



粘性介质成形(Viscous Pressure Forming,VPF)过程如图6-171所示,将坯料置于凹模型腔上,粘性介质置于坯料的两侧(或某一侧),使之充满型腔,闭合型腔、压紧压边圈(见图6-171a);以一定的速度推动主动活塞内(上活塞)的粘性介质,同时推动粘性介质向上运动,以保证此段附近深处的板材下表面产生一定的压力使之暂缓变形,右模腔较深处先产生较大的变形,使该处的粘性介质排出(见图6-171b);当板材变形近似凹模的形状时降低浅模处活塞缸内的压力,使粘性介质同时排出(见图6-171c);继续推动活塞,使板材最终变形贴模,获得精确而满意的形状(见图6-171d)。
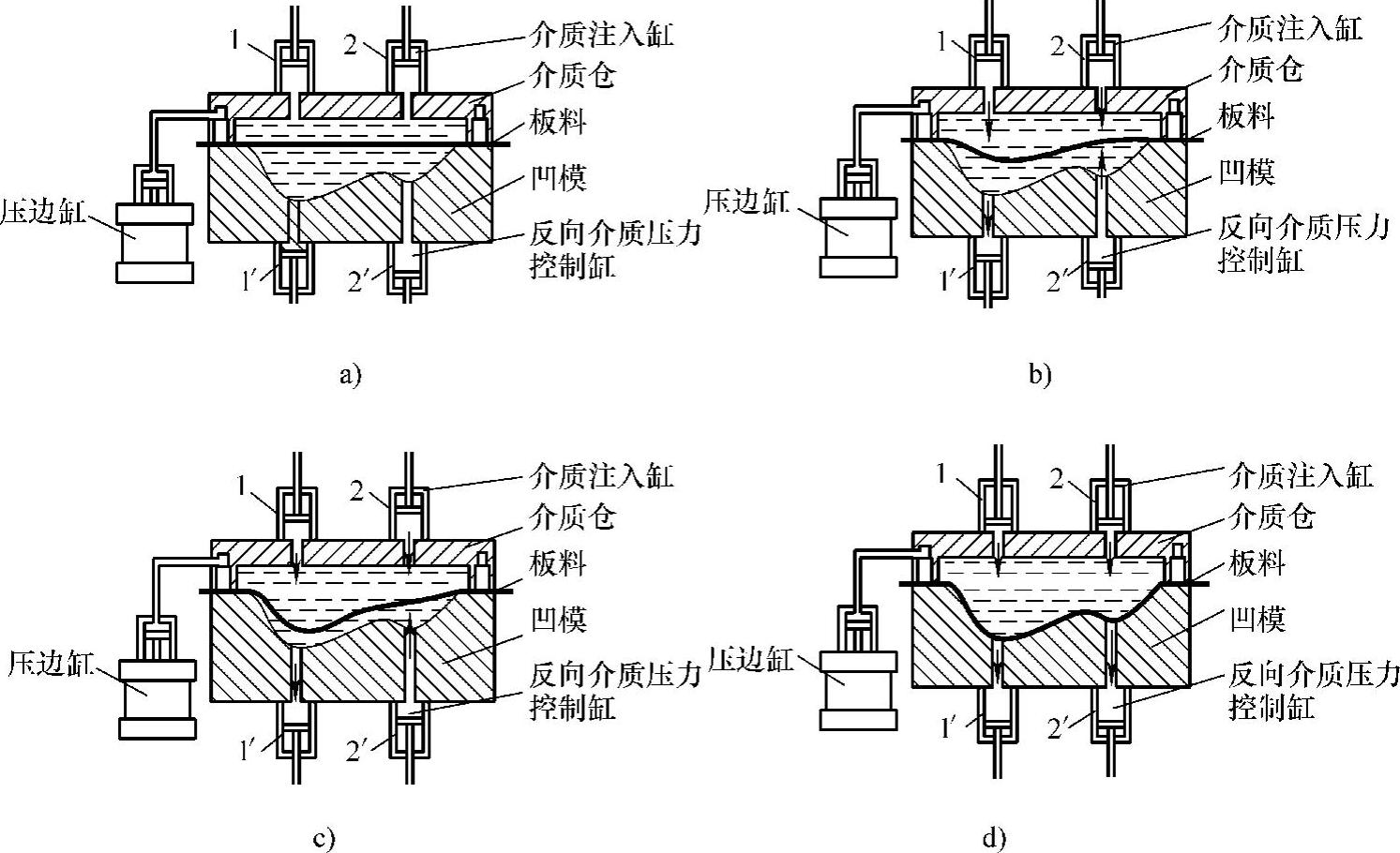
图6-171 粘性介质成形过程
a)成形初始状态 b)、c)成形中间状态 d)成形结束状态
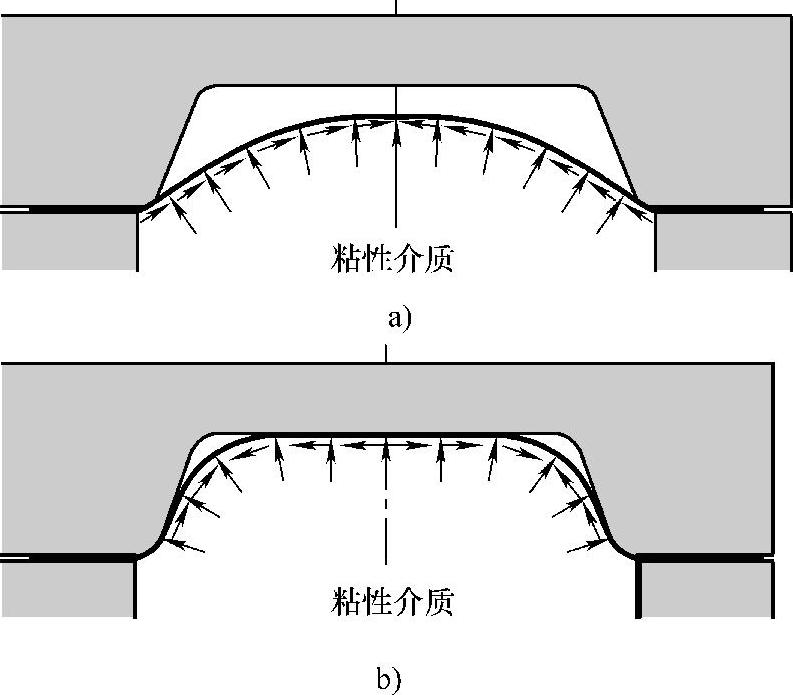
粘性介质成形过程中,板材不但受到沿表面法线方向粘性介质的正压力作用,还受到切向粘性介质的粘着力作用。该粘着力作用方向为粘性介质流动方向,对板材成形来说是在有利的摩擦力作用下变形,因此可以提高板材的成形极限,减缓板材壁厚减薄和局部失稳。锥形件成形过程中粘着力作用如图6-172所示。
