



理论上,压力中心是指在不计冲模重力的情况下冲裁力合力的中心。压力中心应与压力机滑块的中心线重合,否则会使压力机滑块承受偏心载荷,而导致以下两方面的缺陷:
1)上模歪斜,使冲裁间隙不均匀。
2)压力机滑块与导轨、冲模的导向副产生不正常磨损,降低压力机与冲模的寿命。
可见,压力中心是安装和使用冲模过程中,影响冲模和冲件精度与质量的重要结构参数。
1.冲裁力合力中心的计算
1)对称冲件的冲裁力中心应为冲件轮廓的几何中心,如图4-15a、b所示。
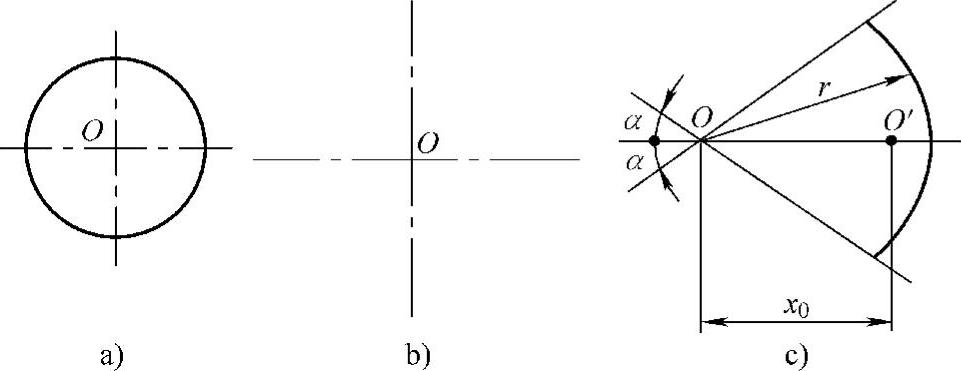
图4-15 对称冲件的冲裁力中心
2)等半径圆弧段的冲裁力中心应位于任意角2α的平分线上,且距离圆心为x0的O′点处,如图4-15c所示。
2.多凸模冲裁力合力的中心
多凸模冲裁力合力中心的设计与计算过程如下:
1)绘制冲件轮廓的图形,如图4-16所示。
2)选定并设置坐标轴xOy。
3)将轮廓线分为L1、L2、…、Ln基本段。由于冲裁力与L成正比,故L可反映冲裁力的大小。
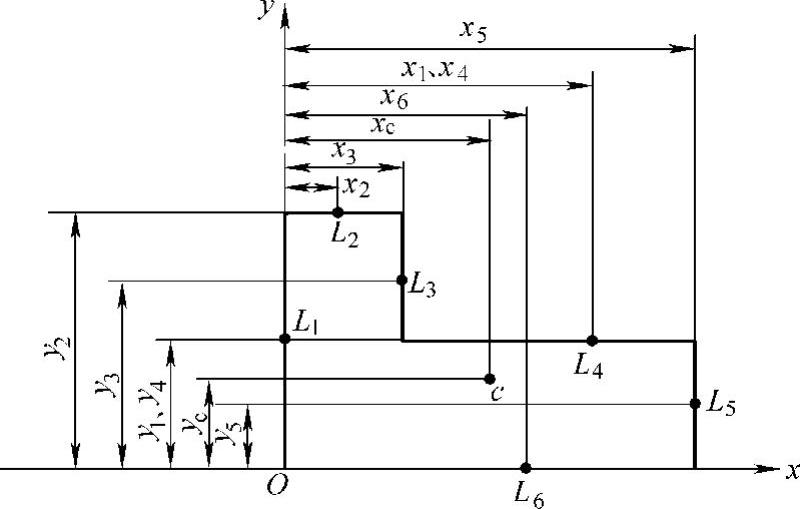
图4-16 冲件轮廓(https://www.xing528.com)
4)计算基本段重心的位置及其到y轴的距离x1、x2、…、xn和到x轴的距离y1、y2、…、yn。
