



1.精冲原理与过程分析
如图4-40所示,精冲时,精冲件毛坯被置于压板(齿形压边圈)、反压板与凸模之间并夹紧,毛坯承受着接近于其下屈服强度ReL的强大单位压力,使变形区——剪切刃口处于三向应力状态,从而形成了纯塑性变形的条件。因此,毛坯在精冲过程中始终保持纯塑性剪切变形,而不产生拉应力,可防止冲裁截面残留断裂带。精冲件的尺寸公差等级可达IT8~IT6级,表面粗糙度值可达Ra0.8~0.4μm;且截面平滑整齐,可获得接近90°截面。
实践证明,精冲件材料的塑性对精冲工艺精度与质量影响很大。
(1)非铁金属 抗拉强度Rm≤250N/mm2的铝与铝合金以及铜的质量分数大于63%且不含铅的黄铜,其精冲工艺精度和质量最好。
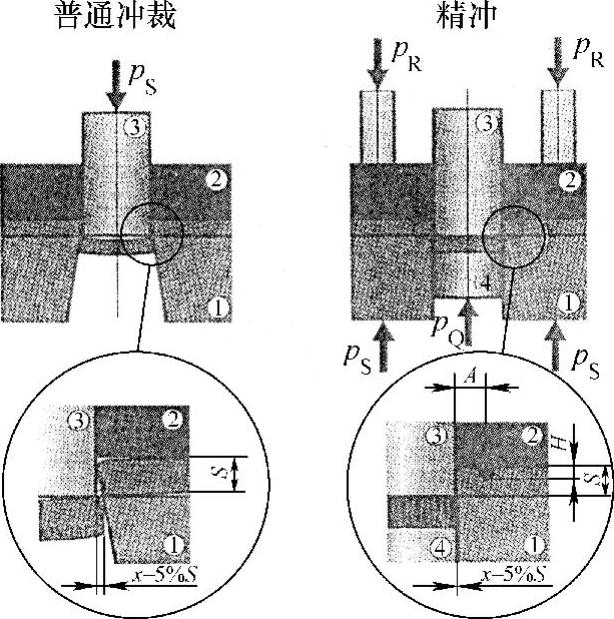
图4-40 精冲工艺原理图
①—凹模 ②—压板 ③—凸模 ④—顶件器
注:pS:冲裁力 pR:齿圈力 pQ:反压力(https://www.xing528.com)
