



1.三坐标测量机的构成
三坐标测量方法是通过测得被测工件几何要素的三维坐标值,再通过一定的数据处理计算,得到被测几何要素特征值的方法。三坐标测量法目前最常用的仪器是三坐标测量机。三坐标测量机(简称CMM)是20世纪60年代发展起来的一种高效率、多功能的测量装置,它综合利用电子、计算机、光栅或激光等先进技术手段,完成各种测试并实现测量过程自动化和数据处理,它的基本功能是指示测量头所处控件位置的X、Y、Z坐标值。目前,三坐标测量机已被广泛用于机械、电子、汽车、国防、航空等行业中,被誉为综合测量中心。在模具生产中,三坐标测量机可以进行各种检测,保证模具生产的精度,防止废品的出现,提高产品质量。
按照测量范围大小可将三坐标测量机分为大、中、小型测量机。大型三坐标测量机主要用于检测大型零部件,如飞机机身、汽车车体、航天器等;中型三坐标测量机在机械制造工业中的应用最为广泛,适合一般机械零部件的检测;小型三坐标测量机一般用于电子工业和小型机械零件的检测,精度较高。
三坐标测量机由本体、测量头、标准器、测量控制系统及数据处理系统组成,如图5-51所示。
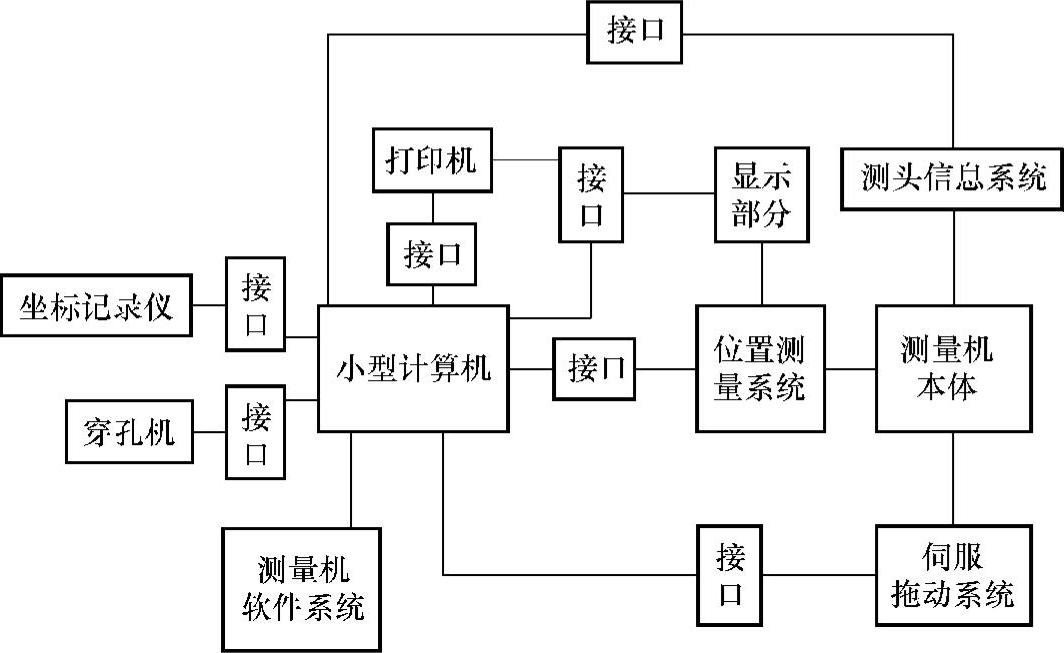
图5-51 三坐标测量机系统
三坐标测量机的主体组成部分有:底座、测量工作台、立柱、刀轨及支承等。三坐标测量机本体结构可以分为以下几种类型:悬臂式、桥框式、龙门式和卧式镗式或坐标镗式,如图5-52所示。
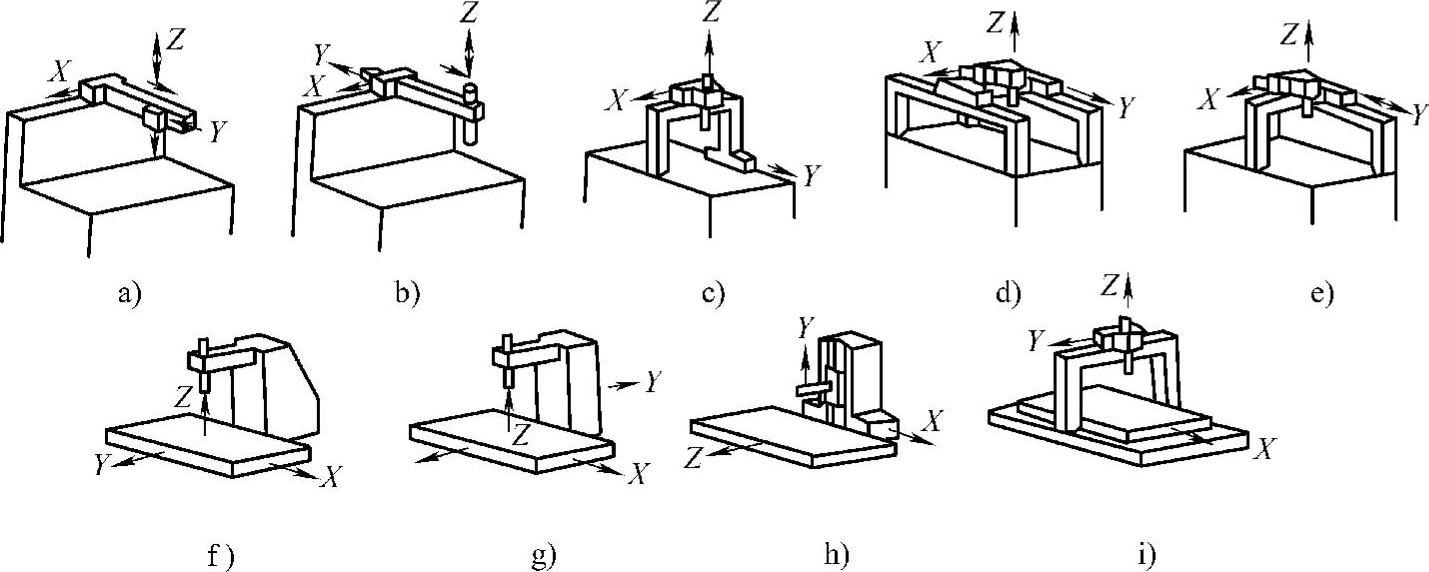
图5-52 三坐标测量机的本体形式
a)、b)悬臂式 c)桥框式 d)、e)龙门式 f)、g)卧式镗式 h)、i)坐标镗式
悬臂式小巧、紧凑、工作面开阔,装卸工件方便,缺点是悬臂结构容易变形;桥框式的轴刚性强,变形影响较小,X、Y、Z的行程都可增大,适用于大型测量机;龙门式的特点是当龙门移动或工作台移动时,装卸工件方便,操作性能好,适用于小型测量机;卧式镗式或坐标镗式是在卧式镗床或坐标镗床的基础上发展起来的,其测量精度高,但结构复杂。
