



【摘要】:滚弯是坯料在滚轮施加弯矩的作用下逐渐被弯曲成形的工艺过程,板材滚弯过程是由2~4个滚轮组成的弯板系统,在送进板材的同时进行弯曲成形。滚弯过程广泛应用于圆筒形、圆锥形等板材产品的成形制造。近些年滚弯也开始用于型材的弯曲成形中,滚弯成形原理如图6-133和图6-134所示。柔性滚弯成形工作原理如图6-135所示,改变刚性滚的压下量,即可以改变弯曲件的曲率。
滚弯是坯料在滚轮施加弯矩的作用下逐渐被弯曲成形的工艺过程,板材滚弯过程是由2~4个滚轮组成的弯板系统,在送进板材的同时进行弯曲成形。滚弯过程广泛应用于圆筒形、圆锥形等板材产品的成形制造。近些年滚弯也开始用于型材的弯曲成形中,滚弯成形原理如图6-133和图6-134所示。四滚轮弯曲加工时,先将被加工坯料的一端送入滚弯机的上、下滚轮之间,然后左、右滚轮向上移动,使位于左、右滚轮之间的坯料因受压而产生一定的塑性弯曲变形。当上滚轮作回转运动时,由坯料与滚轮之间的摩擦力形成的啮入力矩使坯料实现进给;当坯料依次通过上、下滚轮之间(即变形区)时,坯料也就获得了沿其全长的塑性弯曲变形。滚弯成形是板材局部区域弯曲变形,并将弯曲变形逐渐扩展到整体的过程,因此就成形载荷而言较采用弯曲模具的整体成形小很多,并且在滚弯过程中滚轮的位置可以调整,于是可以对板材的回弹进行补偿控制,获得不同曲率的零件。
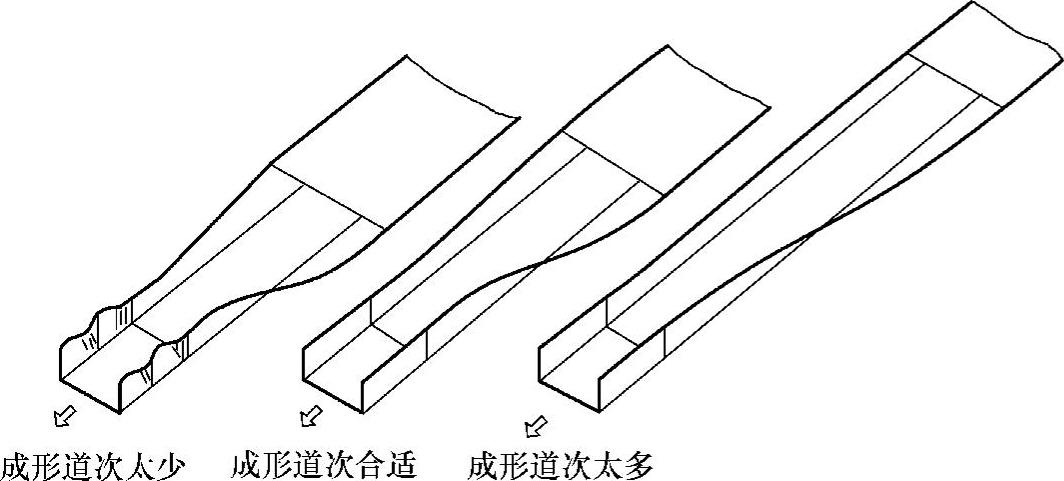
图6-132 辊轧成形道次对工件的影响
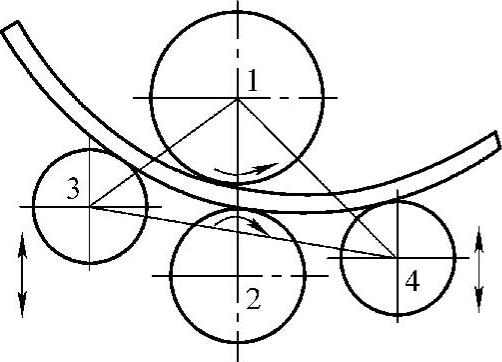
图6-133 侧辊摆动式四辊滚弯原理(https://www.xing528.com)
1、2—驱动轮 3、4—进给轮
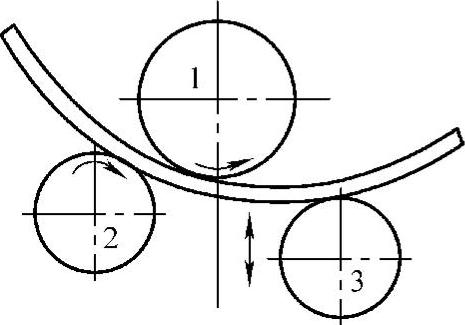
图6-134 不对称三辊滚弯机原理图
柔性滚弯成形是将弹性材料特性和传统的滚弯成形相结合的一种新成形工艺,它可以在单一设备上弯曲变曲率钣金和型材零件。柔性滚弯成形工作原理如图6-135所示,改变刚性滚的压下量,即可以改变弯曲件的曲率。板材通过刚性滚和弹性介质之间时,作用在板材上的正压力使之弯曲,摩擦力使之前进。由于采用了聚氨酯弹性材料,因此零件的成形精度和表面质量都有所提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。