



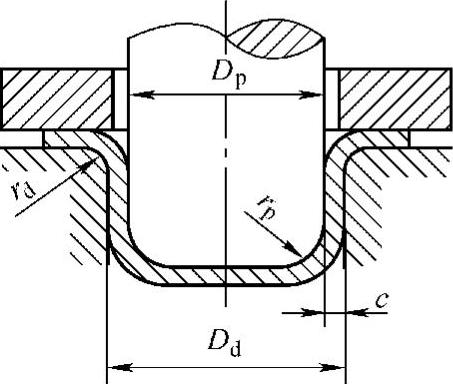
图3-167 拉深模工作部分的尺寸
拉深模工作零件的尺寸指的是凹模圆角半径rd,凸模圆角半径rp,凸、凹模的间隙c,凸模直径Dp和凹模直径Dd等,如图3-167所示。
1.凸、凹模圆角半径
(1)凹模圆角半径rd拉深中,材料在经过凹模圆角时不仅因为发生弯曲变形需要克服弯曲阻力,还要克服因相对流动引起的摩擦阻力,所以rd的大小对拉深过程有很大的影响,主要表现在:
1)拉深力的大小。rd小时材料流过凹模时产生较大的弯曲变形,结果需承受较大的弯曲变形阻力,此时凹模圆角对板料施加的厚向压力加大,引起摩擦力增加。当弯曲后的材料被拉入凸、凹模间隙进行校直时,又会使反向弯曲的校直力增加,从而使筒壁内总的变形抗力增大,拉深力增加,变薄严重,甚至在危险断面处拉破。在这种情况下,材料变形受限制,必须采用较大的拉深系数。
2)拉深件的质量。当rd过小时,坯料在滑过凹模圆角时容易被刮伤,结果使工件的表面质量受损;而当rd太大时,拉深初期毛坯没有与模具表面接触的宽度加大,由于这部分材料不受压边力的作用,因而容易起皱。在拉深后期毛坯外边缘也会因过早脱离压边圈的作用而起皱,使拉深件质量不好,在侧壁下部和口部形成折皱。尤其当毛坯的相对厚度小时,这个现象更严重。在这种情况下,也不宜采用大的变形程度。
3)拉深模的寿命。rd小时,材料对凹模的压力增加,摩擦力增大,磨损加剧,使模具的寿命降低。
所以rd的值既不能太大,也不能太小。在生产上一般应尽量避免采用过小的凹模圆角半径,在保证工件质量的前提下尽量取大值,以满足模具寿命的要求。通常计算式为

式中 D——毛坯直径或上道工序拉深件直径(mm);
Dd——拉深后的直径(mm)。
首次拉深的rd可按表3-54选取。
后续各次拉深时rd应逐步减小,其值可按rdi=(0.6~0.8)rd(i-1)(1﹤i≤n,n为拉深次数)来确定,但应不小于2t;若其值小于2t,一般很难拉出,需在拉深后,增加整形工序得到。
表3-54 首次拉深的凹模圆角半径rd(单位:mm)

