



1.采用压边的条件
解决拉深工作中起皱问题的主要方法是采用防皱压边圈。至于是否需要采用压边圈,可按表3-41的条件决定。
2.压边力的计算
压边力的作用是防止毛坯起皱,它的大小对拉深过程有很大的影响。压边力的数值应适当,太小时防皱效果不好,太大时则会增加危险断面处的拉应力,引起拉裂或严重变薄超差(见图3-126)。在生产中,压边力都有一定的调节范围(见图3-127),介于最大压边力FQmax和最小压边力FQmin之间。当拉深系数小至接近极限拉深系数时,这个变动范围就小,压边力的变动对拉深工作的影响就显著。通常是使压边力FQ稍大于防皱作用所需的最低值,并按式(3-60)进行计算,即
FQ=Aq (3-60)
式中 A——在压边圈下毛坯的投影面积(mm2);
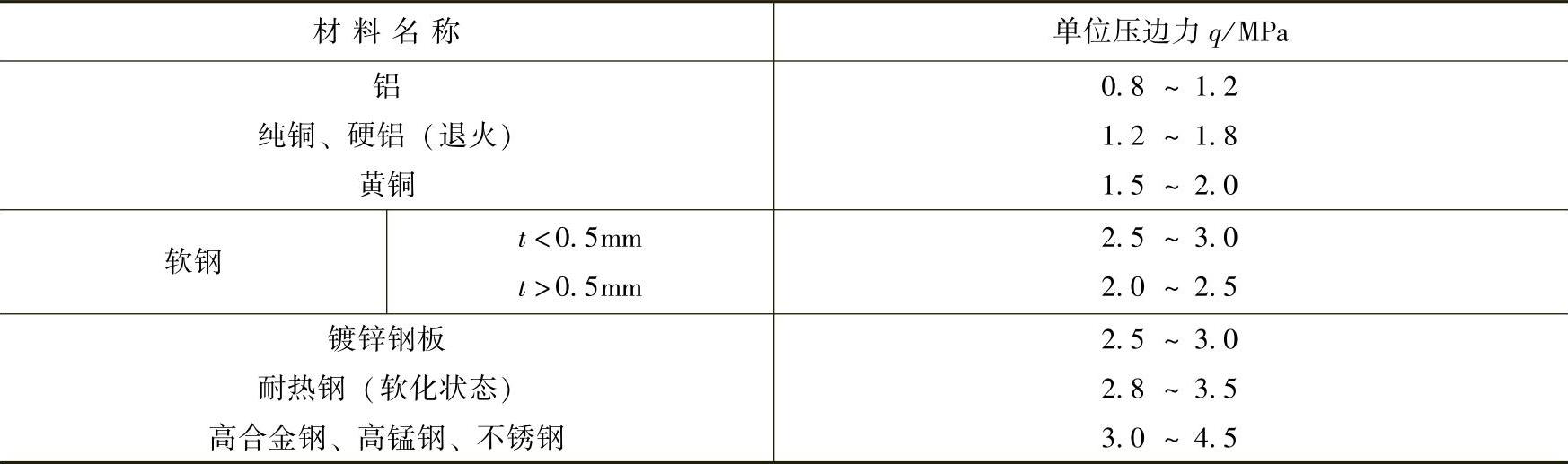
q——单位压边力(MPa),可按表3-42选用。
表3-41 采用或不采用压边圈的条件

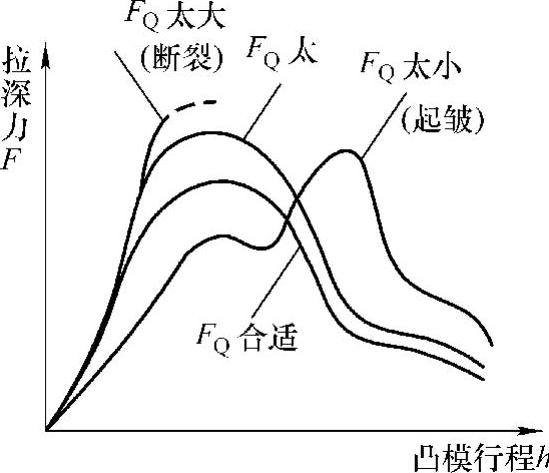
图3-126 拉深力与压边力的关系
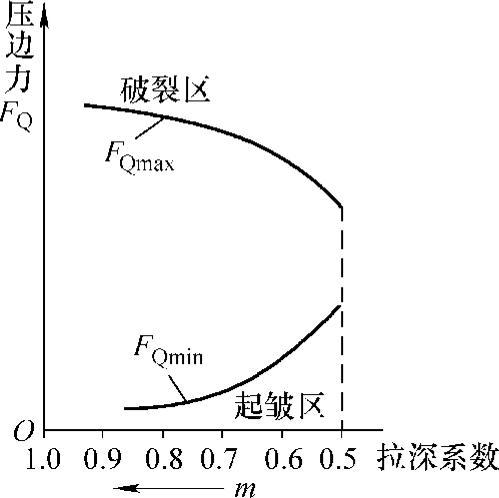
图3-127 压边力对拉深的影响
表3-42 单位压边力q
在生产中,首次拉深时的压边力FQ也可按拉深力的1/4选取,即

