



【摘要】:辊轧适合于长度大、截面复杂的构件成形,由于其采用渐进式的局部弯曲成形,因此其成形载荷远小于构件的整体弯曲成形。图6-128 厚板弯曲成形中弯曲局部开槽图6-129 辊轧成形过程辊轧成形具有成形效率高,可成形复杂截面零件,成形精度高以及每个轧辊载荷小等特点。为了保证高强度板材的辊轧成形精度,需对轧辊进行优化设计,以实现模具型面的回弹补偿。因此,合理分配变形量以及确定变形次数是辊轧成形的关键。
辊轧成形是将长的金属带料放置在数组辊轮组成的辊轮排列中,带料在运动过程中,依次通过弯曲辊发生局部渐进的弯曲变形,最终成形出具有截面形状的型材或构件,如图6-129所示。辊轧适合于长度大、截面复杂的构件成形,由于其采用渐进式的局部弯曲成形,因此其成形载荷远小于构件的整体弯曲成形。
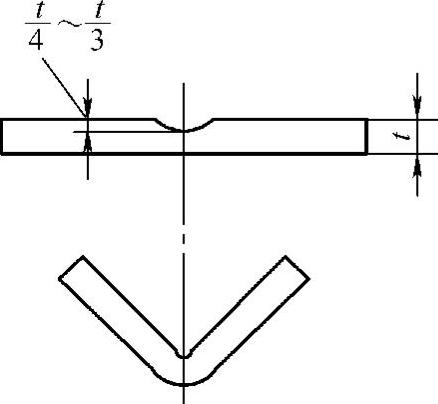
图6-128 厚板弯曲成形中弯曲局部开槽
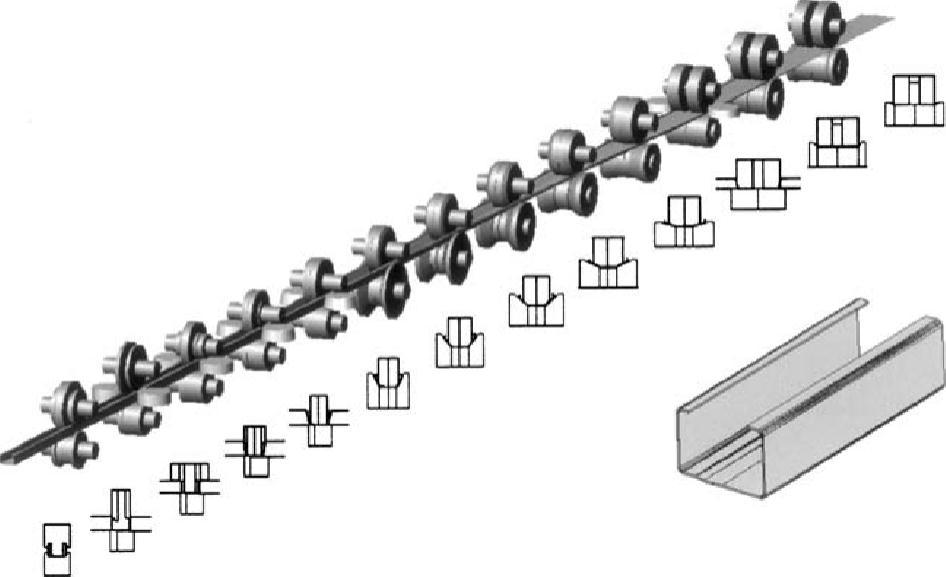
图6-129 辊轧成形过程
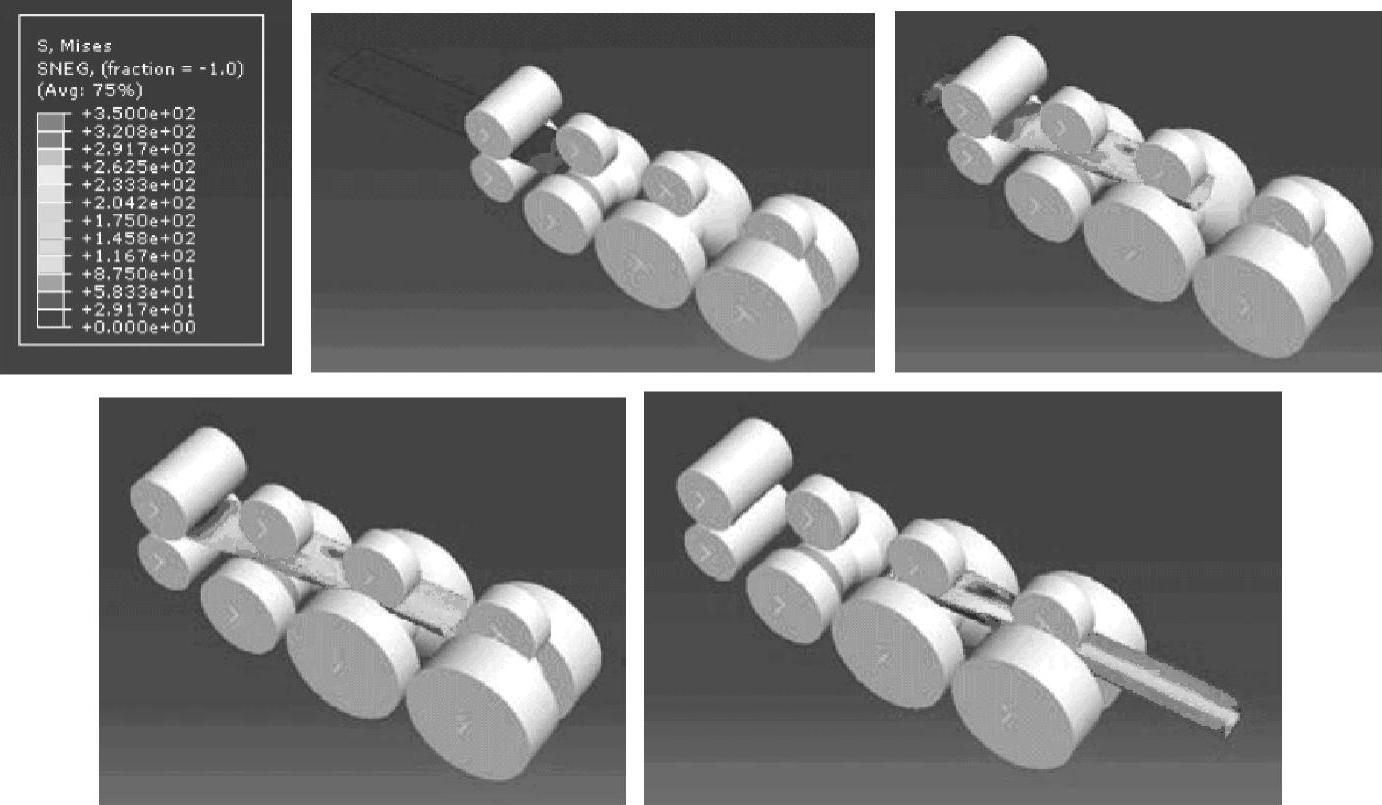
