



旋压是一种特殊的成形工艺,它是将板料或空心毛坯固定在可旋转的模具上,在毛坯随同主轴转动的同时,用擀棒加压于毛坯,使其逐渐紧贴于模具,从而获得所要求的旋转体件的金属成形方法。在旋压过程中,只改变毛坯的形状,直径增大或减小,而零件厚度保持不变或者只有少许变化的旋压工艺称为普通旋压。在旋压过程中,不仅改变了毛坯的形状,而且明显减薄零件壁厚的旋压工艺称为变薄旋压,又称为强力旋压。旋压成形方法能加工各种形状复杂的旋转体制件,从而可替代这些制件的拉深、翻边、缩口和胀形等工序。旋压所用的设备和工具比较简单,旋压机床还可用卧式车床改装,当生产量少、制件精度要求不高时,还可采用硬木胎模代替金属模具。随着航空和导弹生产的发展,在普通旋压的基础上又发展了强力旋压,目前,旋压技术在大型火箭壳体、石化行业大型封头制造等领域得到广泛应用,节省了大型模具,缩短了生产周期,取代了传统的热压和拼焊工艺。

图3-228 带凸缘筒形 件的整形
1.普通旋压
(1)变形特点 普通旋压的基本方式主要有拉深旋压(拉旋)、缩径旋压(缩旋)和扩径旋压(扩旋)三种。拉深旋压是指用旋压的方法生产拉深件,也就是由平板毛坯通过普通旋压的方法生产空心零件(见图3-229)。在旋压过程中,擀棒与毛坯之间基本上为点接触,毛坯在擀棒的作用下,一方面是材料的局部凹陷而产生的塑性流动,另一方面是材料沿旋压力的方向倒伏。前一种现象为成形所必需,因为只有使毛坯局部塑性流动、螺旋式地由底向外发展,才有可能引起毛坯的切向收缩和径向延伸,使平面毛坯经多次塑性变形而最终得到和模具一致的零件外形。倒伏则会使毛坯产生折皱、振动,当转速增加到一定值后,倒伏过程来不及完成,毛坯可以稳定地成形。但是,转速过高,容易使材料过分变薄而发生破裂。由于旋压成形在任意瞬间是毛坯的局部点变形,它主要依靠连续的局部变形逐步形成大的变形,因此,可用较小的力来加工大尺寸的制件。目前,拉深旋压是普通旋压中最主要和应用最广泛的旋压方法。

图3-229 旋压成形过程简图
普通旋压除拉深旋压外,还有将回转体空心件或管状毛坯进行径向局部旋转压缩,以减小其直径尺寸的缩径旋压(见图3-230b);使毛坯进行局部(中部或端部)直径尺寸增大的扩径旋压(见图3-230c)。结合其他辅助成形工序,旋压可以完成旋转体零件的拉深、缩口、胀形、翻边、卷边、压筋等不同工序。该工艺的优点是应用比较灵活,能用最简单的设备和模具制造出形状复杂的零件,生产周期短;缺点是如果用手工操作,劳动强度大,技术水平要求高,质量不够稳定,适用于小批制造有凸起及凹进形状的空心回转体零件。图3-230所示为各种旋压成形方法。
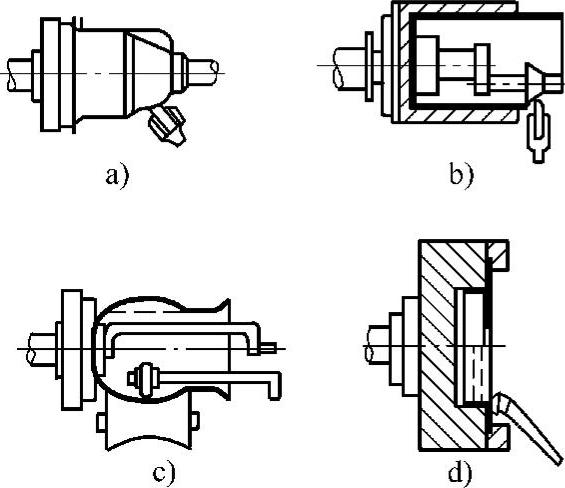
图3-230 各种旋压成形方法
a)拉深 b)缩径 c)扩径 d)翻边
(2)旋压系数 旋压时的变形程度不宜太大,以免板料出现失稳而起皱或变形超过材料的抗拉强度而破裂,旋压的变形程度以旋压系数m表示,即