3.压边形式
目前在生产实际中常用的压边装置有以下两大类:
(1)弹性压边装置 这种装置多用于普通压力机。通常有三种:橡皮压边装置(见图3-128a)、弹簧压边装置(见图3-128b)和气垫式压边装置(见图3-128c)。这三种压边装置压边力的变化曲线如图3-128d所示。另外,氮气弹簧技术也逐渐在模具中使用。随着拉深深度的增加,需要压边的凸缘部分不断减少,故需要的压边力也就逐渐减小。从图3-128d可以看出橡皮及弹簧压边装置的压边力恰好与需要的相反,随拉深深度的增加而增加。因此,橡皮及弹簧结构通常只用于浅拉深。
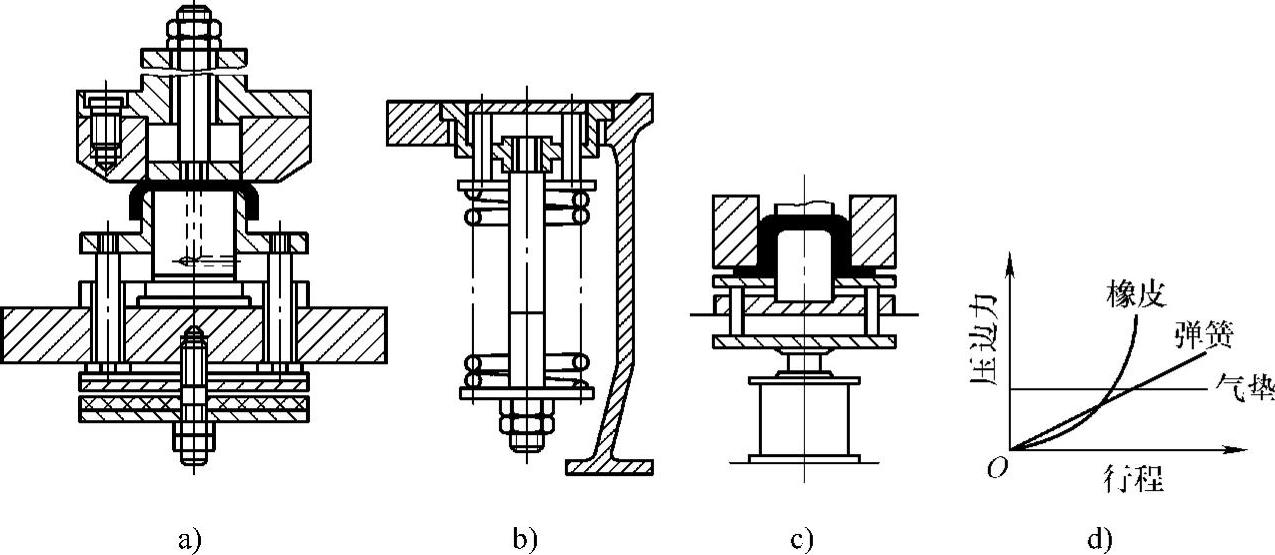
图3-128 弹性压边装置
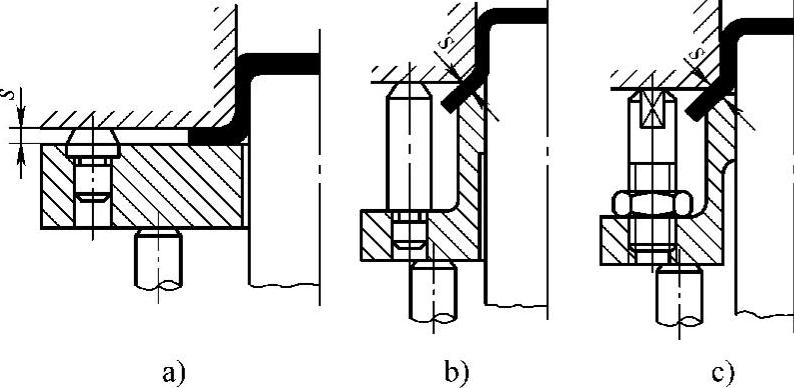
图3-129 有限位装置的压边装置
a)、b)固定式 c)调节式
气垫式压边装置的压边效果较好,但也不是十分理想。它结构复杂,制造、使用及维修都比较困难。
弹簧与橡皮压边装置虽有缺点,但结构简单,单动的中小型压力机采用橡皮或弹簧装置还是很方便的。
在拉深宽凸缘件时,为了克服弹簧和橡皮的缺点,可采用图3-129所示的限位装置(定位销、柱销或螺栓),使压边圈和凹模间始终保持一定的距离s。图3-129a用于首次拉深模;图3-129b、c用于以后各次拉深模。限制距离s的大小,根据拉深件的形状及材料分别为
拉深有凸缘零件: s=t+(0.05~0.1)mm
拉深铝合金零件: s=1.1t
拉深钢零件: s=1.2t
(2)刚性压边装置 这种装置的特点是压边力不随行程变化,拉深效果较好,且模具结构简单。这种结构用于双动压力机,凸模装在压力机的内滑块上,压边装置装在外滑块上。
4.拉深力的计算(https://www.xing528.com)
圆筒形工件采用压边拉深时,可用式(3-62)计算拉深力,即
F=kπdtRm (3-62)
式中 k——修正系数,见表3-43。
横截面为矩形、椭圆形等拉深件,可用式(3-63)计算拉深力,即
F=(0.5~0.8)LtRm (3-63)
式中 L——横截面周边长度(mm)。
表3-43 修正系数k、λ的数值

