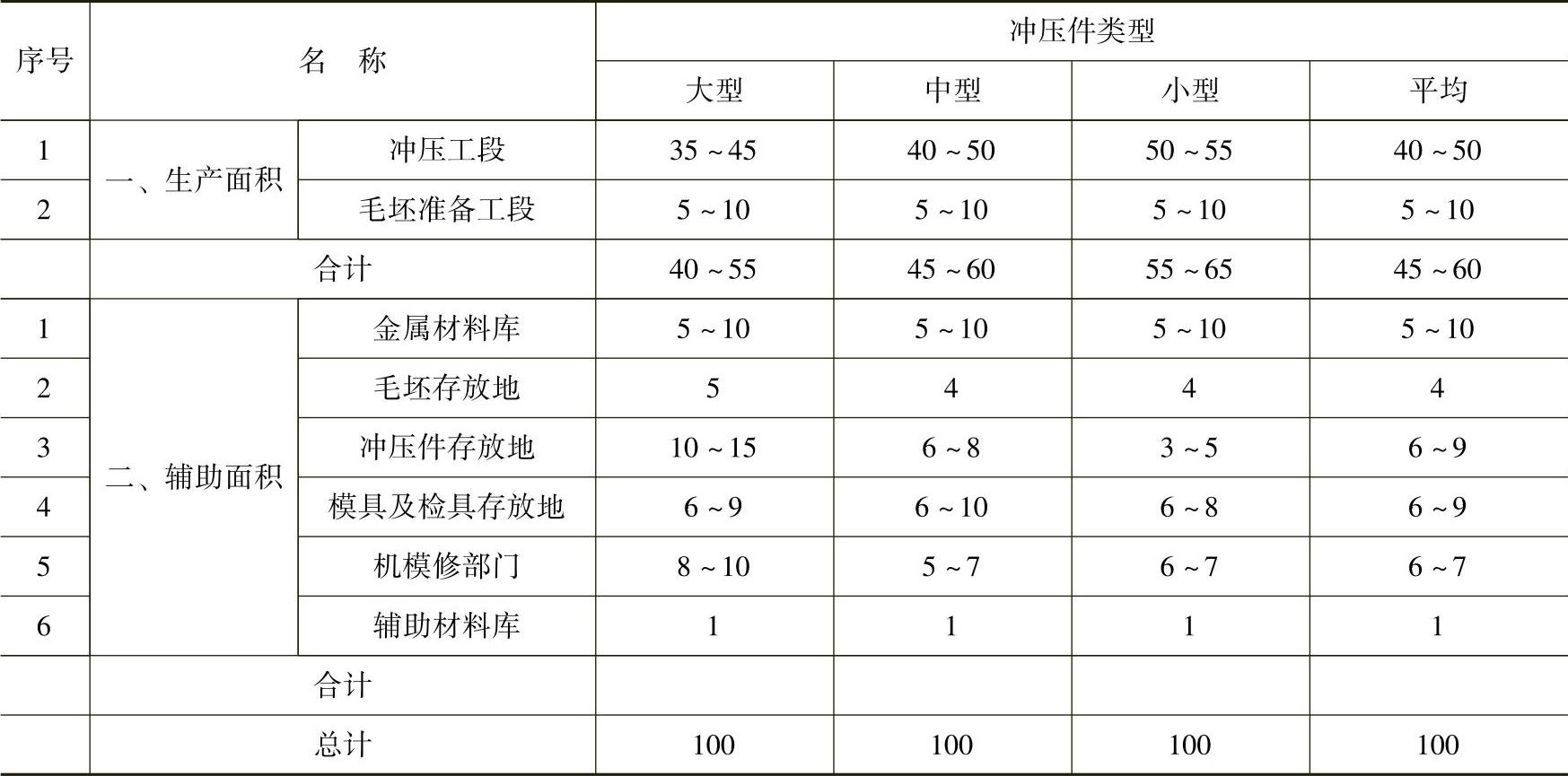
注:1.金属材料库存放周期小时,取低值,反之取高值。
2.大批量生产时,生产面积取低值,反之取高值。
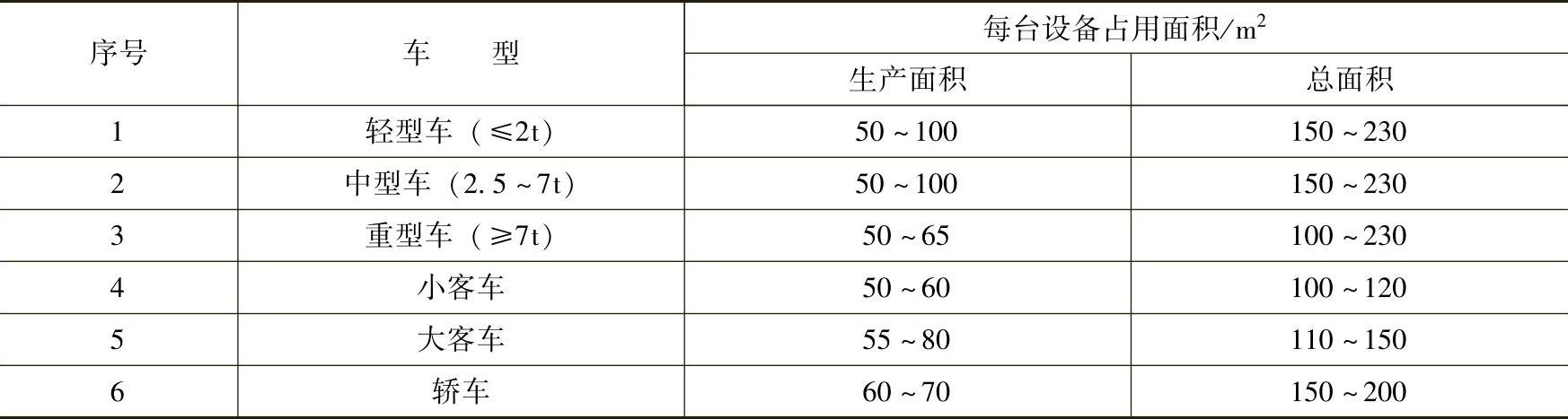
表8-22 冲压车间设备占地面积

4.详细计算指标
(1)生产面积 根据设备明细表中的设备绘制出工艺平面布置图,按图中各区域的面积进行核算。
(2)修理部门 主要负责设备和模具的维护和小型修理工作(大中修由辅助车间负责),其面积可根据模具的大小和数量确定。
