



采用自动送料装置是冲压生产实现自动化的基本要求,是冲压生产自动化的主要内容,直接影响着冲压生产率、生产节拍以及冲压生产整体的自动化水平,并且可以显著提高压力机的利用率和生产率。
1.普通压力机的送料机构
根据送料动力的不同,普通压力机的送料机构可分为机械、液压、气动三大类。在冲压加工中以机械与气动两类的应用较多。气动送料机构具有灵巧轻便、通用性强、送料长度和材料厚度可调整、机构反应迅速等优点。由于气动送料机构采用压差式气动工作原理,机构的工作噪声较大,会影响冲压工作环境。主要用于冲压的前期送料和小批量、多品种的生产。机械送料机构尽管调整的难度相对较大并且机构尺寸较大,但具有送料准确可靠、机构冲击与振动少、噪声低、稳定性好等优点,仍是目前冲压加工中最常用的自动送料方式。
目前,广泛用于冲压生产线的配置方式有两种:一种方式是在单点压力机上加装辊轮送料机(或气动送料机),这种生产线可以实现单工序或多工序的连续冲压,操作性能良好;另一种方式是在双点压力机上加装多工位送料装置,搭配开卷装置、校平装置等组成多工位连续冲压生产线。由于这两种送料机构的占地面积和工序间的搬运都明显减少,所以在生产中的应用呈现逐渐增多的趋势。
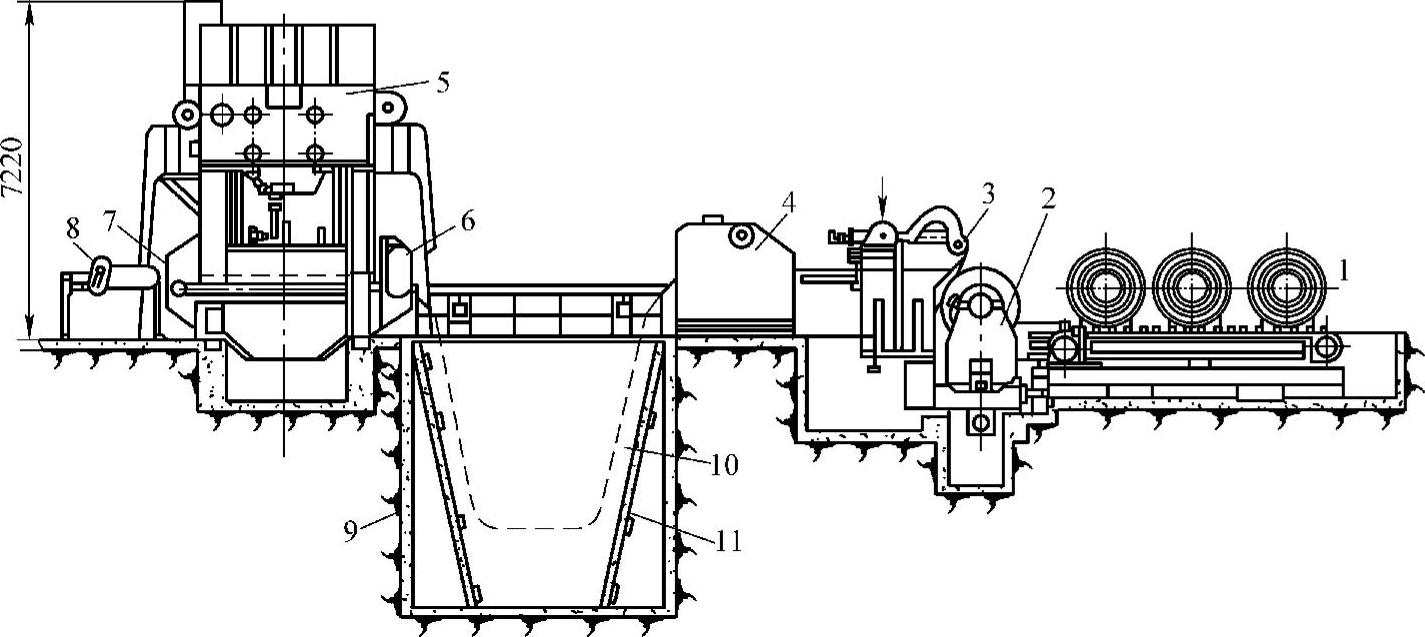
图7-51 宽卷料开卷落料自动线
1—卷料送进装置 2、3—开卷装置 4—多辊校平机 5—落料压力机 6、7—卷料自动拉推送进机构 8—废料剪切装置 9—补偿圈地坑 10—卷料补偿圈 11—门式框架
2.多工位压力机的自动化送料机构
多工位送料系统是一个类似移动臂的装置,其主要作用是把冲压件从一个工位移到另一个工位。一组模具内的每一副模具都在同一台压力机内完成冲压工作。多工位送料移动杆是主要结构件,沿着模具区移动,移动冲压件的端拾器就安装在这些结构件上。用于汽车车身冲压时,根据送料的传动方式,多工位送料系统主要有机械式送料、电子伺服送料和组合式送料系统。