注:当材料性能好,且润滑好时,表中数据可适当减小。
(2)凸模圆角半径rp凸模圆角半径对拉深工序的影响没有凹模圆角半径大,但其值也必须合适。rp太小,拉深初期毛坯在rp处弯曲变形大,危险断面受拉力增大,工件易产生局部变薄或拉裂,且局部变薄和弯曲变形的痕迹在后续拉深时将会遗留在成品零件的侧壁上,影响零件的质量;除此,在以后各次拉深时,压边圈的圆角半径应等于前道拉深工序的凸模圆角半径,所以当rp过小时,在以后的拉深工序中毛坯沿压边圈滑动的阻力会增大,这对拉深过程是不利的。若凸模圆角半径rp过大,会使rp处材料在拉深初期不与凸模表面接触,易产生底部变薄和内皱。
首次拉深时,凸模圆角半径为
rp=(0.7~1.0)rd (3-83)
以后各次拉深中,rp可取为

式中 rpi——本次拉深的凸模圆角半径(mm);
di——本次拉深直径(mm);
di+1——下次拉深的工件直径(mm)。
最后一次拉深时,rpn应等于零件的内圆角半径值,即rpn=r零件,但rpn应不小于料厚。若零件的圆角半径要求小于料厚,则最后一次拉深凸模圆角半径仍取rpn=t,然后增加一道整形工序,以得到r零件。
2.拉深模间隙
拉深模间隙c是指单边间隙。间隙的大小对拉深力、拉深件的质量、拉深模的寿命都有影响。若c值太小,凸缘区变厚的材料通过间隙时,校直与变形的阻力增加,与模具表面间的摩擦、磨损严重,使拉深力增加,零件变薄严重,甚至拉破,模具寿命降低,但得到的零件侧壁平直而光滑,质量较好,精度较高。
间隙过大时,对毛坯的校直和挤压作用减小,拉深力降低,模具的寿命提高,但零件的质量变差,冲出的零件侧壁不直。(https://www.xing528.com)
因此拉深模的间隙值应合适,既要考虑板料本身的公差,又要考虑板料的增厚现象,间隙一般都比毛坯厚度略大一些。采用有压边圈拉深时,其值可以按表3-55取值,也可按式(3-85)计算,即
c=tmax+μt (3-85)
式中 tmax——材料的最大厚度(mm),tmax=t+Δ,Δ为板料的正偏差(mm);
t——材料厚度,取材料允许偏差的中间值(mm);
μ——考虑材料变厚,为减少摩擦而增大间隙的系数,可查表3-55。
