



按形状分,有对称性拉深件(带凸缘或不带凸缘的圆筒、方筒形,阶梯形、锥形或半球形等)和形状复杂的不对称性拉深件两类。对称性拉深件用拉深模的结构简单,易于拉深成形;不对称性拉深件,因其拉深时受力不平衡,所以不易成形。因此,应力求将两件或多件合并同时拉深成形,然后剖切开,以使拉深件具有良好的工艺性。其中,根据拉深件的过渡圆角确定的凸、凹模圆角半径,是决定拉深成形的难易程度的关键因素之一。
实践证明,当凸、凹模的圆角半径Rt、Ra取较大值时,可以降低拉深系数,有利于一次性拉深成形,从而保证拉深件的尺寸精度和质量,且有利于降低生产资料消耗。但是,若凸、凹模圆角半径过大,则会降低压边圈的作用,引起拉深件的“起皱”。
(1)拉深凹模圆角半径 根据试验和经验积累,首次拉深的凹模圆角半径可采用表4-72中的数据。
表4-72 首次拉深的凹模圆角半径

以后多次拉深用拉深模的凹模圆角半径应依次减小,一般为前一次拉深凹模圆角半径的60%~80%,即
Rn=(0.6~0.8)Rn-1
(2)拉深凸模圆角半径 凸模的圆角半径Rt应与凹模圆角半径Ra相同;但最后一次拉深工序的Rt,则须与拉深件的过渡圆角半径相同,且应大于板料厚度。若小于料厚,则须增加整形工序。
同时,Rt、Ra还与凸、凹模间隙Z有关,如图4-26所示。
若拉深件要求标注内径,则应以凸模为设计基准,因凸模磨损后将减小,所以其Ra、Rt为
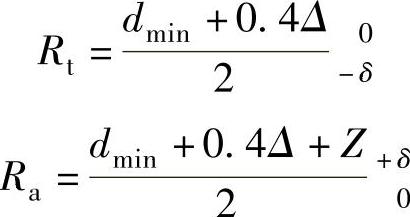
 (https://www.xing528.com)
(https://www.xing528.com)
图4-26 矩形件凸、凹模间隙
a)拉深件要求外径 b)拉深件要求内径
若拉深件标注外径,则应以凹模为设计基准,因凹模磨损后将增大,所以其Ra、Rt为
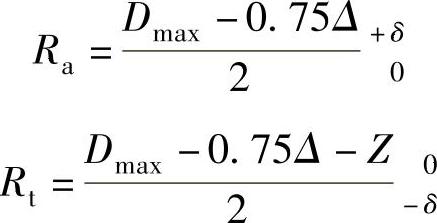
式中 D、d——拉深件外形、内形的公称尺寸(mm);
Δ——拉深件的制造公差(mm);
δ——凸、凹模的制造公差,当拉深件的尺寸公差等级高于IT13时,δ取IT6~IT8,当拉深件的公差等级低于IT14时,δ取IT10,其值见表4-73。
表4-73 圆筒件凸、凹模的制造公差δ(单位:mm)

注:表中的δa、δt分别为凹模和凸模直径的制造公差。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。