(1)机械式送料 该系统是通过与压力机传动系统的直接连接,将冲压件从一个工位移动到另一个工位。压力机横梁上的动力输出装置将能量从压力机的顶部输送到地面,由随动器驱动的大型机械凸轮安装在送料机构上,凸轮旋转带动机械送料动作。使用较为可靠,但缺点有:机构磨损易影响送料精度;机械传送设计规格参数一旦确定,便不能更改;随着加工零件尺寸的增大,传送机构也将增大,机构零件的预期寿命就会缩短。
(2)电子伺服送料 该系统是指用伺服电动机单独驱动,借助齿轮箱和传动轴,伺服电动机与送料系统相连,并在计算机控制下工作,与压力机的动作协调是由压力机与控制器之间所交换的电子信号完成的。其运动轨迹由计算机程序确定,柔性较好,根据工件的需要可以提供任意的送料距离、夹紧行程、闭合行程和抬起行程。与机械送料相比,电子伺服送料具有以下优点:无需使用压力机的动力输出装置;各轴(包括行程长度和时间曲线)可以实现行程轨迹编程;在无需调整滑块位置的情况下,可以对送料装置进行微动调整,加、减速度快;机械部件数目少,故障率较低等。
3.常见的机械式冲压自动送料装置
(1)钩式送料装置 该装置由送料钩、止回销、驱动机构组成。
(2)辊式送料装置 该装置由一对或多对辊轮和驱动装置组成,结构简单,通用性好,是目前使用最为广泛的一种形式,既可用于卷料也可用于条料,适用于不同的厚度和步距。
根据辊子的安装形式,辊式送料有立辊和卧辊之分。卧辊包括单边和双边两种,其中单边卧辊一般为推式,少数为拉式,双边卧辊为一推一拉的形式。
辊式送料装置的驱动方式较多,常见的有铰链四杆机构传动、齿轮齿条传动、弧齿锥齿轮传动、斜楔传动、链轮传动;另外还有气动和液压驱动的,其驱动能源可分为独立能源系统和来自设备主轴两种方式。
图7-52所示为单边推式卧辊送料装置。材料通过上下辊子6送进,安装在曲轴端部的可调偏心盘1通过拉杆3带动棘爪来回摆动,间歇推动棘轮4旋转,棘轮与辊子安装在同一轴上,产生间歇送料,冲压后的废料由卷筒7重新卷起。传送带张力不要太大,以免打滑。
