



冲模除模架及其构件外,还有工件零件与一般零件之分。其中,一般零件包括支承件(包括凸、凹模固定板和垫板等)、弹力件(包括弹簧、聚氨酯橡胶等)、功能件(即依赖弹力及压力机提供的推力进行压料、卸料和顶料的零件)、合件及定位、导向和紧固件。一般零件虽具有辅助性,但都是构成冲模所不可缺的零件,都应精心设计与制造。
1.一般零件的技术要求
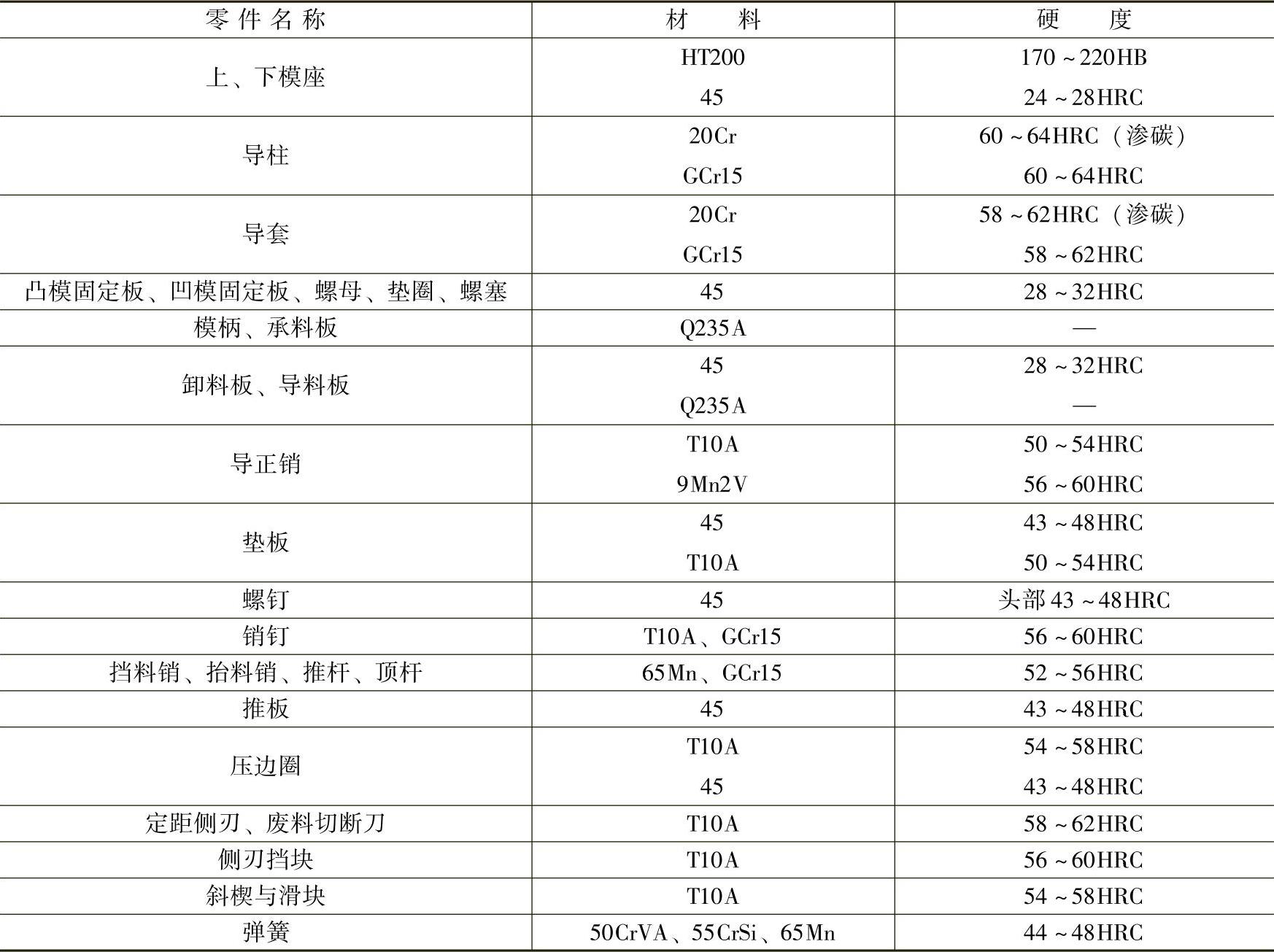
一般零件的材料及热处理工艺须满足设计要求,符合冲模技术条件相关标准的规定,见表4-32。
表4-32 冲模一般零件的技术要求