5.拉深功的计算
当拉深行程较大,特别是采用落料—拉深复合模时,不能简单地将落料力与拉深力叠加来选择压力机,因为压力机的公称压力是指在接近下死点时的压力机压力。因此,应该注意压力机的压力曲线,否则很可能由于过早地出现最大冲压力而使压力机超载损坏(见图3-130)。一般可按式(3-64)、式(3-65)作概略计算,即
浅拉深时:∑F≤(0.7~0.8)F0 (3-64)
深拉深时:∑F≤(0.5~0.6)F0 (3-65)
式中 ∑F——拉深力、压边力以及其他变形力的总和(N);
F0——压力机的公称压力(N)。
拉深功(W,单位为J)可按式(3-66)、式(3-67)计算(见图3-131),即
首次拉深:
以后各次拉深:
式中 F1max、Fnmax——首次和以后各次拉深的最大拉深力(N);
λ1、λ2——平均变形力Fm与最大变形力Fmax的比值,见表3-43;
h1、hn——首次和以后各次的拉深高度(mm)。
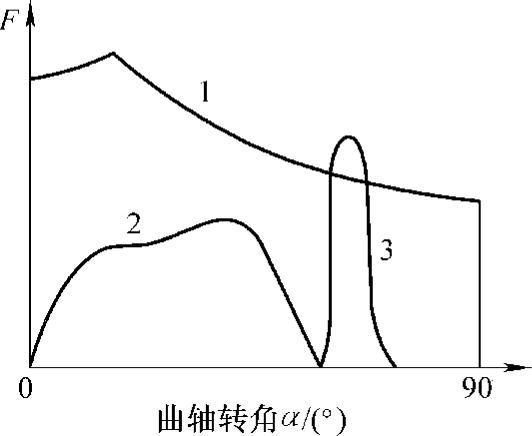
图3-130 拉深力与压力机的压力曲线
1—压力机压力曲线 2—拉深力 3—落料力
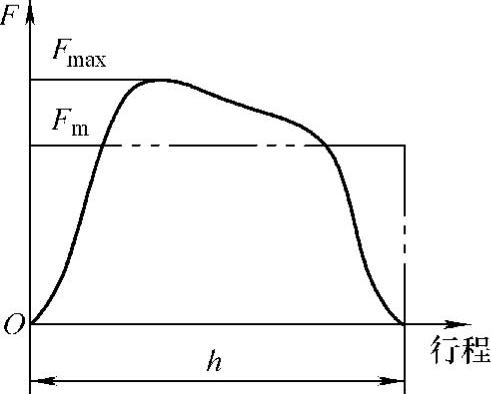
图3-131 Fmax和Fm
拉深所需压力机的电动机功率(kW)为

式中 ξ——不均衡系数,取ξ=1.2~1.4;
η1——压力机效率,取η1=0.6~0.8;
η2——电动机效率,取η2=0.9~0.95;
n——压力机每分钟的行程次数。
若所选压力机的电动机功率小于计算值,则应另选功率较大的压力机。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。