式中 dmin——制件直径,制件为锥形件时,d取圆锥的最小直径;
D——坯料直径。
圆筒件及圆锥件的极限旋压系数见表3-74,当相对厚度(t/D)×100=0.5时取较大值,(t/D)×100=2.5时取较小值。当旋压的变形程度较大时,如果要求的零件不可能在一道工序中完成,旋压应以连续的几道工序在不同的模具上进行多次旋压,最好以圆锥形状过渡,且每次圆锥形状模具的最小直径应尽量相同(见图3-231)。
由于旋压过程材料的硬化程度比拉深成形时要大得多,因此,进行多次旋压成形时必须增加中间退火工序。拉深旋压的毛坯直径可按冲压时的公式进行计算,由于旋压时金属厚度会减薄,引起表面积增加,有时表面积比初始毛坯增大20%~30%,旋压浅形件时表面积变化较小,因此,实际上毛坯直径可取理论计算值的93%~95%。拉深旋压时的进给量通常取0.25~1.0mm/r,也可增大到2.0~4.0mm/r,它与操作者的技术熟练程度有关。另外,由于旋压时工具与毛坯产生很大的摩擦,因此,必须施以适当的高粘度润滑剂。对于表面要求高的产品,可以使用非金属涂层作为润滑剂。

图3-231 多道工序的旋压
表3-74 极限旋压系数

(3)旋压工艺设计 旋压件质量问题(即坯料皱折、振动和旋裂)与操作控制擀棒有很大关系。如果操作不当,就会导致上述缺陷。因此,合理选择旋压中的操作参数是旋压工艺设计的主要问题。操作参数包括主轴转速、擀棒压力和速度、擀棒的过渡形状及操作动作等。
旋压时合理选择旋压机主轴的转速是很重要的。旋压机主轴转速过低,坯料边缘易起皱,增加成形阻力,甚至导致工件的破裂;旋压机主轴转速过高,材料变薄严重。旋压机主轴转速大小与材料的种类及性能、板厚、模具几何尺寸均有关。坯料直径较大、厚度较小时,旋压机主轴转速可取较小值,反之取较大值。不同材料旋压成形时的旋压机主轴转速见表3-75,表3-76所列为不同厚度铝合金旋压成形时的旋转机主轴转速。
表3-75 不同材料旋压成形时的主轴转速

表3-76 不同条件下旋压成形时的主轴转速(铝合金)

旋压模具取决于制件的形状和尺寸,擀棒和旋轮也是重要的工作部件,图3-232所示为旋压机上使用的各种擀棒和旋轮形状。旋压件的表面一般会留有擀棒的痕迹,其表面粗糙度Ra值约为3.2~1.6μm,如果表面质量有较高的要求,在旋压结束之后,零件外表面可用刮刀刮去一层薄薄的屑片(0.02~0.05mm)。
目前,旋压工艺正在向着自动化的方向发展,已生产出带数字程序控制系统的自动旋压机。由于采用自动控制技术,旋压生产过程零件质量稳定,旋压工艺的应用范围更加扩大,它能得到与切削加工相近的尺寸精度,表面质量和研磨工艺接近。同时,采用旋压工艺又可节约原材料和工具费用,不需要高的操作技术,并缩短了加工时间,特别适于加工飞机和发动机的零件,对于形状复杂的零件,大量生产也是经济的。