冲模一般零件的技术条件应遵循JB/T 7653—2008的规定,其内容可见表4-33~表4-35。
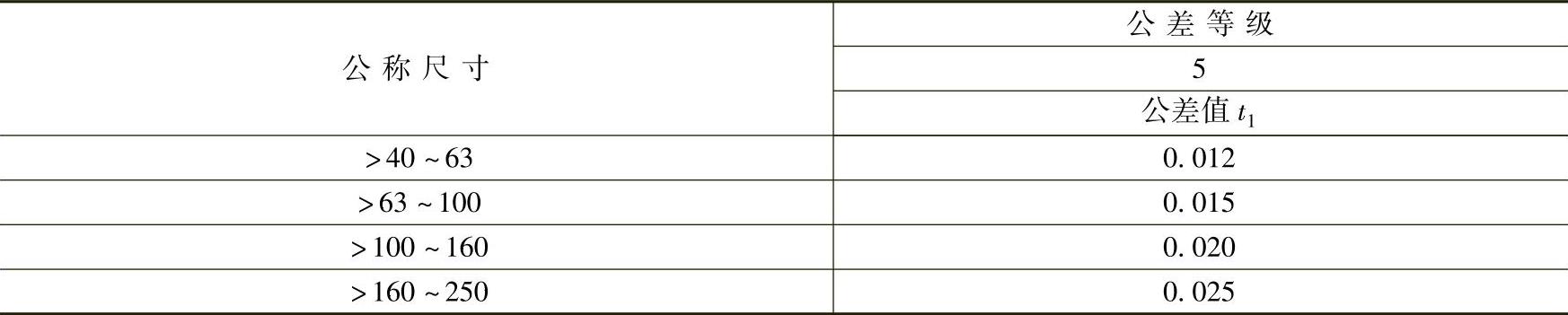
表4-33 所有模座、凹模板、固定板、垫板等零件的平行度(单位:mm)

注:公称尺寸是指被测表面的最大长度尺寸或最大宽度尺寸。
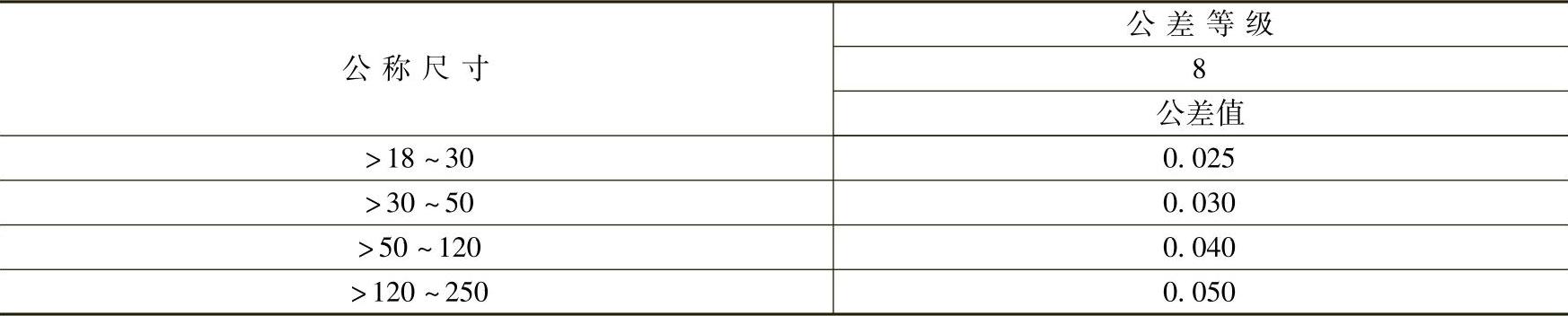
表4-34 凹模板、固定板等零件的垂直度(单位:mm)
注:1.公称尺寸是指被测零件的短边长度。
2.垂直度公差是指短边对长边垂直度误差的最大允许值。
3.公差等级按GB/T 1184。
表4-35 圆柱形件的圆跳动(单位:mm)