不用压边圈拉深时,考虑到起皱的可能性,间隙值可取为:c=(1~1.1)tmax,较小的数值用于末次拉深或精密拉深件,较大的值用于中间拉深或精度要求不高的拉深件。
对精度要求高的零件,为了使拉深后回弹小,表面光洁,常采用负间隙拉深,其间隙值可取为c=(0.9~0.95)t。采用较小间隙时,拉深力比一般情况要增大20%,故此时拉深系数应加大。当拉深相对高度H/d﹤0.15的工件时,为了克服回弹,应采用负间隙。
3.凸、凹模工作部分尺寸及公差
多次拉深时,拉深半成品的尺寸公差没有必要作严格限制,这时,首次及中间各道的模具尺寸只要取半成品的过渡尺寸即可。
若以凹模为基准,凹模尺寸为 
凸模尺寸为 
对于最后一道拉深工序,拉深凹模及凸模的尺寸和公差应按零件的要求来确定。
当工件的外形尺寸及公差有要求时(见图3-168a):
以凹模为基准,凹模尺寸为 
凸模尺寸为 
当工件的内形尺寸及公差有要求时(见图3-168b):
以凸模为基准,凸模尺寸为 
凹模尺寸为 
表3-55 增大间隙的系数μ和有压边圈拉深时的单边间隙值
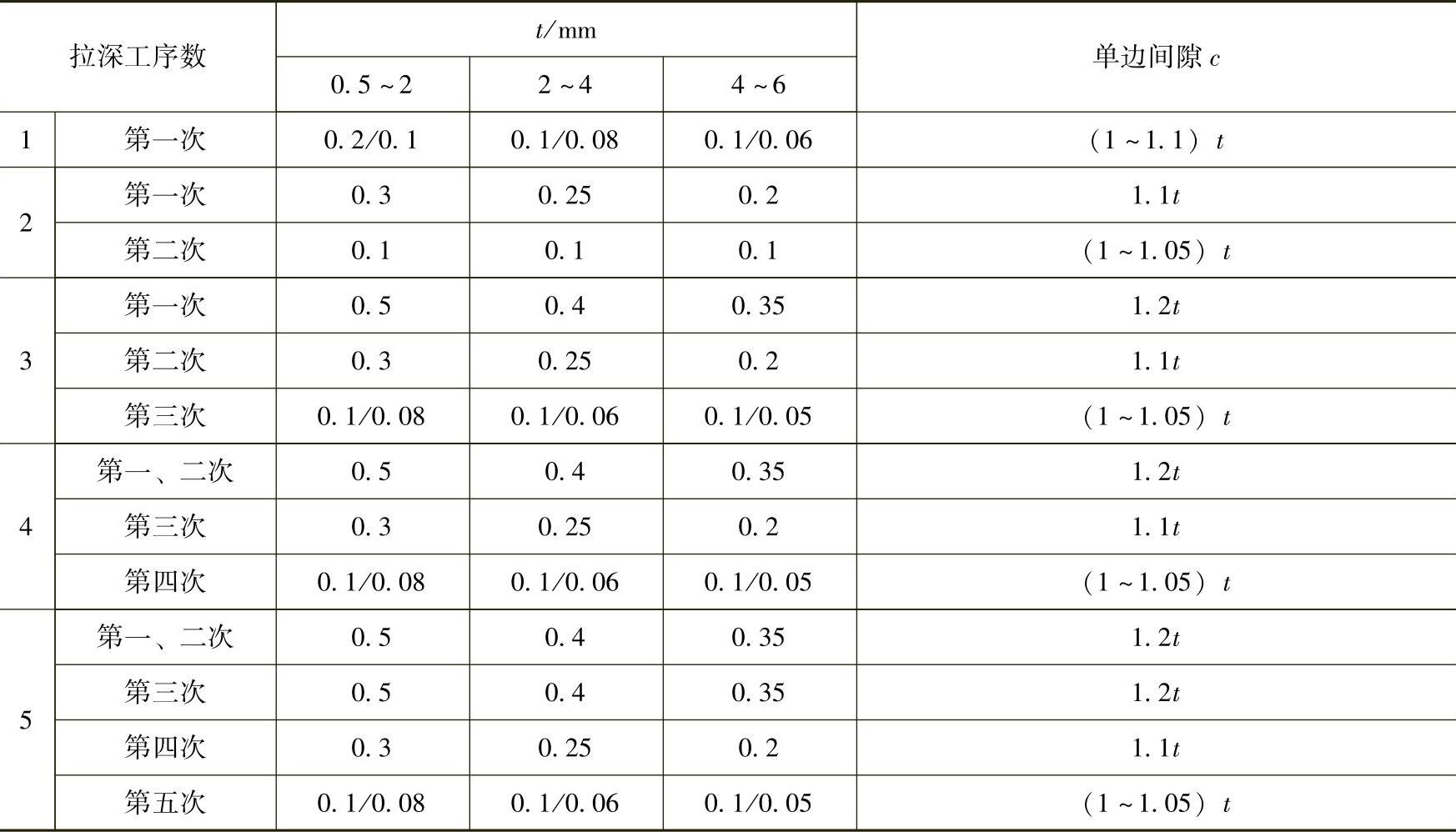
注:1.表中数值适用于一般精度(自由公差)零件的拉深工艺。具有分数的地方,分母的数值适用于精密零件(IT10~IT12)的拉深。
2.当拉深精密零件时,最末一次拉深间隙取c=t。
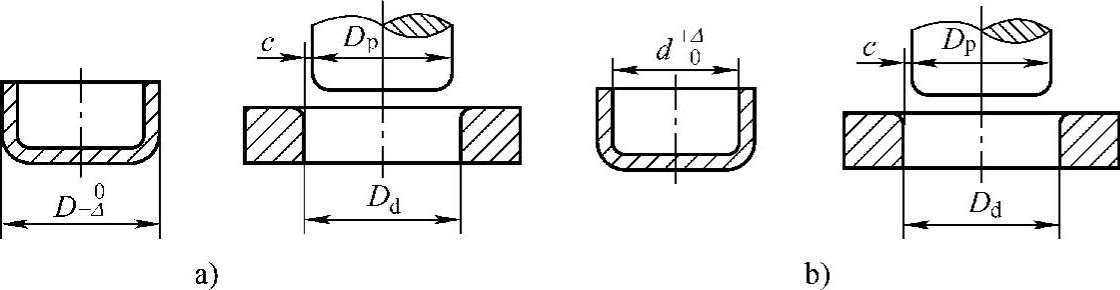
图3-168 拉深零件尺寸与模具尺寸
a)外形有要求时 b)内形有要求时
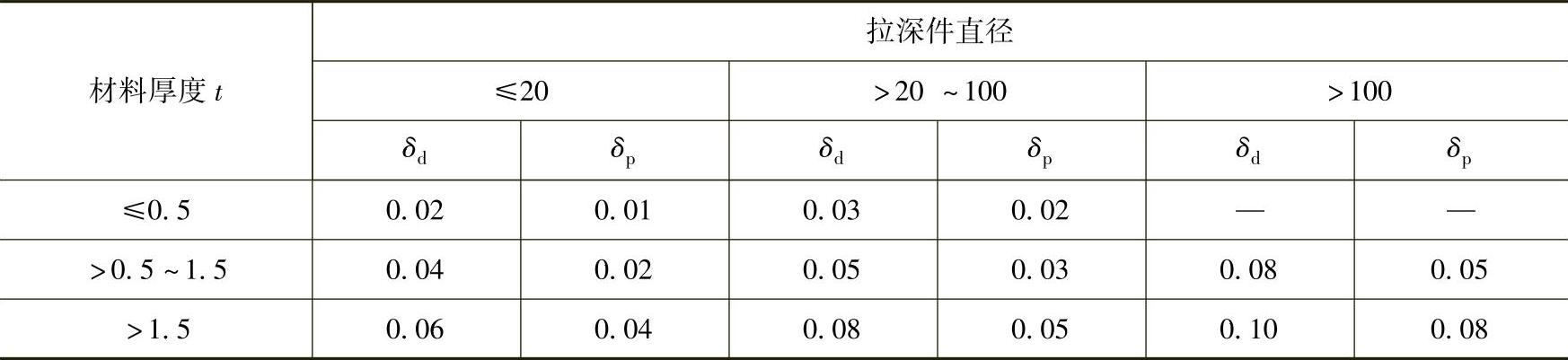
凸、凹模的制造公差δp和δd可根据工件的公差来选定。工件公差为IT13级以上时,δp和δd可按IT6~IT8级选取;工件公差在IT14级以下时,δp和δd按IT10级选取,或查表3-56。
表3-56 凸模制造公差δp和凹模制造公差δd(单位:mm)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。