大中型模具修理工作地面积=(2~3)×模具套数
小型模具修理工作地面积=(1~1.5)×模具套数
(3)车间仓库 车间仓库包括金属材料库、毛坯库、冲压件库和模具库,各种仓库的贮存方法根据生产纲领、产品特点、存放方法来决定,主要应保证最大限度地利用厂房容积和厂房高度,可参考下列指标。
1)金属材料库(也称原材料库)或存放地。冲压车间主要材料是各种规格的钢板和卷料,板料采用成垛码放,底部放垫木,码放高度≤3.5m,每垛之间的距离,如果采用起重机运输时按1.5m计算,如果用叉车时按2.5~3m计算。卷料可存放于专用货架上或直接码放在地面上,根据其直径大小可码放2~3层,码放高度≤4m。
概略计算(https://www.xing528.com)
F=Q/f
式中 Q——年金属材料消耗量(t);
F——仓库面积(m2);
f——平均每平方米地坪荷重(t),取2~3t。
详细计算
F=Q/qck
式中 Q——年金属材料消耗量(t);
F——仓库面积(m2);
q——单位面积有效地坪荷重(t/m2),见表8-23;
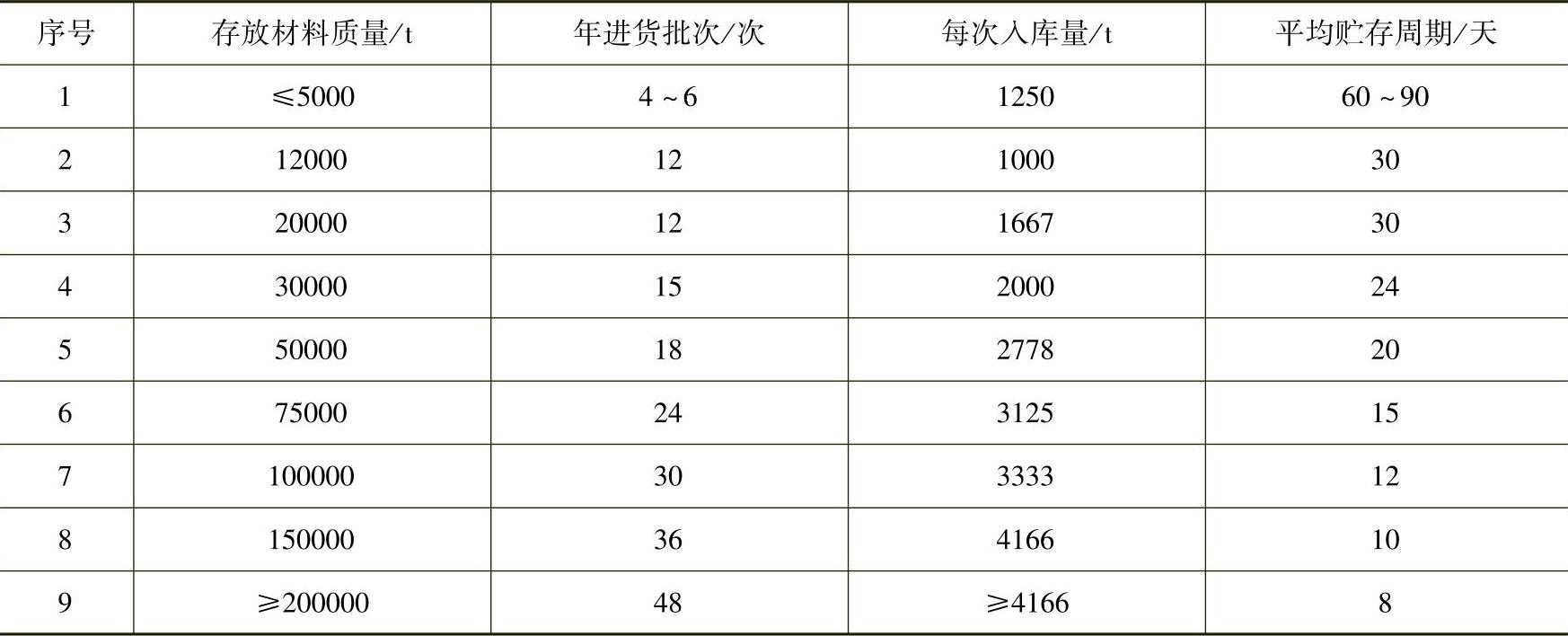
c——金属材料年进货批次(次/年),见表8-24;
