



冲裁成形的主要工艺参数包括冲裁力、卸料力、推件力和顶出力。
1.冲裁力的计算
冲裁力(F)即冲裁时板材对凸模的最大抗剪力,其大小取决于板材的厚度、力学性能与物理性能,以及冲件被冲裁分离的轮廓长度等。采用平刃凸、凹模冲裁时,其冲裁力的计算公式为
F=Ltτb
式中 F——冲裁力(N);
L——冲件被冲裁分离轮廓的长度(mm);
t——板材的厚度(mm);
τb——板材的抗剪强度(MPa)。
由于凸、凹模的磨损,冲裁间隙的变化,板材性能及其厚度偏差,以及冲件大小等因素,实际所需的冲裁力应增加30%~50%,即
F=(1.3~1.5)Ltτb
注:若采用斜刃口冲裁或板材加热后冲裁,则冲裁力将大幅度降低。
2.卸料力、推件力和顶出力的计算
冲裁过程中,由于板材的弹性变形及摩擦力的作用,冲件与板材分离后,带孔件将紧箍在凸模上,从凸模上推下冲件的力称为卸料力(F卸);落料件将卡在凹模内,将其从凹模孔中顺冲裁方向推出的力称为推件力(F推),逆冲裁方向顶出的力称为顶出力(F顶),如图4-18所示。
由于F卸、F推和F顶与冲件形状、大小、性能、料厚、冲裁间隙及润滑状态等有关,因此常采用经验公式计算,即
F卸=K卸F
F推=K推F
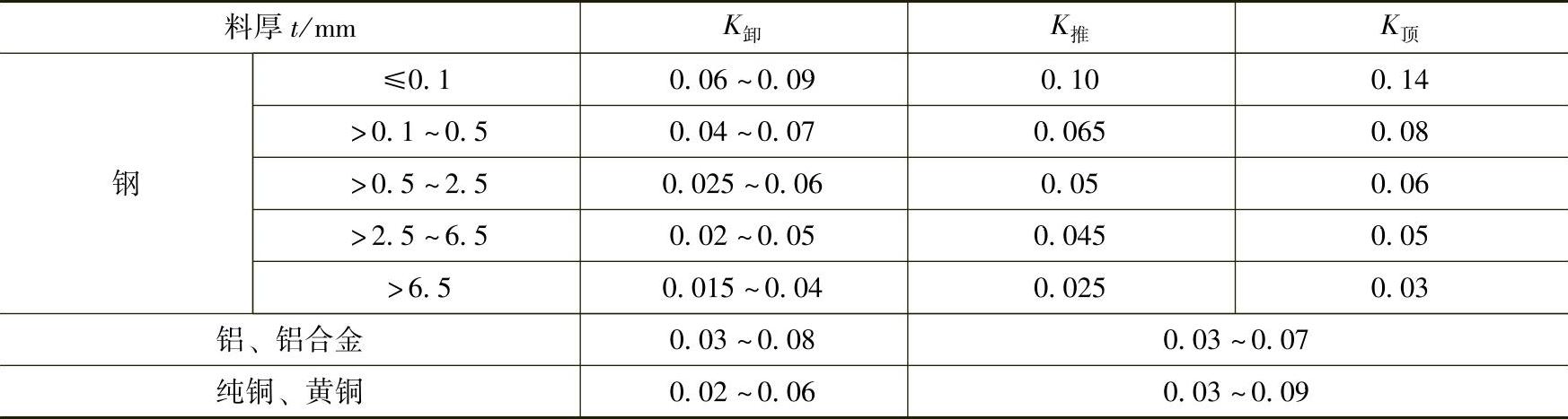
F顶=K顶F式中K卸、K推、K顶——相关系数,见表4-56。
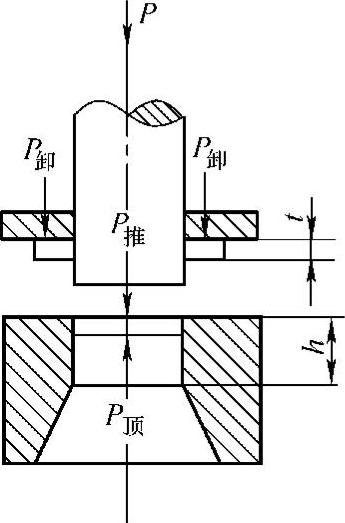
图4-18 卸料力、推件力与顶出力
表4-56 K卸、K推与K顶值
 (https://www.xing528.com)
(https://www.xing528.com)
注:在冲多孔、大搭边和冲件轮廓复杂时,卸料力系数K卸取上限值;冲裁间隙取最大值时,其系数则取较小值。
3.总冲裁力的计算
总冲裁力(F总)是选择压力机规格的重要依据,其计算公式如下:
弹性上出料时F总=F+F顶+F卸
弹性下出料时F总=F+F推+F卸
刚性上出料时F总=F+F卸
刚性下出料时F总=F+F推
4.计算实例(图4-17)
(1)冲裁力的计算 为降低冲裁力,常将多凸模分成两层:一层为小孔层(4×ϕ5mm),另一层为大孔(3×ϕ18.34mm)和长孔(25mm×R5mm)层,作阶梯安排。其料厚t为2mm,则各层的冲裁力分别为:
小孔层的冲裁力(F1)
F1=L1tτb=4×π×5mm×2mm×380MPa≈47.7×103 N
大孔与长孔层的冲裁力(F2)
F2=L2tτb=[(π×5+2×25)mm+(3×π×18.34)mm]×2mm×380MPa×2mm×380MPa≈181×103N
则总冲裁力为F=F1+F2=(47.7×103+181×103)N=228.7×103N
由于F2>F1,故按(1.3~1.5)F2选择压力机的冲裁力。
(2)卸料力和推件力的计算
查表3-10,取K卸=K推=0.05,
F卸K卸F=0.05×228.7×103N=11.435×103N

式中h——刃口高度,设为6mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。