(2)钢铁材料 碳的质量分数在0.35%以下,抗拉强度为300~600N/mm2的低碳钢板料的精冲工艺精度与质量最佳;碳的质量分数在0.7%以下的中碳钢,含镍、钼元素且经适当球化处理的低合金钢板的精冲工艺精度和质量也较高;高碳钢、碳素工具钢、不锈钢、轴承钢和耐热钢,以及抗拉强度达650~850N/mm2、塑性差的板料,其经适当处理后也可采用精冲成形工艺。
2.精冲模的结构参数与精冲工艺参数
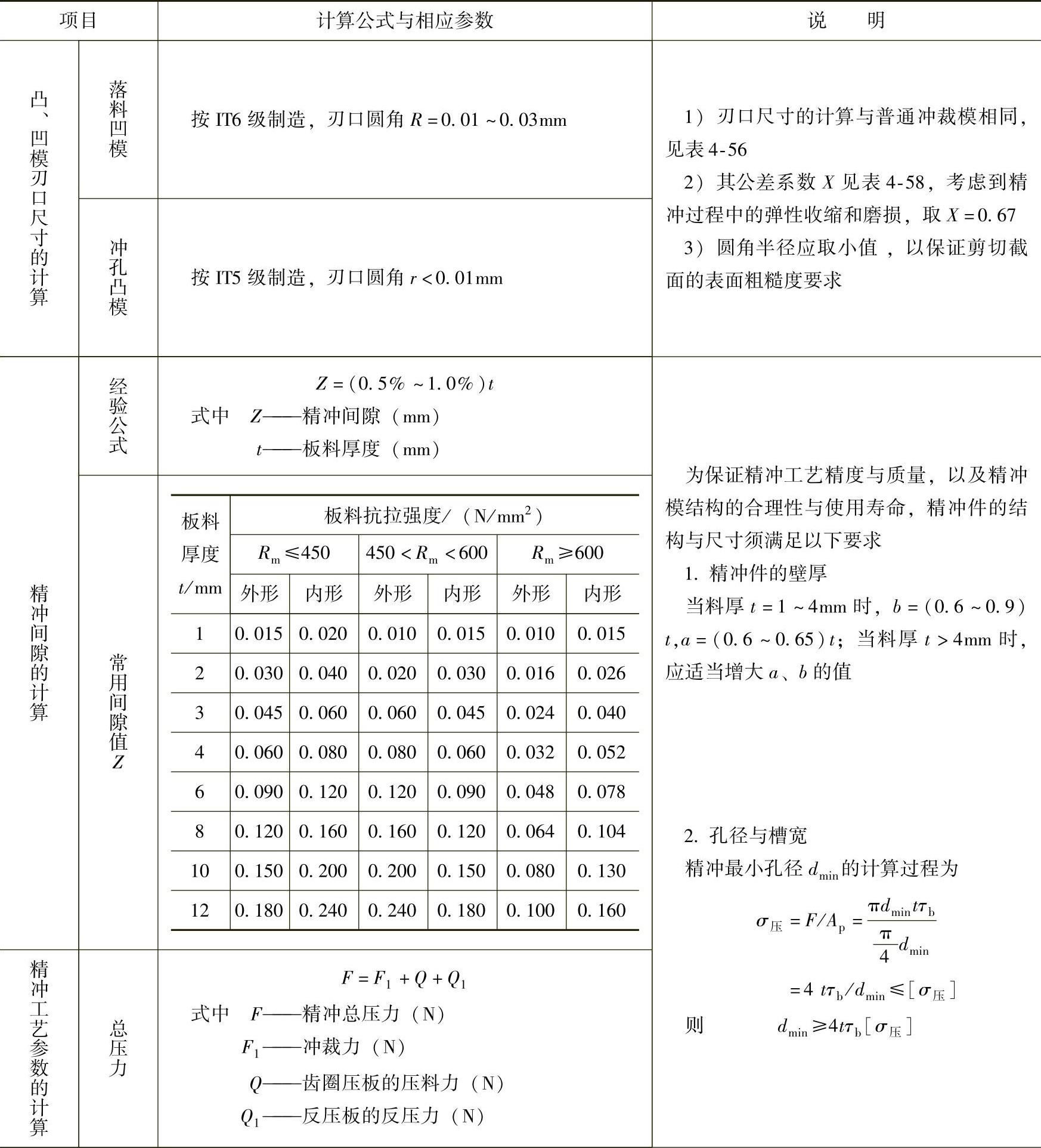
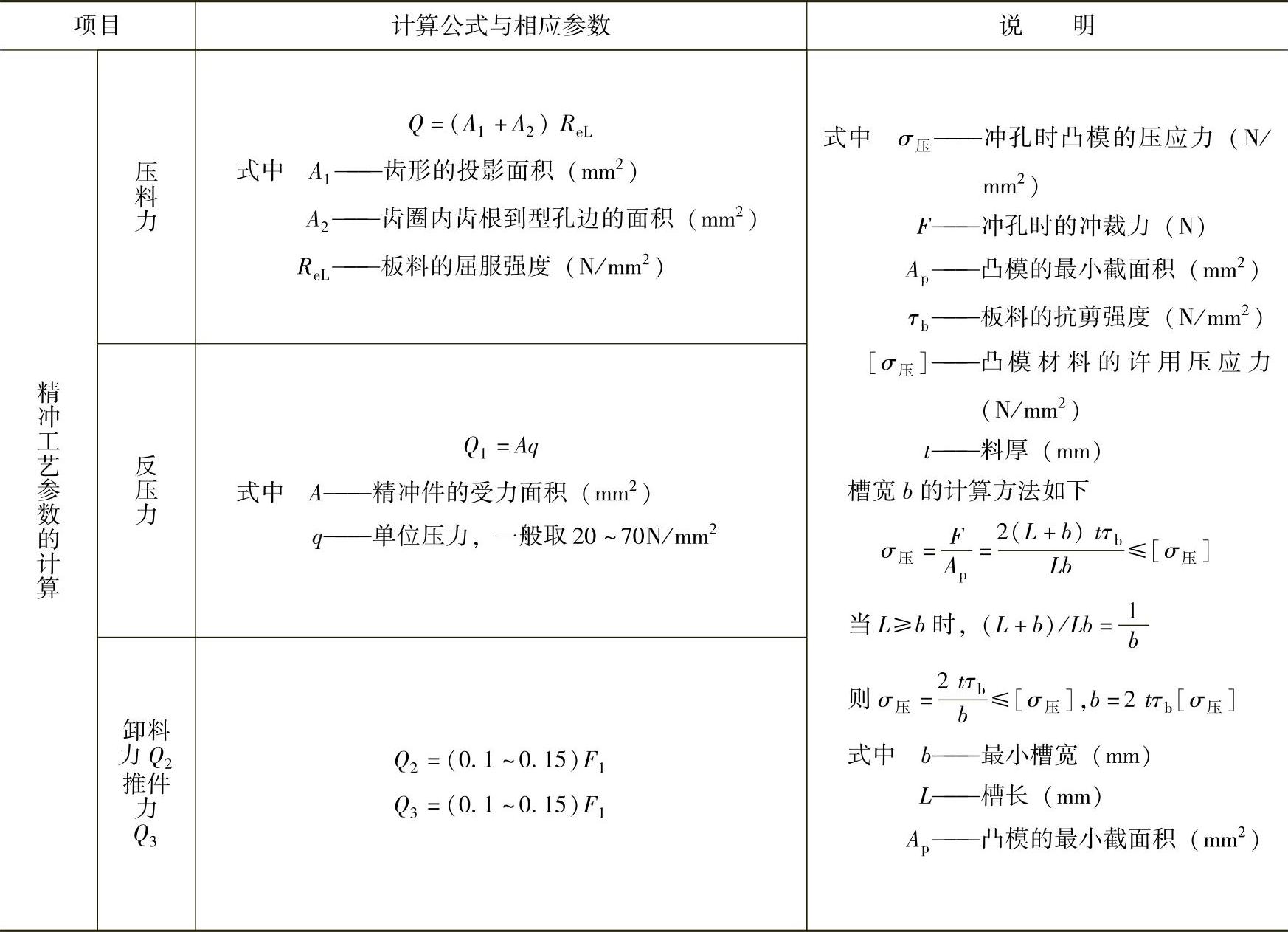
根据精冲件的形状、尺寸精度与质量要求、材料性能和结构工艺性要求,在合理设计精冲模结构的基础上,正确地计算和设定精冲模的结构参数和精冲工艺参数,才能保证精冲工艺精度和质量。精冲模的结构参数与精冲工艺参数见表4-112。
表4-112 精冲模的结构参数与精冲工艺参数
(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。