k——金属材料面积利用系数,见表8-23。
表8-23 金属材料指标
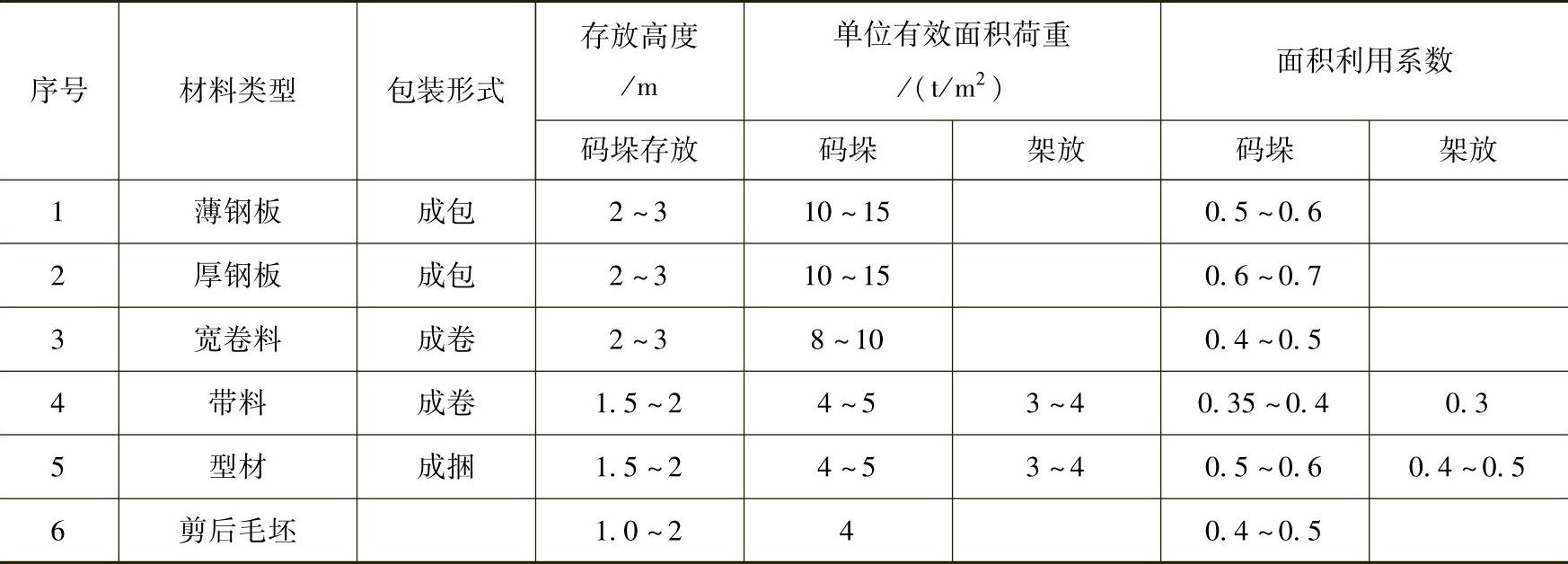
表8-24 金属材料贮存周期
2)冲压件库。包括冲压件的临时存放和工序间的半成品存放。其存放方式为:大中型冲压件采用工位器具存放,小型冲压件采用箱装存放,均可多层存放。详细计算公式为

式中 F——冲压件库面积;
Q——年通过仓库零件总质量(t);
t——零件贮存周期,t=t正+t保;
t正——零件正常贮存周期;
t保——零件保险贮存周期(1~3天);