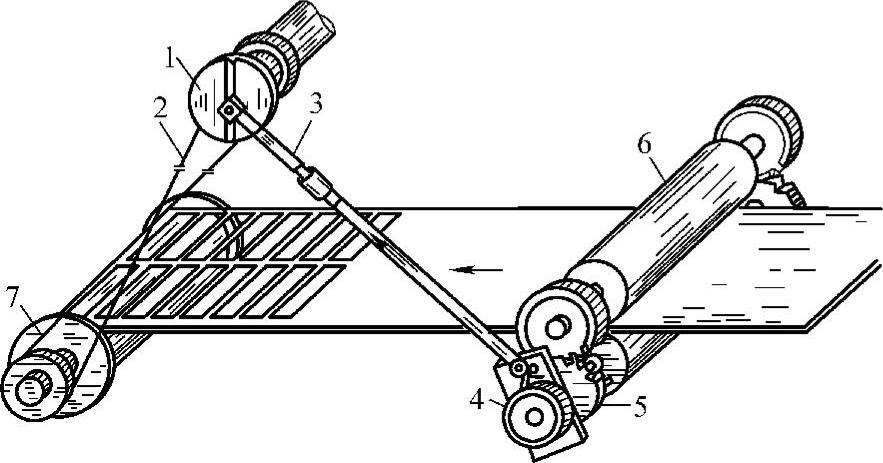
图7-52 单边推式卧辊送料装置
1—可调偏心盘 2—传送带 3—拉杆 4—棘轮 5—齿轮 6—辊子 7—卷筒
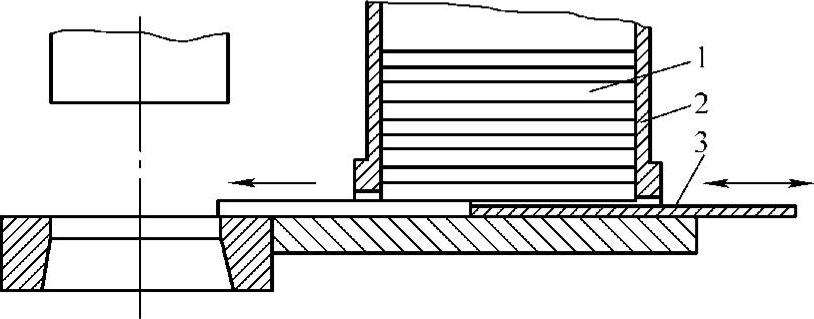
图7-53 闸门式送料装置的工作原理图
1—片状或块状零件 2—料匣 3—推板(闸门)(https://www.xing528.com)
(3)闸门式半成品送料装置 该装置主要用于片状或块状零件的输送。
闸门式送料装置结构简单、安全可靠、送料精度高,在生产中得到了广泛应用,如图7-53所示。闸门式送料装置要求毛坯的厚度不能太小,一般应大于0.5mm,而且毛坯表面要平整,边缘应没有大的毛刺,否则会影响送料装置工作的可靠性。为了保证能顺利将毛坯推出,且每次只推出一件,料匣出料高度应比毛坯厚度高40%~50%,而推板上表面比被推毛坯上表面低30%~40%。
推板行程由料匣的安装位置与模具工作部位间的距离、推料方式和压力机滑块行程的大小等因素决定。一般情况下,由推板一次行程把毛坯送入模具。当料匣与模具工作部位的距离较大而压力机滑块行程较小时,可以考虑采用多次行程送料,即推板把毛坯分级送进或毛坯在送进过程中为毛坯推毛坯的方式,仅最后的毛坯由推板推动。
(4)摆杆式送料装置 该装置由摆杆、抓件部分和驱动部分组成,利用摆杆的摆动实现抓件和送料过程。
(5)夹钳式送料装置 该装置由夹钳、连杆、滑板、料槽和堆料部分组成,主要用于圆形块料的送料。
(6)转盘式送料装置 这种送料装置的传动形式有摩擦式、棘轮式、槽轮式、蜗轮式和圆柱凸轮式等。
(7)多工位送料装置 该装置由夹板、夹钳、纵向送料机构和横向夹紧机构等组成。
在多工位冲压生产中,自动送料分为两向和三向送料。两向送料方式按“夹紧—送进—松开—退回”方式进行,冲压方法和冲压件的形状均受到限制;三向送料方式是在两向送给方式中加上“上升、下降”的动作,使夹板按“夹紧—上升—送进—下降—松开—退回”方式进行,扩大了多工位装置加工产品的范围。
