



【摘要】:凸、凹模刃口尺寸须按下列原则进行计算与标注:图4-14 刃口几何参数1)冲孔件的尺寸取决于凸模尺寸,因此冲孔模的设计应以凸模为基准,间隙取在凹模上;落料件的尺寸取决于凹模尺寸,故落料模的设计应以凹模为基准,间隙取在凸模上。2)在冲裁过程中,凸、凹模将发生磨损。
1.刃口几何参数的设定与标注
在精密小间隙冲裁时,将凸模刃口修磨成具有一定的夹角α:当料厚t<3mm时,α<5°;当t=3~10mm时,α=5°~8°。刃磨高度h为:当t<3mm时,h=2t;当t=3~10mm时,h=(1~2)t。刃口圆角半径r=0.5~10mm,如图4-14所示。
为保证以上参数的合理性,可将冲裁力降低30%~65%,以保证冲件的尺寸精度,增大冲裁截面的光亮带高度,减小断裂带和毛刺高度。
凸、凹模刃口尺寸须按下列原则进行计算与标注:
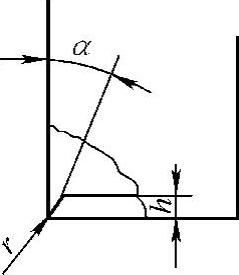
图4-14 刃口几何参数
1)冲孔件的尺寸取决于凸模尺寸,因此冲孔模的设计应以凸模为基准,间隙取在凹模上;落料件的尺寸取决于凹模尺寸,故落料模的设计应以凹模为基准,间隙取在凸模上。
2)在冲裁过程中,凸、凹模将发生磨损。因此,在因磨损而使刃口尺寸增大时,应取冲件相应尺寸范围内较小值作为其公称尺寸;反之,则取较大值。
3)为保证冲件的尺寸精度,冲模的尺寸公差等级应比冲件高3~4级。
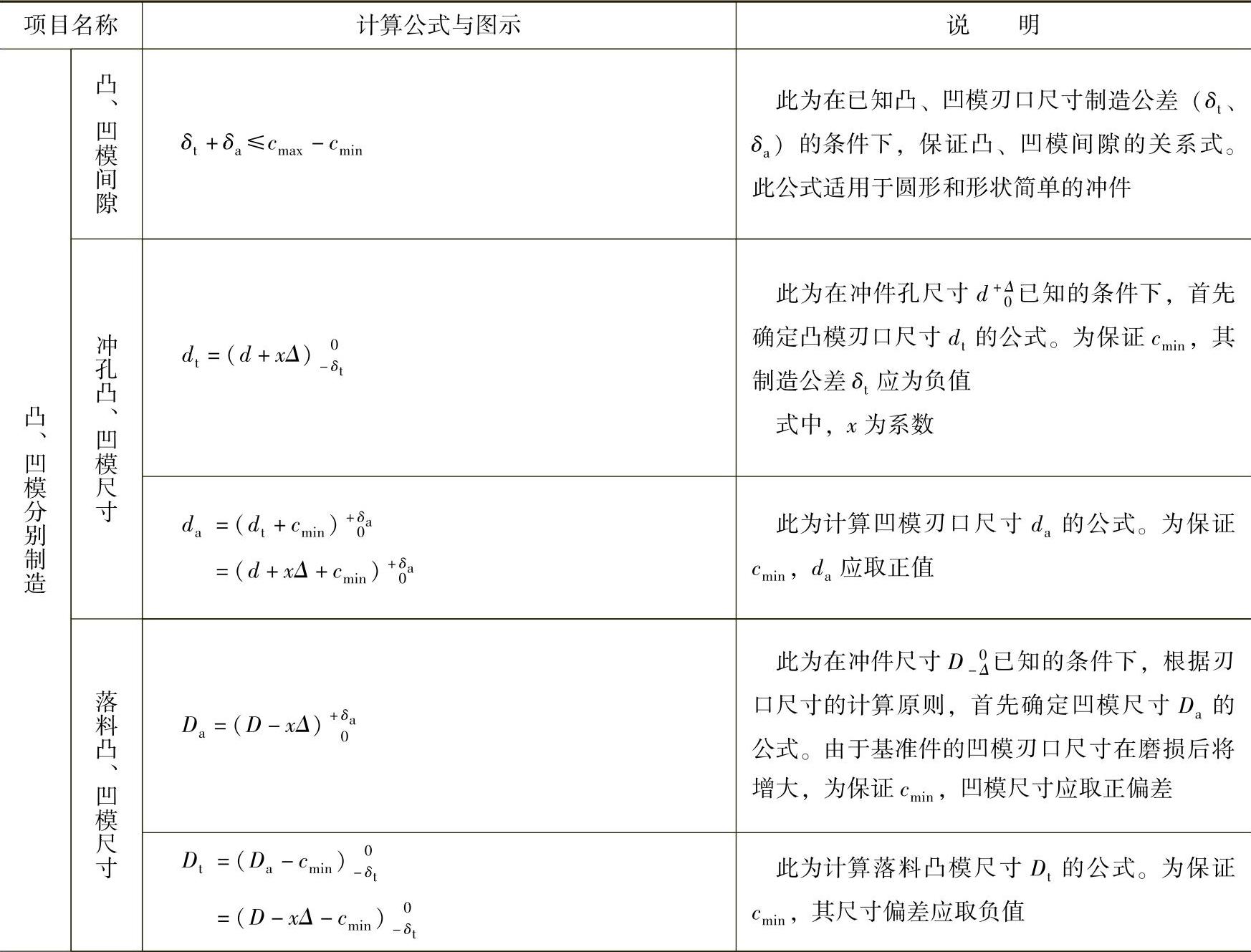
2.冲裁模凸、凹模刃口尺寸的计算(见表4-53)(https://www.xing528.com)
表4-53 冲裁模凸、凹模刃口尺寸的计算
(续)

3.凸、凹模的制造公差及系数(见表4-54和表4-55)
表4-54 圆形、方形凸、凹的制造公差

表4-55 系数x值

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。