q——单位面积有效荷重(t/m2),见表8-25;
K——仓库面积利用系数,见表8-25;
a——零件入库不平衡系数,取a=1.1~1.2。
表8-25 冲压件存放指标
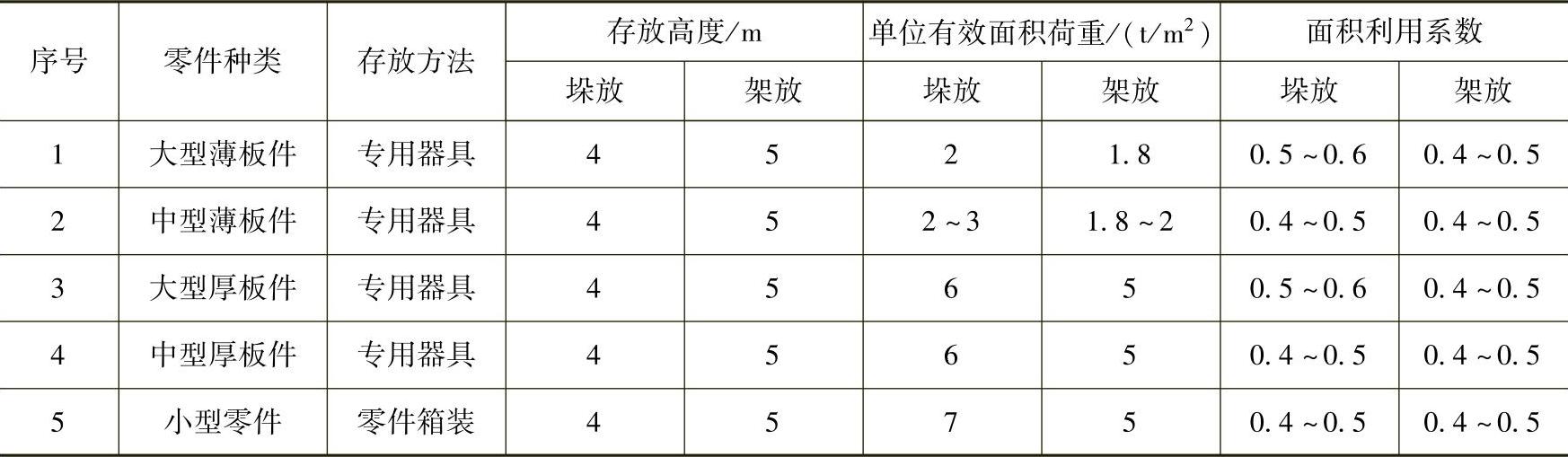
注:存放高度越大,单位荷重越大,数值越高。
3)模具库。模具存放方式根据模具尺寸大小分别采用架存或直接在地面存放。小型模具存放在专用模具架上,模具架的规格为3000mm×800mm×2000mm(长×宽×高),可存放三层。