三坐标测量机测量系统的主要部件是测头。三坐标测量机的工作效率、精度与测头密切相关。没有先进的测头,就无法发挥测量机的功能。三坐标测量机测头的种类很多,大致可归纳为机械和电气接触式、光学和电气非接触式等。
机械接触式测头又称硬测头。它没有传感系统,只是一个纯机械式接触头,典型的机械测头有圆锥测头、圆柱测头、球形测头等。
光学非接触式测头可对软、薄、脆的工件实现测量。近年来,随着激光器和新型光电器件如电荷耦合器件(CCD)、光电位置敏感器件(PSD)等的发展,激光三角法在测量精度、动态范围、灵敏度、响应时间等方面都有较大改善,使经典的三角法光学非接触传感技术获得广泛应用,尤其适用于航空、航天、汽车、模具等行业对自由曲面的高速测量。
电气式测头是现代三坐标测量机主要采用的测头,或以电气式测头为基本配置,另外再辅助配置光学测头。电气式测头也可以分为接触式和触发式两种。
电气接触式测头又称软测头、静态测头。测头的测端与被测件接触后可作偏移,由传感器输出位移量信号,这种测头不但用于瞄准,还可以用于测微。
电气触发式测头又称动态测头,在向工件表面触碰的运动过程中在与工件接触的瞬间进行测量采样。动态测头不能以接触状态停留在工件一侧,因而只能对工件表面作离散的逐点测量,而不能作连续的扫描测量,在测量曲线、曲面时,应使用静态测头作扫描测量。触发式测头是目前常用的测头,按工作方式可分为常开式和常闭式;按结构形式可分为整体单元和组合式;按信号传输与控制方式可分为连线传输式、电磁耦合传输式和红外辐射传输式等。图5-53所示是一个常用触点式整体单元测头的外形和结构图,它由触发式测头、信号输出器、控制器接口、坐标数据采集和处理单元、补偿控制单元五部分组成。
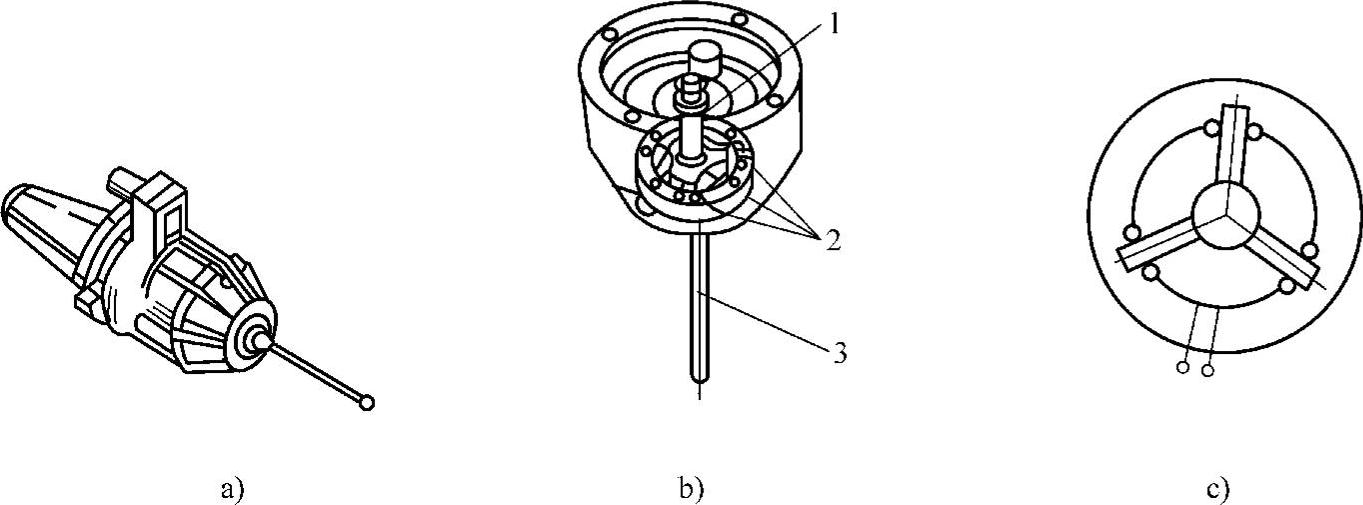
图5-53 常用触点式整体单元测头
a)外形图 b)结构点图 c)三组串接触点示意图
1—弹簧 2—三等分触点 3—测杆(https://www.xing528.com)
(1)标准器 三坐标测量机标准器的种类很多。机械类有刻线标尺、精密丝杠、精密齿条等;光学类有光栅等;电气类有感应同步器、磁栅、编码器等。