图3-232 普通旋压时各种擀棒和旋轮的形状
a)擀棒 b)旋轮
自动旋压能加工的材料除钢、铜、铝外,钛、锆、钨、钼等皆可加工,焊接结构的零件也可加工,并能改善零件的性能。
在普通旋压中,旋压芯模所用材料多为硬木、锌、铝、铸铁和钢等,当大量生产和旋压较小零件时建议用合金工具钢、高速工具钢制造旋压芯模。由于在旋压过程中滚轮承受极大的压力,同时还需要高的耐磨性,因此,多用合金工具钢或含钒的高速工具钢制造,并淬火到非常高的硬度和抛光成镜面状态。
2.变薄旋压
(1)变形特点 坯料的厚度在旋压过程中被强制变薄的旋压即为变薄旋压,也称为强力旋压。变薄旋压主要用于加工形状复杂的大型薄壁旋转零件,加工质量比普通旋压好。根据旋压件的类型和变形机理的差异,变薄旋压可分为锥形件变薄旋压(剪切旋压)和筒形件的变薄旋压(挤出旋压)两种。前者用于加工锥形、抛物线形和半球形等异形件,后者则用于筒形件和管形件的加工。
变薄旋压的成形过程如图3-233所示。旋轮通过机械或液压传动,沿模板的一定轨迹移动,旋轮与芯模之间保持着变薄规律所规定的间隙,在坯料施加的压力高达2500~3500MPa,坯料在旋轮压力驱赶作用下,按芯模形状逐渐成形,此时材料的厚度被压扁而变薄,以补偿轴向的延展变形,材料的应力状态是轴向和厚度方向受压。异形件变薄旋压的理想变形是纯剪切变形。只有这种变形状态才能获得最佳的金属流动,此时,毛坯在旋压过程中只有轴向的剪切滑移而无其他任何变形。因此,旋压前后工件的直径和轴向厚度不变。从工件的纵断面上看,其变形过程犹如按一定母线形状推动一叠扑克牌一样(见图3-234)。变薄旋压与普通旋压方法有很大的差别,一是成形过程中坯料的外径始终不变且凸缘各处均不产生收缩变形,不存在起皱的问题,所以变薄旋压可加工出直径和深度很大的零件;二是变形过程中制件的表面积增加是通过同一半径处的坯料变薄延伸来实现的,因而非常省料;三是变薄旋压的材料晶粒紧密细化,使得材料的组织性能提高,表面质量和成形精度都较好。

图3-233 变薄旋压示意图

图3-234 变薄旋压时的纯剪切变形
1—毛坯 2—旋压件(https://www.xing528.com)
(2)变形程度 对具有一定锥角和壁厚的锥形件进行变薄旋压时,根据纯剪切变形原理,可求出旋压时的最佳减薄率及合理的毛坯厚度。变薄旋压前后坯料厚度t0与制件厚度t之间的关系如图3-234所示,即
t=t0sinα (3-146)
式中 α——芯模半锥角。
材料的减薄率是变薄旋压时的一个重要工艺参数,它直接影响到旋压力的大小和旋压精度的高低。减薄率计算公式为

旋压时各种金属最小半锥角的试验数值见表3-77,旋压时各种金属的最大总减薄率见表3-78。实验表明:许多材料一次旋压中减薄率取值为30%~50%,可以保证零件达到较高的尺寸精度。
表3-77 最小半锥角的试验数值

表3-78 旋压最大总减薄率φ×100(无中间退火)

(3)旋压工艺设计 确定变薄旋压工艺常需要考虑以下主要参数:
1)旋压方向。旋压方向分为正旋和反旋,所谓正旋,是指材料的流动方向与旋轮的运动方向相同;而反旋时材料的流动方向与旋轮的运动方向相反,异形件、筒形件一般采用正旋,管形件一般采用反旋。
2)主轴转速。主轴转速对旋压过程影响不显著,但提高转速可提高生产率和零件表面质量。对于铝、黄铜和锌,最大转速约为1500r/min;对于钢来讲,主轴转速则为速度的35%~50%,。不锈钢板常取为120~300r/min。
3)进给量。进给量即芯模每转一周旋轮沿母线移动的距离,进给量对旋压过程影响较大。对于大多数体心立方晶格的金属,可取0.3~3mm/r。其他因素,如芯模与旋轮之间的间隙、旋压温度、旋轮的结构尺寸等,对旋压过程也有影响。
4)毛坯尺寸计算。根据图3-233及变薄旋压理想的纯剪切变形理论可知,锥形件变薄旋压时壁厚变化满足正弦规律[即式(3-146)]。该公式是由锥形件的变薄旋压推导出的,对其他异形件的变薄旋压厚度计算同样适用。因为任何异形件在沿其半径方向以很小间隔分段后,都可近似地把每段看做是锥形件的一部分,仅各段锥角大小不同而已。但是,复杂异形件在运用正弦规律时存在一定的误差,母线曲率半径越小,其壁厚变化越大,则误差也相应较大。根据变薄旋压的这一特点可知,在旋压异形零件时,如果使用等厚度的板料毛坯,则得到的零件不同位置厚度是不一致的(见图3-235)。如果需要得到等厚度的旋压零件,则其原始板料毛坯各个部位的厚度必须是不一样的,其厚度可以根据式(3-146)进行计算。
图3-236、图3-237所示为旋压等厚度的半球形与抛物线形零件所用变截面毛坯厚度的计算实例。图3-236为采用变薄旋压工艺制造直径,Sϕ1500mm、厚度4mm的球面壳体,其变截面毛坯的形状和尺寸计算方法如下:

图3-235 用等厚度毛坯变薄旋压的半球形零件

图3-236 旋压等厚半球面壳体毛坯厚度计算实例根据变薄旋压的正弦规律可知
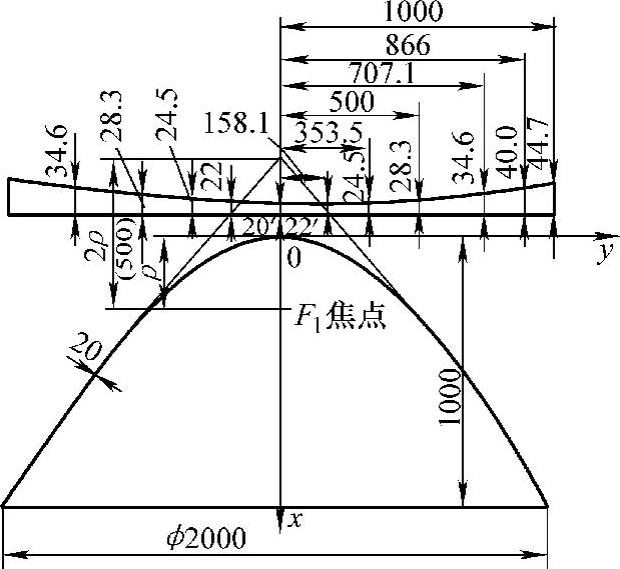
图3-237 旋压等厚抛物线形壳体毛坯厚度计算实例

锥角α对应的圆弧弦长为
r=Rcosα (3-149)
式中符号如图3-233、图3-236所示。
根据式(3-148)、式(3-149)可以求得球形零件毛坯任意一点(不同的锥角α)的厚度,在球形零件的圆周上取一系列点,采用这种计算方法可以计算出毛坯上所对应的这些点的水平坐标和厚度值,经过近似作图,可以得到该零件原始毛坯的形状(见图3-236中的上半部分)。
为了旋压等壁厚的抛物线形壳体(见图3-237),毛坯计算式为

式中 ρ——抛物线焦点到坐标原点的距离;
x——抛物线的x坐标。
取不同的x值后,横坐标y值按下式计算,即

图3-237中为直径2000mm、高1000mm、厚20mm的抛物线零件,ρ=2500mm。图中所取仅为六个毛坯截面(x=25mm,125mm,250mm,500mm,750mm,1000mm),实际计算时可取更多的点。计算所得原始毛坯形状如图3-237中上半部分所示。
筒形件的变薄旋压变形不存在锥形件的那种正弦关系,而只是体积的位移,所以这种旋压也叫挤出旋压。它遵循塑性变形体积不变条件和金属流动的最小阻力定律。
5)钢球变薄旋压法。为了制造壁部特别薄的旋转体空心件,目前已十分广泛和有效地使用钢球旋压法。薄壁管件的钢球旋压过程大致如下:如图3-238所示,套在芯模1上的管坯2,朝着装有若干个钢球4、支撑模环3的旋头作轴向直线运动。旋压头中的模环3使钢球与芯模保持给定的间隙。当旋压头旋转时,便可将管坯壁厚旋压减薄并向轴向延伸。当然,也可将芯模管坯作高速旋转,而旋压头作直线运动。同样钢球旋压也可分为正旋法和反旋法两种,其选用要根据毛坯的几何尺寸和材料性能而定。钢球旋压时的金属变形,是在钢球与工件的滚动摩擦条件下实现的,接触面积小,每个钢球承受的变形力很小,可以旋压特薄零件。用这种方法可生产壁厚仅0.05mm,而壁厚差要求在0.005mm以内的筒形件。

图3-238 管形件钢球旋压简图
a)正旋压 b)反旋压 c)变形区
1—芯模 2—管坯 3—模环 4—钢球
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。