辊轧成形具有成形效率高,可成形复杂截面零件,成形精度高以及每个轧辊载荷小等特点。图6-130所示为采用有限元对辊轧成形过程的分析结果,由图可知板材成形的局部区域应力较大,并且每一道次的变形是逐渐累加的,因此,将整体变形分配到单个轧辊的成形载荷较小。辊轧成形过程金属板材逐步进入轧辊,并从轧辊出来的过程是金属加载并卸载的过程,因此每一个过程都伴随着金属板材的弹性回复,在高强度板材辊轧成形中该现象特别突出。为了保证高强度板材的辊轧成形精度,需对轧辊进行优化设计,以实现模具型面的回弹补偿。图6-131所示为采用弧形轧辊来成形U形型材的模拟分析,结果表明采用弧形轧辊可对高强度板材弯曲进行回弹补偿,提高成形精度。
 (https://www.xing528.com)
(https://www.xing528.com)
图6-130 辊轧过程中板材的等效应力分布情况
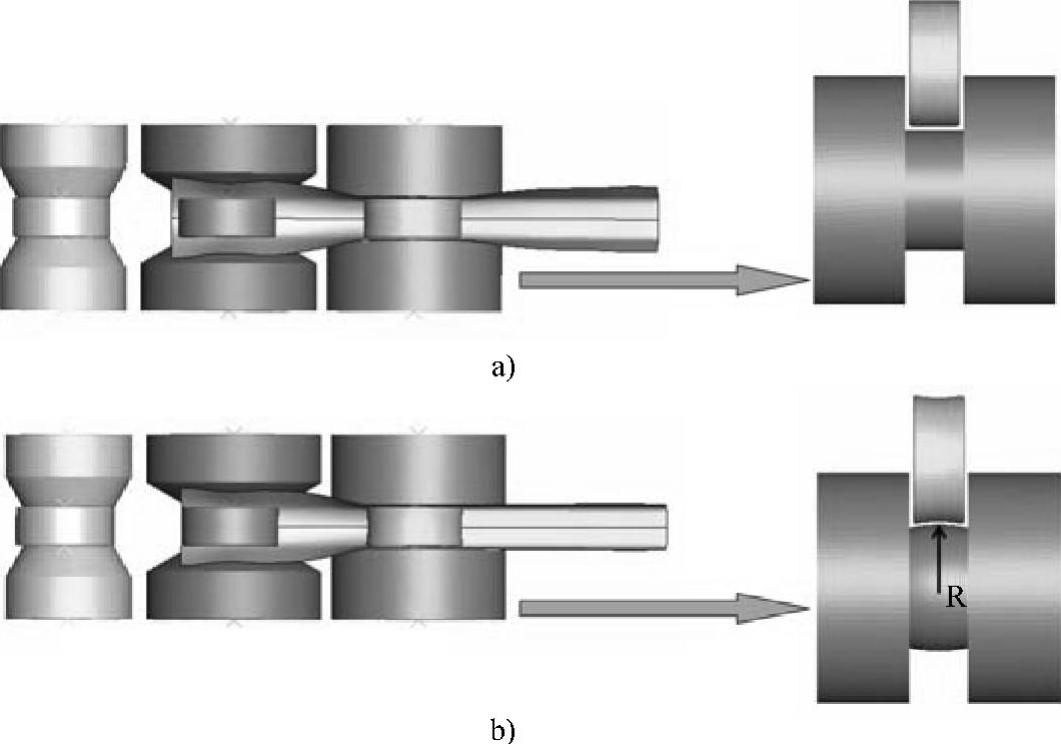
图6-131 通过轧辊辊形优化来实现高强度板材的回弹补偿
a)无回弹补偿轧辊 b)具有回弹补偿的轧辊
辊轧成形中,辊轮组的数量,也就是弯曲的次数会对金属的变形产生影响,弯曲次数越多则板材的变形越均匀,但设备的投入量大;弯曲次数少则板材的变形剧烈,不均匀,容易产生扭曲现象,如图6-132所示。因此,合理分配变形量以及确定变形次数是辊轧成形的关键。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。