中型模具可直接存放在地面上,也可存放在专用平板上,平板尺寸为1500mm×1000mm(长×宽),平板可以用槽钢或工字钢及钢板焊接。一般存放2~4层,高度小于2.5m。
大型模具直接存放在地坪上,一般存放1~3层,高度小于2.5m。
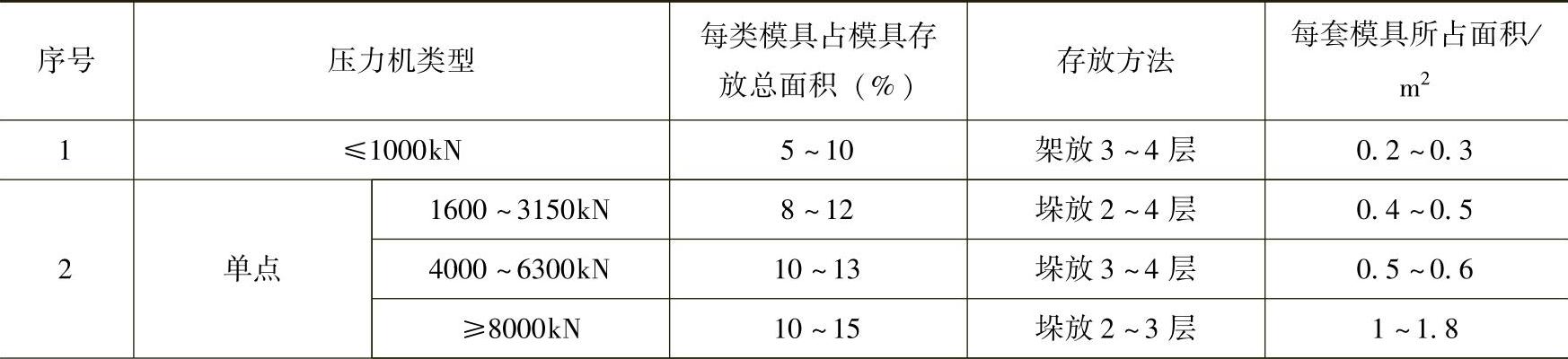
模具存放指标可参考表8-26和表8-27。
表8-26 零件尺寸分类模具存放指标
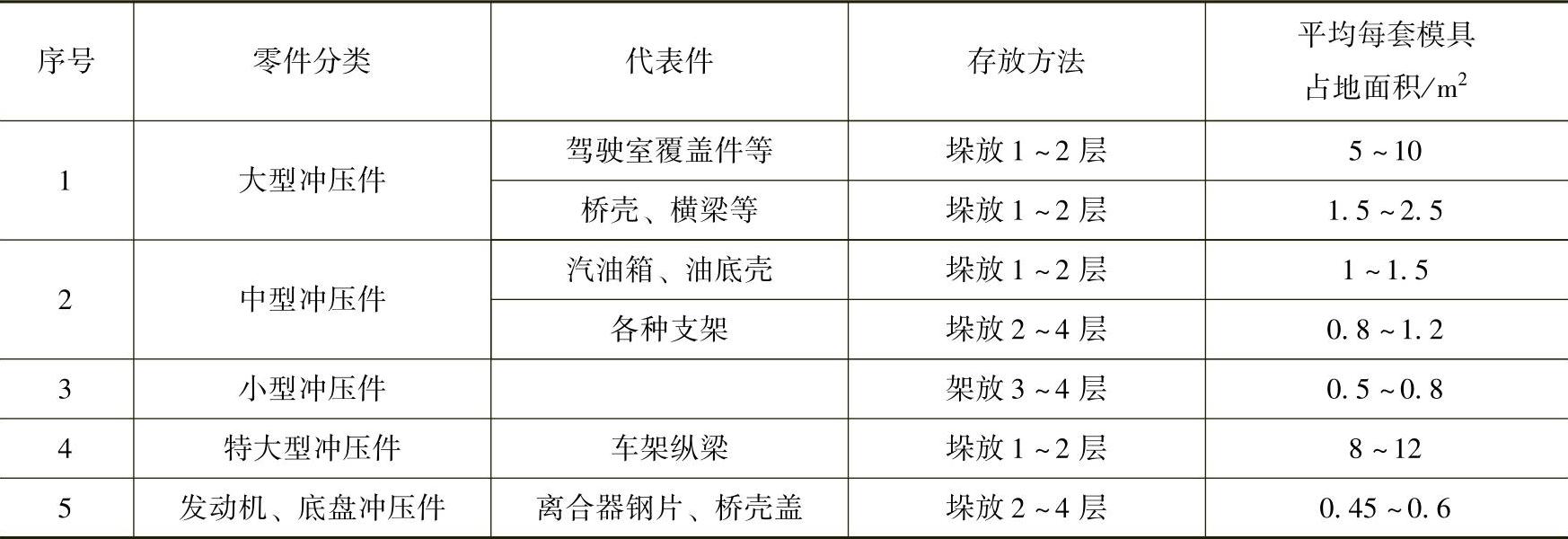
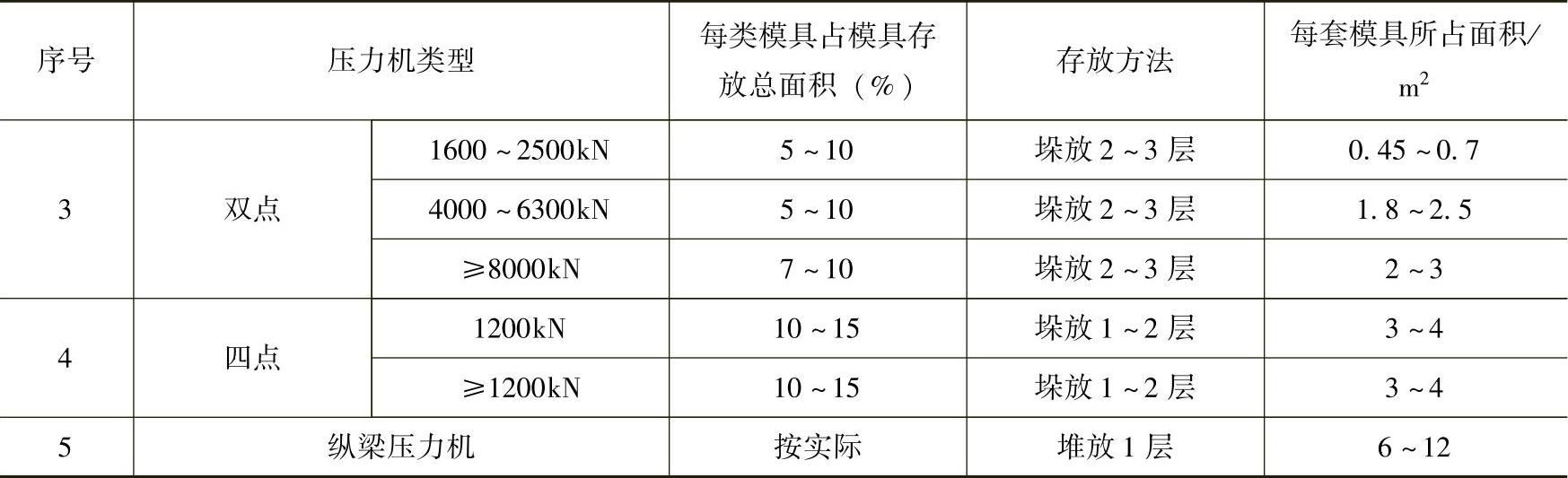