(2)测量与控制系统 三坐标测量机的测量控制系统是通过计算机实现的数字控制,可实现对位置、方向、速度、加速度的测量和控制。
(3)数据处理系统 目前,三坐标测量机一般配备专用计算机或通用计算机,由计算机采集数据,对测得数据进行计算处理,并与预先存储的理论数据相比较,然后输出测量结果。测量机生产厂家一般提供若干测量应用软件,如测头校验程序、坐标转换程序、普通测量程序、齿轮测量程序、行为误差评定程序、凸轮测量程序、螺纹测量程序、叶片测量程序、虚拟量规检测程序等,用户可以使用随机提供的程序,也可使用提供的语言自编程序进行数据处理,或者将测量数据输出到其他设备进行计算处理。
2.三坐标测量机的工作原理
如图5-54所示,工件摆放在测量机的工作台上,工作台以一定的速度靠近测头,当工件接触测头的时候,测头产生触发信号,并将此信号传递给受信模块,并由此进入控制器使其接通。信号进入控制器后,经整形由相应的接口输入至数控系统的空白指令端,发出机床终止移动的指令,这样测杆端球接触工件瞬间的坐标位置被触发信号“封锁”,并作为数控系统用户宏指令的变量进行运算处理,同时测量机又进入运行下一程序段,不断重复上述过程,从而自动完成各所需测量点的精确测量。
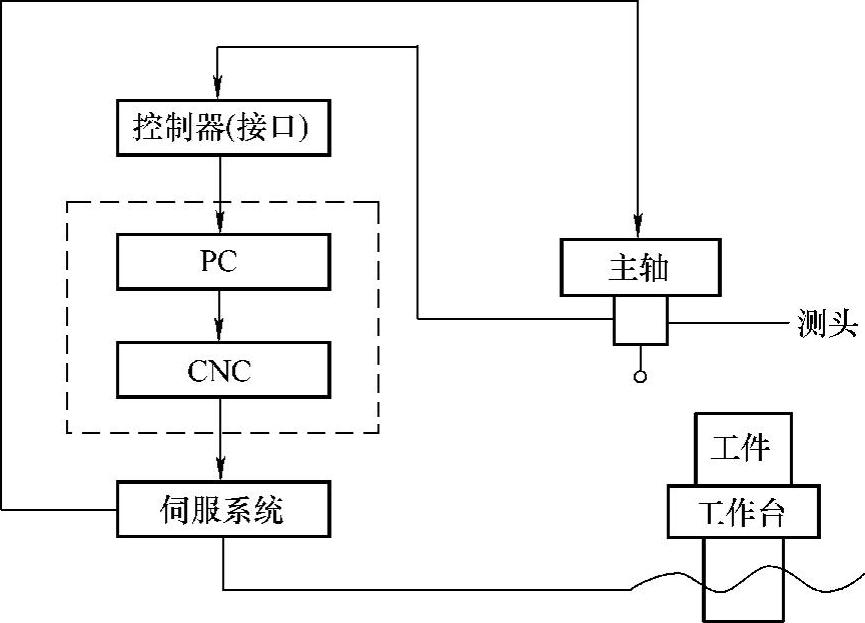
图5-54 三坐标测量机的工作原理
3.三坐标测量机的结构特点
三坐标测量机作为一种精确检测的数控设备,其检测精度的等级标准一般都在精密或超精密的技术等级范围,与一般的测量设备相比,其测量精度有以下特点:
(1)更高的几何精度 几何精度是提高测量机其他方面精度的基础,为此必须提高主机各零部件的加工精度与装配精度,改善优化结构设计。
(2)更高的运动直线性精度 一般的三坐标测量机采用气浮式工作台结构,以借助气膜的均化作用,使工作台在移动时不发生颠簸、摇摆或蛇行。同时,这种气浮式工作台还具有低摩擦、少能耗、高寿命和抗振性强的特点。