注:公称尺寸是指圆柱形件上标注的被测部位的最大尺寸。(https://www.xing528.com)
2.工作零件的技术要求与冲模使用寿命
根据冲件的形状及结构要素,工作零件(凸模与凹模)应符合以下技术条件:
1)满足使用所要求的刃口尺寸精度与表面质量。
2)具有足够的刚度,以具有很高的抗冲击、抗振动性能。
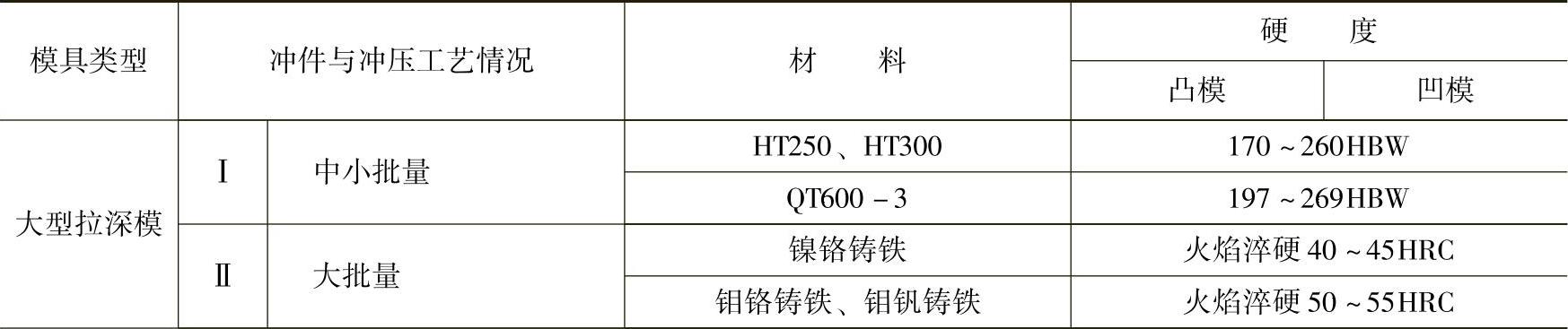
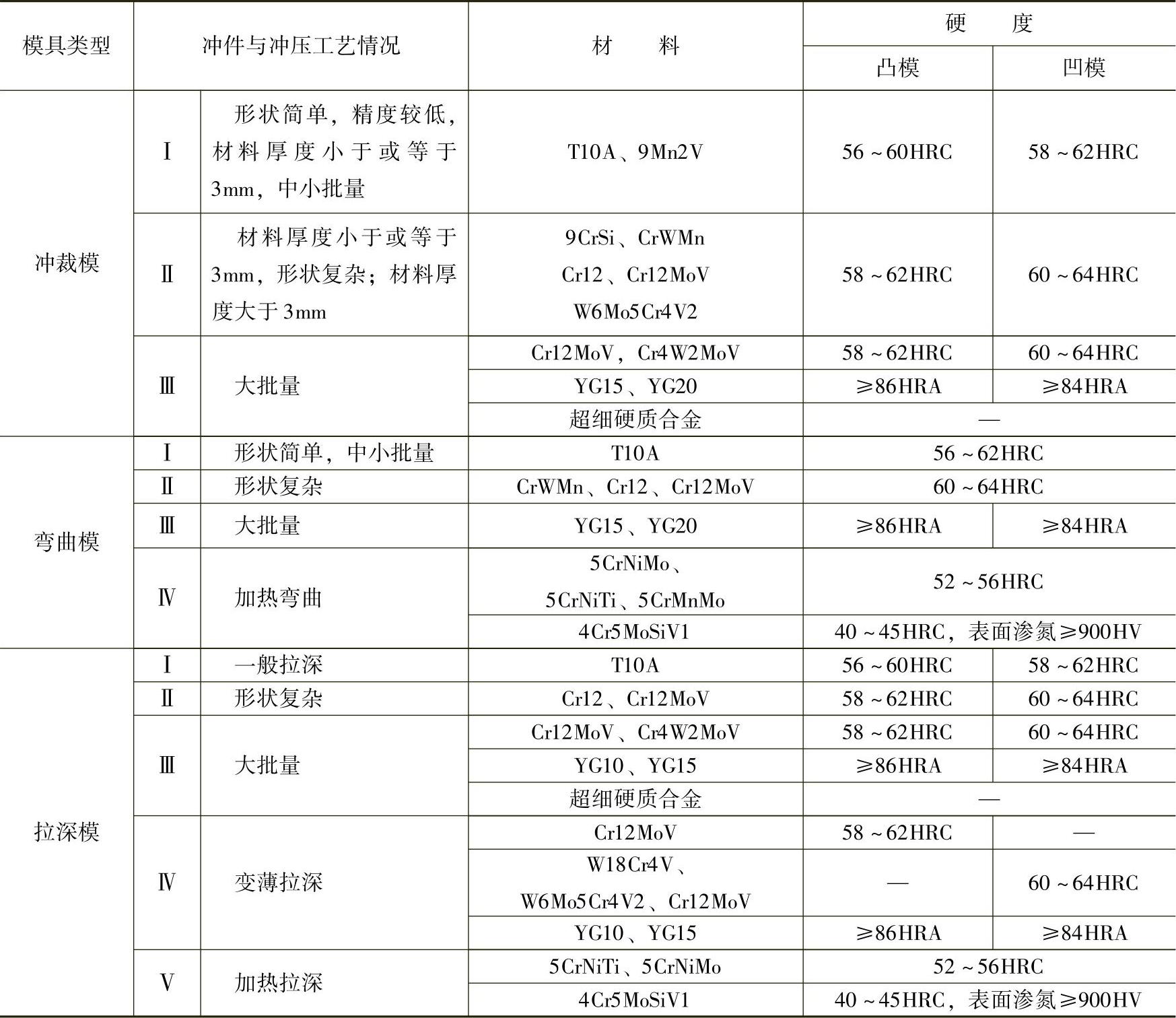
3)具有足够的强度和耐磨损性能。冲模工作零件的设计与制造应符合GB/T 14662—2006的规定,其内容见表4-36。
