



校平是指把不平整的制造工件在校平模具中压平的校形工艺,主要用于消除或减少平板件的平直度误差。平板件校平通常采用的方法是:光面模具校平和齿形模具校平两种方法,如图6-123所示。
光面模具校平是指在上下两块光面平板模之间对零件进行压缩校平的,它适用于表面不许留有压痕、平直度要求不很高的冲压件。齿形模具校平可以获得平直度很高的零件,当作用力较大时工件表明会出现压痕。虽然校平时压力机的行程不大,但校平所需的力大,特别是光面模具校平时,由于模具和工件之间的接触面积大,导致校平力显著增大。
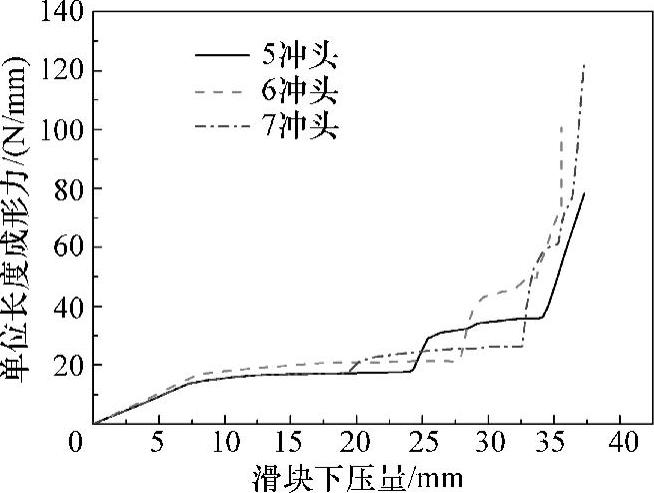
图6-122 冲头数量对成形力的影响
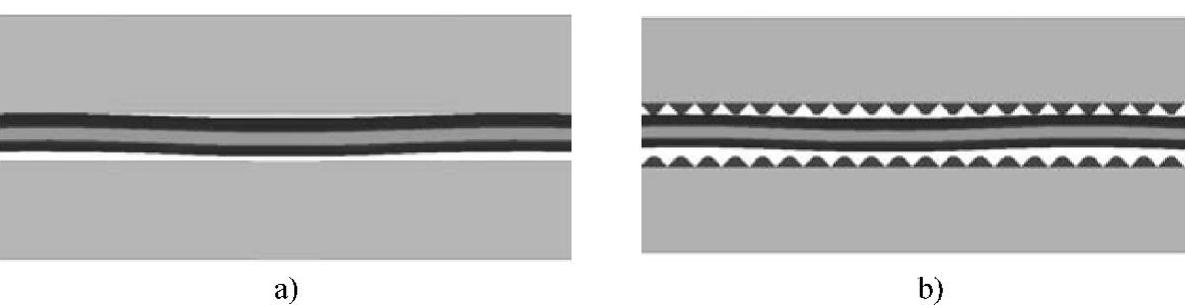
图6-123 平板件的校平方法
a)光面模具校平 b)齿形模具校平
为了对上述两种校平方法所需校平力进行分析,选取对相同形状的非平直工件进行校平,工件的长度和宽度均为900mm、厚度为8mm的20Mn钢板,采用有限元计算后的工件校平过程如图6-124所示。从图中可以看出起始工件表面的存在凸凹不平现象,随着校平过
 (https://www.xing528.com)
(https://www.xing528.com)
图6-124 工件校平过程
a)校平开始 b)校平进行中 c)校平结束
程的进行,工件逐渐变得平直。选用光面模具和齿形模具进行校平后的校平力-模具位移曲线如图6-125所示。由图可知校平的起始和中间阶段,两种校平方法所需的校平力基本相同,但到成形结束时,校平力急剧增加,最终齿形模具的校平力比光面模具的校平力小了一半多。这是由于齿形模具校平中模具和工件的接触面积小的原因。从图6-126中可以看出当上模具压下量相同均为16.6mm时,光面模具和工件的接触面积要远大于齿形模具的接触面积。
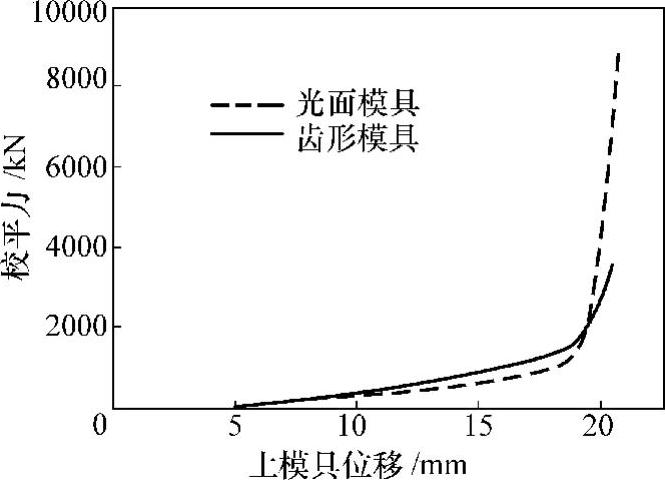
图6-125 校平力-模具位移曲线

图6-126 模具与工件表面的接触情况(冲头压下量为16.6mm)
a)光面模具 b)齿形模具
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。