



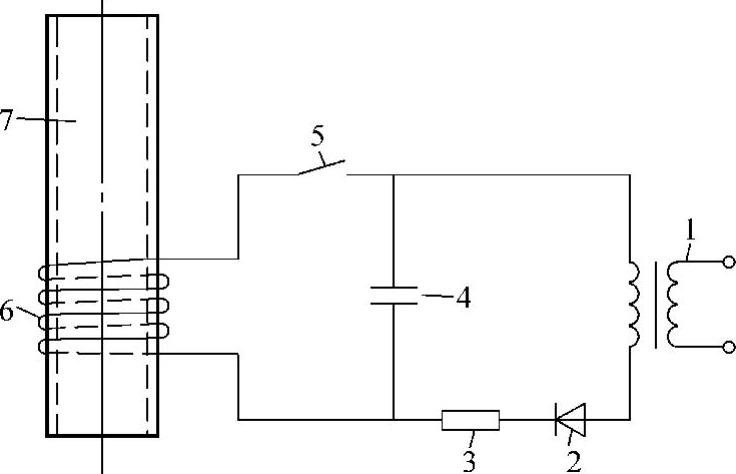
图3-247 电磁成形原理
1—升压变压器 2—整流器 3—限流电阻 4—电容器 5—开关 6—成形线圈 7—毛坯
电磁成形工作原理如图3-247所示。由升压变压器1和整流器2组成的高压直流电源向电容器充电。当放电回路中开关5闭合时,电容器所储存的电荷在放电回路中形成很强的脉冲电流。由于放电回路中的阻抗很小,在成形线圈6中的脉冲电流在极短的时间内(10~20ms)迅速地增长和衰减,并在其周围的空间中形成了一个强大的变化磁场。毛坯7放置在成形线圈内部,在这强大的变化磁场作用下,毛坯内部产生了感应电流。毛坯内部感应电流所形成的磁场和成形线圈所形成的磁场相互作用,使毛坯在磁力的作用下产生塑性变形,并以很大的运动速度贴紧模具。图3-247所示成形线圈放置在毛坯外,是管子缩颈成形(图3-247中模具未画出)。如成形线圈放置在毛坯内部,则可以完成胀形。假如采用平面螺旋线圈,也可以完成平板毛坯的拉深成形,如图3-248所示。
电磁成形的加工能力取决于充电电压和电容器容量,电磁成形时常用的充电电压为5~10kV,充电能量为5~20kJ。
电磁成形不但能提高材料的塑性和成形零件的尺寸精度,而且模具结构简单,生产率高,设备调整方便,可以对能量进行准确的控制,成形过程稳定,容易实现机械化和自动化,并可和普通的加工设备组成生产流水线。由于电磁成形是通过磁场作用力来进行的,所以加工时没有机械摩擦,工件可以在电磁成形前预先进行电镀、喷漆等工序。(https://www.xing528.com)
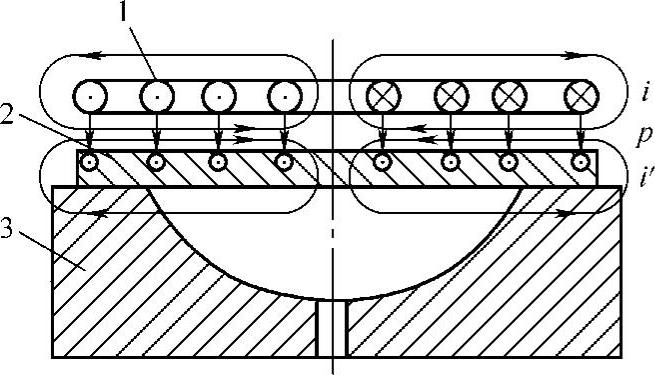
图3-248 电磁拉深成形原理
1—成形线圈 2—平板毛坯 3—凹模
电磁成形加工的材料,应具有良好的导电性,如铝、铜、低碳钢、不锈钢等,对于导电性差或不导电材料,可以在工件表面涂覆一层导电性能好的材料或放置由薄铝板制成的驱动片来带动毛坯成形。
电磁成形的加工能力受到设备的限制,只能用来加工厚度不大的小型零件。由于加工成本较高,电磁成形法主要用于普通冲压方法不易加工的零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。