



在冲压生产中,除冲裁、弯曲和拉深工序之外,凡是通过坯料或制件局部变形来改变毛坯的形状和尺寸的冲压成形工序统称为其他冲压成形工序,如胀形、翻边、缩口、扩口和旋压等。成形工艺应用广泛,既可与冲裁、弯曲、拉深等工序配合或组合,制造强度高、刚性好、形状复杂的钣金类零件,又可以成形工艺为主,制造形状特异的钣金类零件。如图3-169所示的自行车多通接头就是采用多种成形工艺冲压而成的,其主要工序是切管、胀形、制孔、圆孔翻边。
其他成形工艺根据变形特点不同分为以下几类:
(1)伸长类成形 变形区主要受拉应力而产生塑性变形,拉应力和拉应变为其主应力和主应变,其主要的缺陷形式为破裂。该类成形工艺包括圆孔翻边、内凹外缘翻边、起伏、胀形、扩口等。
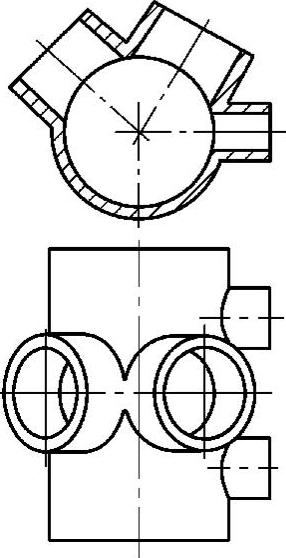
图3-169 自行车多通接头(https://www.xing528.com)
(2)压缩类成形 变形区主要受压应力而产生塑性变形,压应力和压应变为其主应力和主应变,其主要的缺陷形式为失稳起皱。该类成形工艺包括外凸外缘翻边、缩口等。
(3)拉压类成形 变形区在拉应力和压应力共同作用下而塑性变形,其主要的缺陷形式与实际变形条件有关,可能是破裂,也可能是失稳起皱。该类成形工艺包括变薄翻边、旋压等。
这些成形工序的共同特点是通过材料的局部变形来改变坯料或工序件的形状,但变形特点差异较大。胀形和圆孔翻边属于伸长类成形,其成形极限主要受变形区过大拉应力而发生破裂的限制;缩口和外凸缘翻边属于压缩类成形,其成形极限主要受变形区过大压应力而发生失稳起皱的限制;旋压这种特殊的成形方法,可能起皱,也可能破裂。因此,在冲压生产中,应根据各种成形工艺不同的变形机理和工艺特点,结合实际条件仔细地分析研究,合理地应用这些成形工艺。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。