



温差拉深是指变形区局部加热,而在传力区危险断面局部冷却进行拉深的一种方法。一方面减小变形区材料的变形抗力,另一方面又不致减小,甚至反而提高传力区的承载能力。在拉深过程中,使毛坯的变形区和传力区处于不同的温度,造成两方面合理的温差,可以在很大程度上提高拉深变形程度,降低材料的极限拉深系数。温差拉深可分为局部加热拉深和局部深冷拉深两种。
1.局部加热拉深
所谓局部加热拉深,通常是指将毛坯的凸缘部分置于凹模及压边圈之间,将毛坯的变形区加热到一定的温度进行拉深,以提高材料的塑性,降低凸缘部分的变形抗力。同时在凹模圆角部分和凸模内通水冷却,保持毛坯传力区的强度,如图3-154所示。它可使极限拉深系数降低到0.3~0.35,即用一道工序可以代替普通拉深的2~3道工序,在各种盒形件拉深时,效果更加显著。由于加热温度受到模具钢耐热能力的限制,所以目前此法主要用于铝、镁、钛等轻合金零件的拉深。
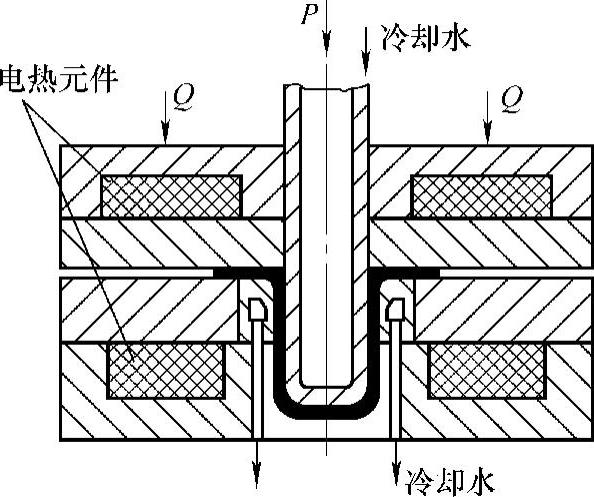
图3-154 局部加热拉深
局部加热拉深时不同材料的合理温度见表3-52,局部加热拉深时的极限高度见表3-53。
表3-52 局部加热拉深时不同材料的合理温度
 (https://www.xing528.com)
(https://www.xing528.com)
表3-53 局部加热拉深时的极限高度

注:h—高度;d—直径;a—方盒形边长和矩形盒形短边长。
2.局部深冷拉深
所谓局部深冷拉深,就是将液态空气(-183℃)或液态氮气(-195℃)注入空心凹模内,使毛坯的传力区冷却到-170~-160℃,从而使这部分材料得以强化,显著降低拉深系数,减少拉深次数,但工作过程比较复杂,主要用于不锈钢、耐热钢等特种金属或形状复杂而且高度大的盒形件的拉深,其结构如图3-155所示。
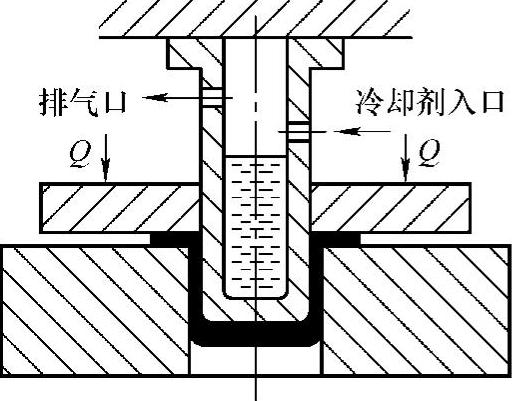
图3-155 局部深冷拉深
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。