(3)更高的微进给和定位精度 目前流行的进给方式是采用数字伺服系统,这是因为伺服系统受噪声的干扰和漂移影响小,可以保证精确的信号输入。为保证定位检测装置的分辨率达到0.1μm以下,常使用氦氖激光器为光源的双频激光干涉仪,分辨率可达0.016μm。采用数字伺服系统和激光定位干涉仪是提高测量机微进给和定位精度的有效方法。
(4)更高的抗热变形性 为改善测量机的热特性,多数测量机采用天然大理石、人造花岗岩等代替金属材料作床身、立柱、工作台,其相对密度小、导热性能低、热膨胀系数小、对环境温度波动不敏感等特点有利于保证其尺寸稳定,从而保证精度。
4.三坐标测量机的测量方法
不同的测量机、不同的被测对象、不同的测量方案对应不同的测量方法,但其中有一些方法是共同的。
(1)测量前的准备 测量前的准备工作主要有:
1)选择测头和校验基准件。在零件测量前,需根据被测零件的形状选择适当的测头组合,测定各测针的球径和测针间的相互位置,并选择校验基准件,相应地使用不同的校验方法和程序。
2)坐标变换。在三坐标测量机中存在三种坐标系:测头坐标系、测量机坐标系和工件坐标系。从三坐标测量机测长系统采集到的测量数据是相对于测量机坐标系的,但工件的尺寸形位要求是标注在工件坐标系中的,二者需要统一。在三坐标测量机中,则可以通过软件将测量机坐标数据转换到工件坐标系中,相当于建立一个“虚拟”的与工件坐标系重合的测量坐标系。这个虚拟的坐标系由软件形成,可随工件位置而变,故称为柔性坐标系。
(2)参数计算 根据工件表面各测点的坐标值,用解析几何的方法计算各种几何参数值,如两点间距离、圆的直径、圆心坐标和直线的方向等。对于几何误差的评定,应用比较普通的最小二乘法。最小区域法是最合理的评定方法,但算法复杂。有些几何误差的数据处理,如圆柱度的评定,则只能采用近似计算。
(3)自动测量 自动测量适用于成批零件的重复测量。测量时先对每一个零件测量一次,计算机将测量过程(如测头的移动轨迹、测量点坐标、程序调用等)存储起来,然后通过数控伺服机构控制测量机,按程序自动对其余零件进行测量,由计算机计算得到有关的测量结果,即自动学习功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。