表4-36 冲模工作零件的常用材料与热处理要求
(续)
凸模和凹模在选用表4-36中的材料制造并达到热处理要求后,用于冲裁模时应达到的首次刃磨寿命和总寿命见表4-37。
表4-37 冲裁模的寿命
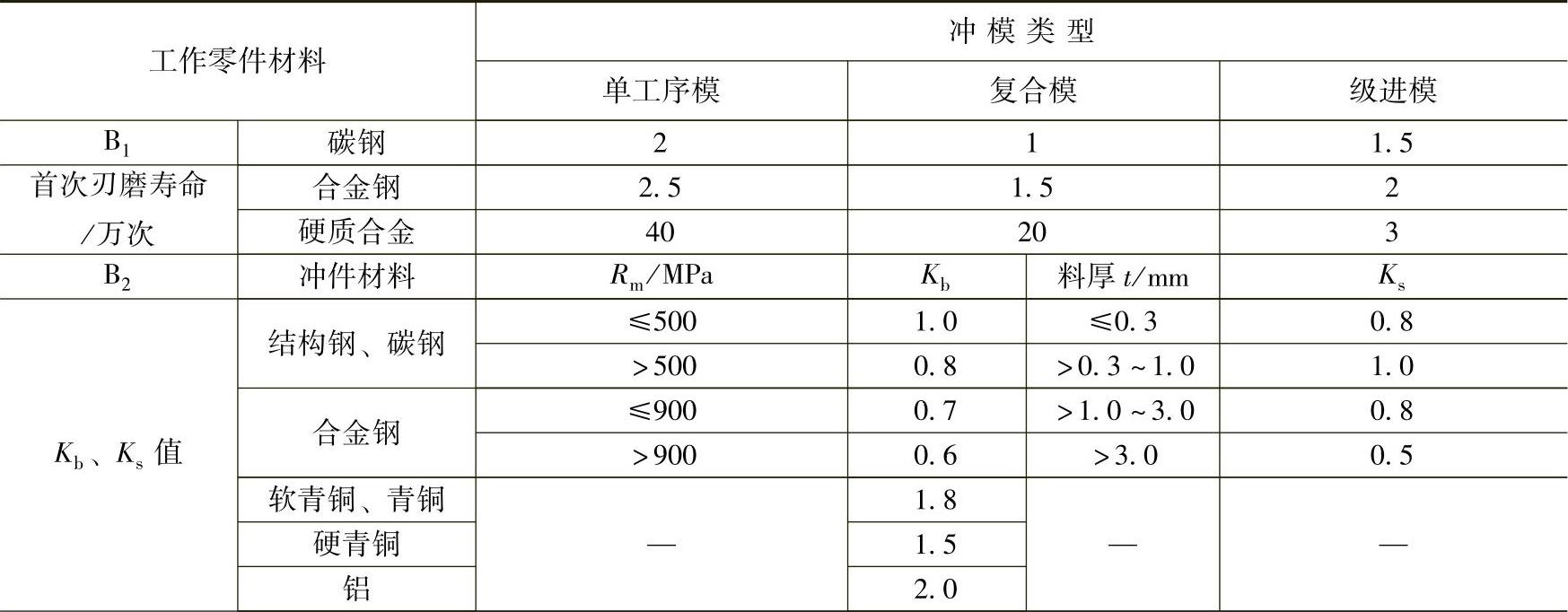
(续)

注:1.表中B1栏所列寿命的条件为t=1mm,材料的抗拉强度Rm=500MPa。
2.当条件不同时,首次刃磨寿命数值为B2栏中Kb、Ks与B1栏中寿命的乘积。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。