表8-27 压力机公称压力分类模具存放指标
(续)
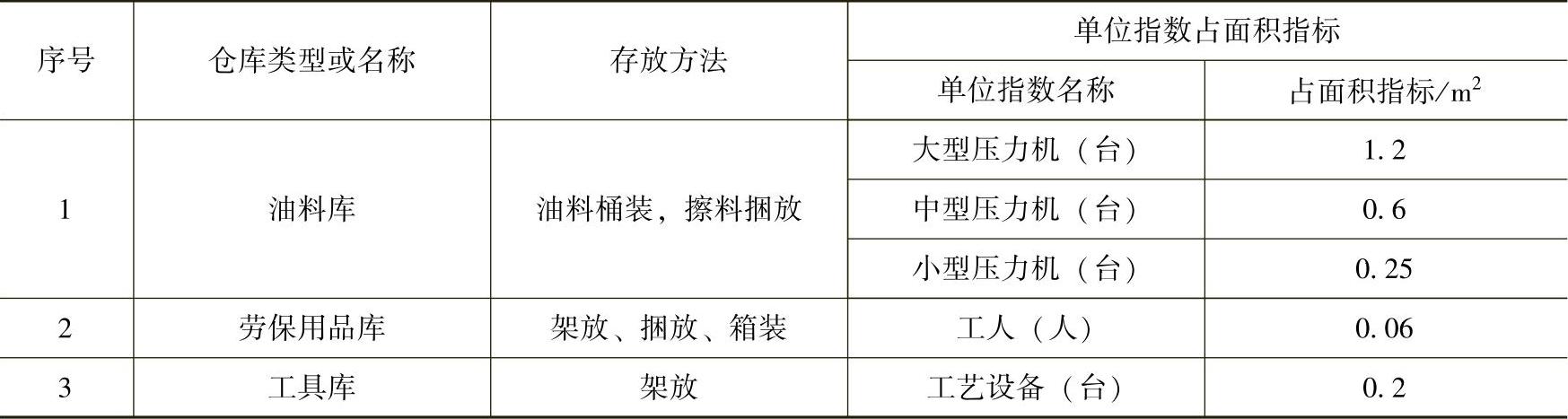
4)其他仓库。存放润滑脂、油料和擦料的油料库,存放劳动保护用品的劳保库及工具库等一般存放周期为1~3个月,具体应视生产的规模而定。以上这些仓库通常在全厂设置中心仓库或总库,车间仓库主要起缓冲和分发的作用,因此面积一般比较小,计算方法也比较简单,具体数值可参考表8-28。
表8-28 其他仓库的存放指标
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。