对粘性介质成形壁厚均匀性进行分析,针对同一个板材零件采用刚性冲头和粘性介质成形两种成形方法进行有限元模拟,并对比成形后工件的壁厚变化情况。图6-173所示为零件用刚性凸模成形及用粘性介质成形的有限元模型。由图6-174可见,板材在刚性冲头成形过程中,只有局部和冲头或模具接触,在变形中期工件局部已出现减薄,后期减薄更严重。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-172 粘着力对成形的影响
a)胀形阶段 b)模具圆角充填阶段
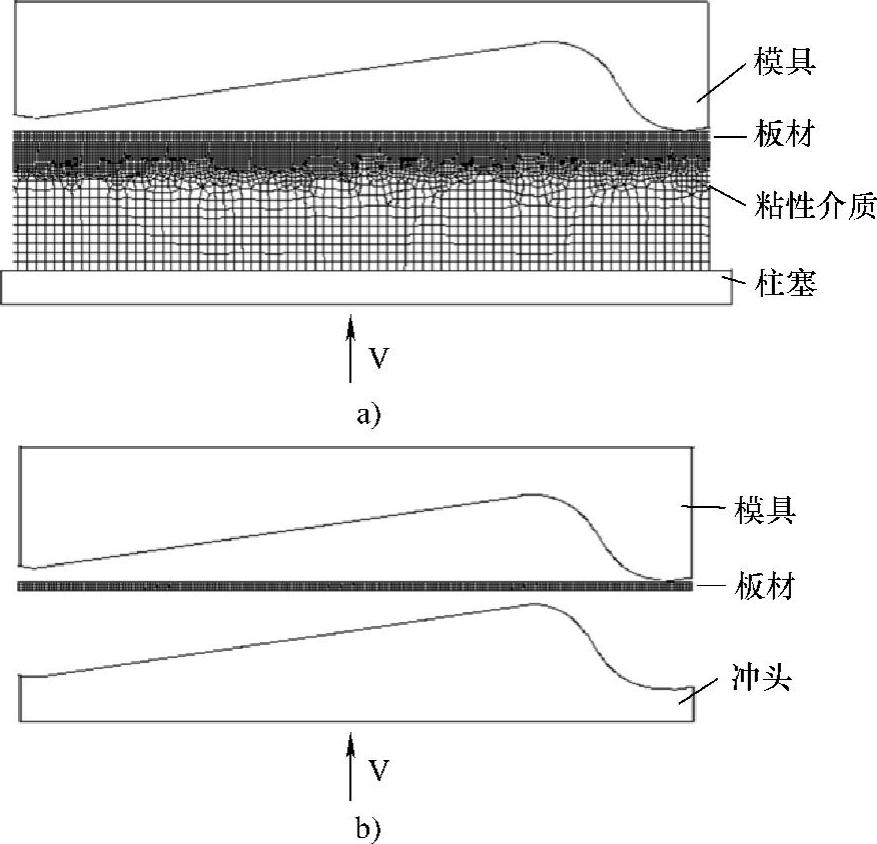
图6-173 粘性介质成形与刚性冲头成形的有限元模型
a)粘性介质成形 b)刚性冲头成形
图6-175所示为粘性介质成形时板材的变形情况。由图可知,板料在整个成形过程中厚度较均匀,无局部严重变薄现象。原因是粘性介质具有应变速率敏感性,随着应变速率增加,其流动应力也相应增高,且它与工件之间的粘着力较大,一旦某处应变集中,出现局部变薄,即在该处应变速率迅速提高,相应地粘性介质也被“强化”,将牵制板料局部变薄,对应变集中起延缓作用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。