4.出件机构
出件机构的作用是把冲压下来的工件或废料及时送出,否则它们会在模具的周围堆积起来,影响送料机构的正常工作。按传动特点划分,出件机构可分为气动式和机械式两种。
(1)气动式出件装置 气动式出件装置主要有压缩空气吹件和气缸活塞推件两种。
压缩空气吹件装置结构简单,广泛用于小型冲压件的出件,但工件被吹出后的方位不能控制和定向,噪声也较大。
图7-54所示为气动出件装置的另一种方式,它是利用气缸活塞的推力把工件从模具中推出的。气缸工作由装在滑块上或曲轴端部的凸轮通过气阀进行控制。
当冲压工作完成滑块上行时,凸轮通过行程开关控制气源,使气缸左腔进气,活塞被推向右边,活塞杆的右端把工件从右方推出。当滑块下行时,滑块上的凸轮通过行程开关控制气阀,使气缸的右腔进气,活塞杆被推向左边,离开冲压工作区。
(2)机械式出件装置 其结构形式很多,有接盘式、弹簧式和托杆式等。
图7-55所示为机械接盘式出件机构,由杆3、接盘5和下摆杆6等组成。杆3的上端与上模相连。接盘5和下摆杆6焊接成一个整体,焊后保持一个夹角β;杆3和下摆杆6之间为铰接,接盘对准上模。其动作过程是:当压力机滑块带着上模上升时,工件也随上模上升。杆3在上模的带动下,使下摆杆6向上摆动,α角由大变小,使接盘处于水平位置,工件在打料杆的推动下落在接盘上。滑块下行时,下摆杆6向下摆动,使接盘向外摆出,因为接盘在下摆杆的夹角固定为β,因此,下摆杆摆到最低位置时,接盘具有较大的倾斜度,可使工件自动滑下。
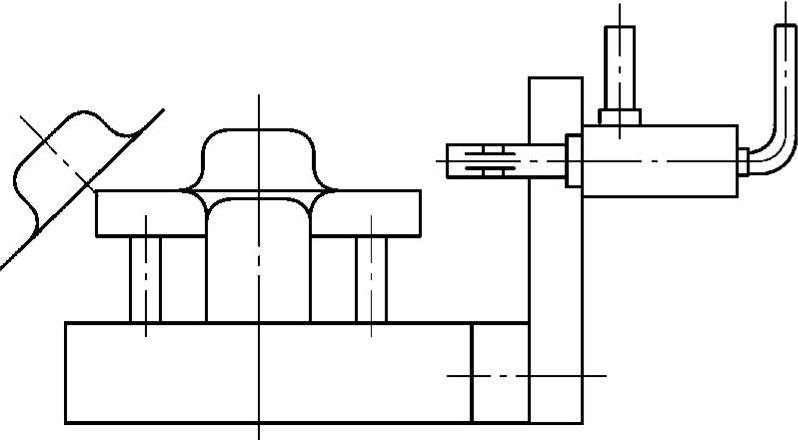
图7-54 气缸活塞推件装置简图
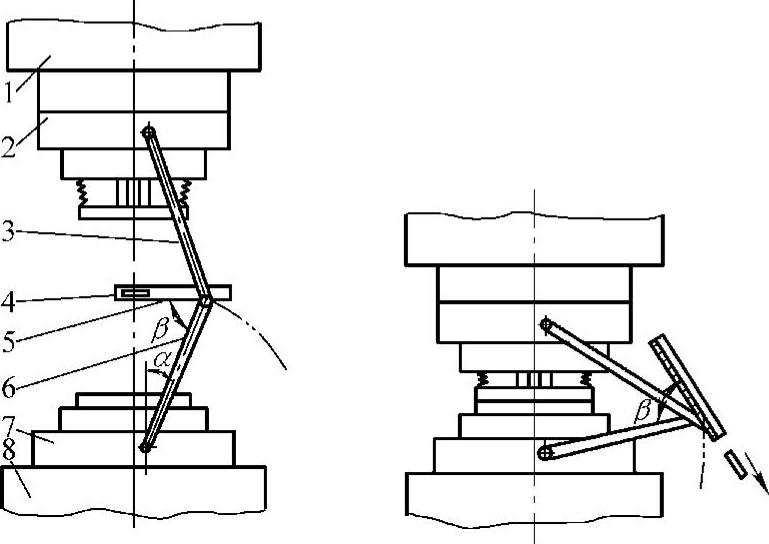
图7-55 机械接盘式出件机构
1—压力机滑块 2—上模 3—杆 4—工件 5—接盘 6—下摆杆 7—下模 8—工作台
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。