



充液成形是利用液体压力使工件成形的一种塑性加工工艺。根据使用坯料形式的不同,可分为板材充液成形、壳体充液成形和管材/型材充液成形等类型。板材和壳体充液成形使用的成形压力一般较低,而管坯/型材充液成形使用的压力较高,一般要达到几百甚至上千兆帕,故也称为内高压成形。
根据流体的作用方式不同,可以将板材充液成形分为主动式充液成形和被动式充液成形两种方式。
主动式充液成形也叫充液拉深,即板料放置在凹模上表面以后,合模压边并注入流体,以成形板料,成形中板料法兰被拉入凹模,如图3-239和图3-240所示。
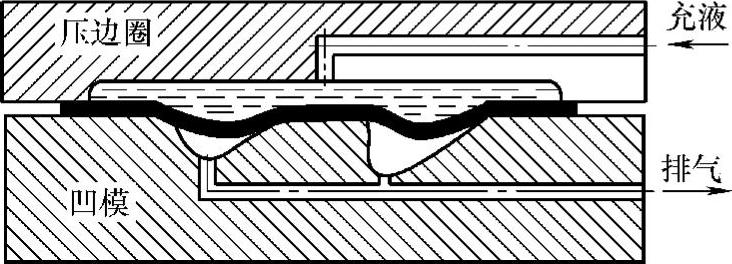
图3-239 主动式充液成形

图3-240 主动式充液成形过程
图3-241所示为主动式充液成形的基本工艺装置。其采用流体作为凸模来进行成形,同时板料的法兰也被拉进凹模中。这是一种半模成形方法,仅仅有凹模,一般情况下,凹模上表面安装有密封圈,以阻止流体的外流。成形的压力要求根据零件的形状、材料性能、成形条件及变形特点诸因素的不同而差异很大。一般来说,初始成形压力在5~30MPa,但最后的整形压力与最小圆角半径、板厚以及材料性能等有关。
被动式充液成形即在凹模兼液压室的型腔内充满液体,利用凸模将板料压入凹模,在反向液压作用下使板料拉深成形的方法,如图3-242和图3-243所示。

图3-241 主动式充液成形装置
 (https://www.xing528.com)
(https://www.xing528.com)
图3-242 充液拉深
与普通拉深成形装置不同,充液拉深的基本工艺装置增加了液压室及调节、控制液压室内液体压力的液压控制系统,如图3-244所示。液压室液体的压力变化因零件形状、材料性能、成形条件及变形特点等因素的不同而差异很大。一般来说,对于铝及铝合金板材成形,液压室液体压力为10~30MPa,低碳钢板为40~60MPa,不锈钢甚至达到70~100MPa。
对于充液成形来说,最后的成形压力可以按照以下经验公式进行计算,即
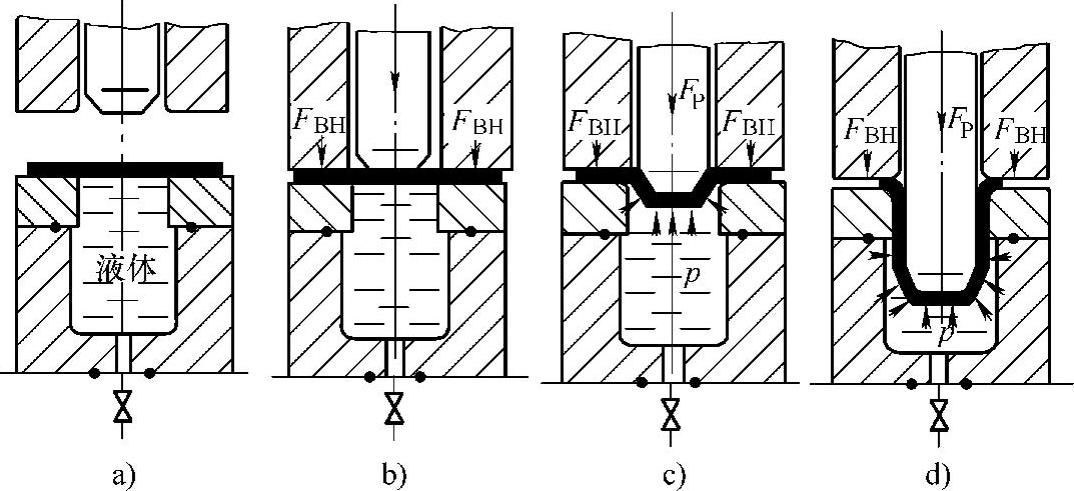
图3-243 充液拉深成形过程

式中 q——流体压力(MPa);
Rm——材料抗拉强度(MPa);
t——材料厚度(mm);
r——成形曲面的曲率半径(mm)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。