5)根据各分力对坐标轴力矩之和等于其合力对相应坐标轴力矩的原理,计算冲裁力合力的中心C点到x轴与y轴的距离为
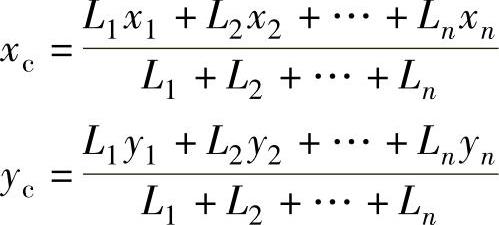
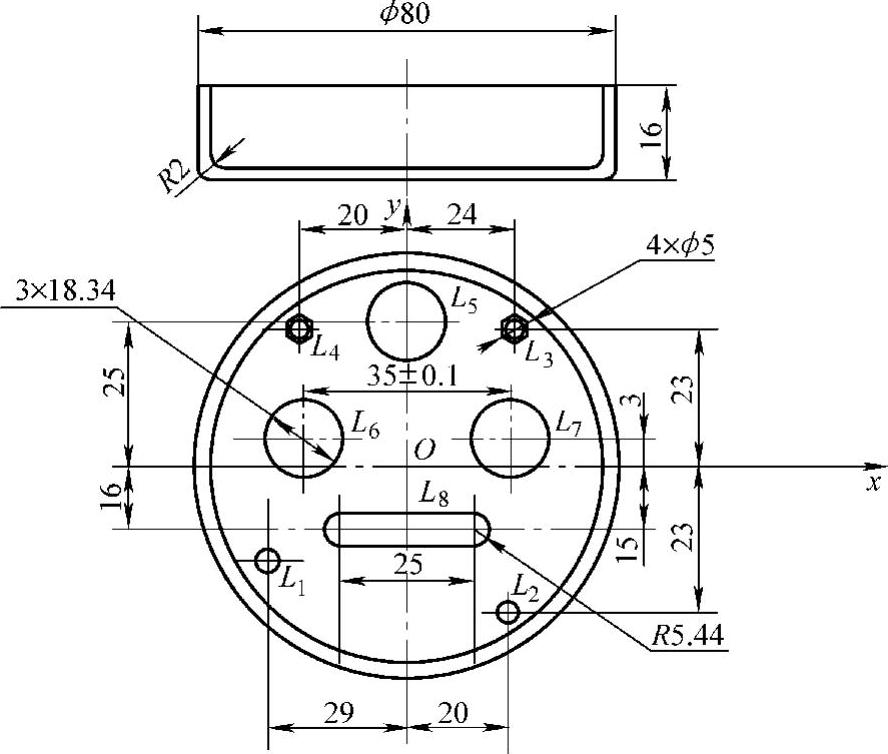
图4-17 带底孔拉深件
对于大型模具,当其上模较重时,须计算其重力重心,并使冲裁力合力的中心、上模的重力重心与压力机滑块中心线相重合。因此,进行冲模结构设计,特别是在设计具有矩形模座的级进冲模时,其零部件的安排与偏置,应力求使重量平衡、对称。
[例] 带底孔拉深件的材料为08钢,料厚2mm,大批量生产。要求设计冲拉深件底孔的多凸模冲孔模,冲件的形状、结构与尺寸如图4-17所示。
以冲件中心O为原点建立xOy坐标,分冲裁的基本段为L1、L2、…、L8,然后计算其长度与合力中心的坐标
L1=L2=L3=L4=π×5mm≈15.7mm
L5=L6=L7=π×18.34mm≈56.6mm
L8=π×10.88mm+50mm≈84.2mm
x1=-29;x2=20;x3=24;x4=-20;x5=0;x6=17.5;x7=-17.5;x8=0
y1=-16;y2=-23;y3=23;y4=23;y5=25;y6=y7=3;y8=-15
则
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。