



在金属成形中,摩擦力不一定总是引起阻碍作用,如果设计合理,可以消除摩擦的不利影响,甚至还可以利用摩擦力来改善金属的成形。如图6-96所示,在正挤压过程中,冲头运动速度为v2,挤压筒为浮动结构,其向下运动速度为v1,使v1略大于v2,这时挤压筒壁对工件的摩擦力T已经起积极作用,可使挤压力P下降,更重要的是可以使变形更均匀。避免与筒壁接触的金属产生剧烈剪切,对于提高制品的组织均匀性起很好的作用。例如,直径和高度均为20mm的6063铝合金板材挤压,挤压模口直径为6mm,挤压温度为430℃,摩擦因子为0.2。当挤压冲头移动速度v2=2mm/s,挤压筒移动速度为v1=3mm/s时,经有限元模拟的挤压冲头载荷曲线如图6-97所示。由图可知,当挤压筒向下运动时作用在挤压冲头上的挤压力有明显下降。值得注意的是,由于挤压筒上下方为弹簧结构,如将挤压筒上作用的力和挤压冲头上作用的挤压力相加作为总挤压力,则积极摩擦挤压的总挤压力比普通挤压要大。

图6-95 脉动的内压加载方式对工件成形的影响
a)非脉动加载 b)脉动加载
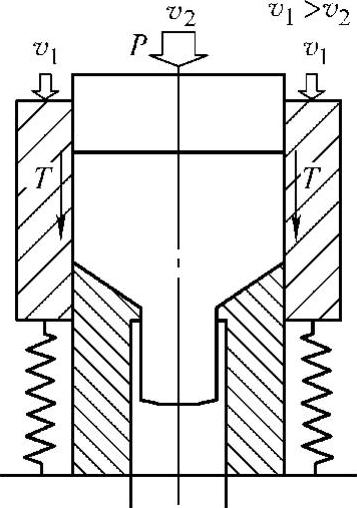
图6-96 积极摩擦挤压受力图
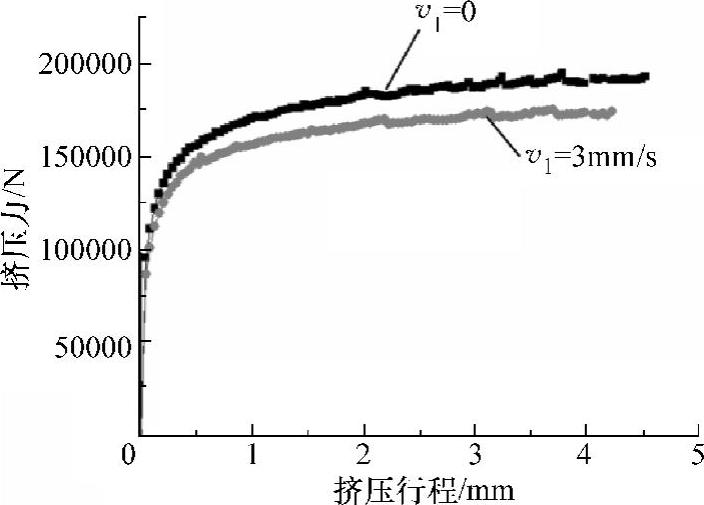
图6-97 挤压筒运动速度对挤压冲头所受载荷的影响(https://www.xing528.com)
积极摩擦对金属流动产生影响,在齿轮挤压中浮动凹模的运动速度v1可改变齿顶金属充填效果,如图6-98所示,当浮动凹模不动时,齿顶中部充填完整,上角部有少许缺料,下角部缺料较多;当浮动凹模与压下冲头等速时,齿顶中部充填完整,上角部缺料较多;当浮动凹模速度等于上模速度一半时的充填情况,同样可以观察到中部充填完整,而上下角部充填情况基本上差不多。
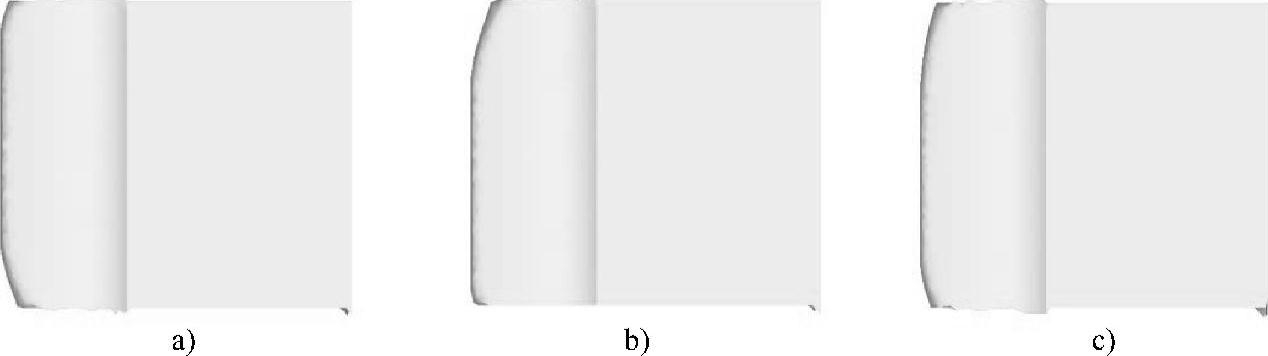
图6-98 浮动凹模运动速度对挤压齿形充填的影响
a)v1=0mm/s b)v1=10mm/s c)v1=5mm/s
金属成形中材料的变形伴随着摩擦力,衡量摩擦力大小的因素有接触压强和摩擦系数(因子),采用润滑方式是降低摩擦系数(因子)的有效措施。其中,在体积成形中固态润滑剂的效果要好于液体润滑剂,由于液体润滑剂在高的接触压强作用下,将被挤出变形接触区。同时,金属的新表面生成率和接触压强也将影响摩擦系数(因子)的数值,高的表面生成率和接触压强增加了接触表面的摩擦。
省力在金属成形中的意义重大,它不仅可以降低成形设备的公称压力,还可以明显增加成形模具的使用寿命。通过改变摩擦状态来实现省力成形的途径主要有表面镀层方法、包套挤压、激光织构化表面处理及振动辅助等方法。同时,还应注意摩擦力在一定条件下也可以有利于金属的变形,降低成形载荷,可以在实际生产中予以考虑。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。