



1.拉深系数
(1)拉深系数的概念和意义 当拉深件由板料拉深成工件时,往往一次拉深不能够使板料达到工件所需要的尺寸和形状,否则工件就会因为变形太大而产生破裂或起皱。只有经过多次拉深,每次拉深变形都在允许范围内,才能制成合格的工件。因此,在制订拉深件的工艺过程和设计拉深模时,必须首先确定所需要的拉深次数。为了用最少的拉深次数制成一个拉深件,每次拉深既要使板料的应力不超过强度极限,又要充分利用板料的塑性潜力,变形程度尽可能大。拉深时板料允许的变形量通常用拉深系数m表示。拉深系数是指拉深后圆筒形件的直径与拉深前毛坯(或半成品)的直径之比,即首次拉深:
m1=d1/D
以后各次拉深:
m2=d2/d1,m3=d3/d2,…,mn=dn/dn-1
式中 m1、m2、m3、…、mn——各次的拉深系数;
D——毛坯直径(mm);
d1、d2、d3、…、dn——各次半成品(或工件)的直径(mm),如图3-124所示。
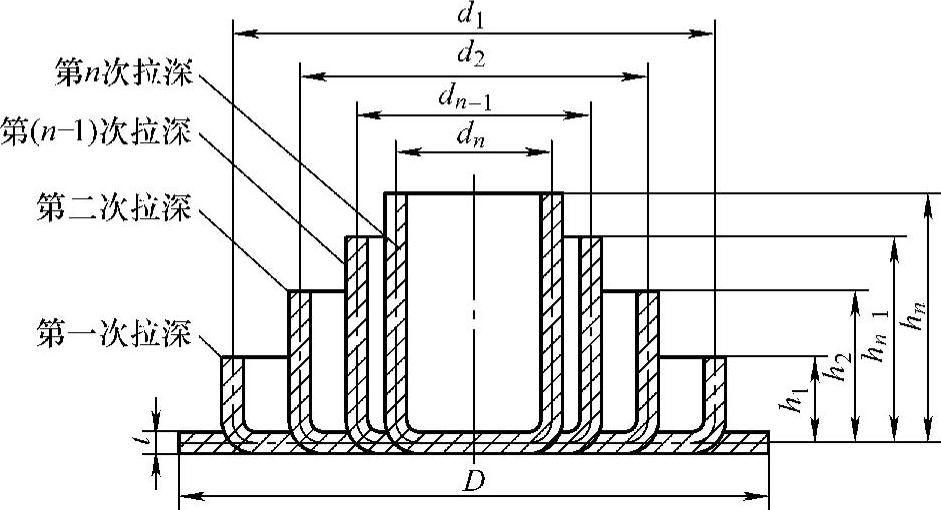
图3-124 拉深工序示意图
工件直径d与毛坯直径D之比称为总拉深系数,即

由此可知,拉深系数是一个小于1的数值,其值越小,表示拉深前后毛坯的直径变化越大,即变形程度越大;反之,其值越大,则毛坯的直径变化越小,即变形程度越小。拉深系数是一个重要的工艺参数,因为在工艺计算中,只要知道每道工序的拉深系数值,就可以计算出各道工序中工件的尺寸。
在实际生产中,采用的拉深系数值的合理与否更关系到拉深工艺的成败。若采用的拉深系数过大,则拉深变形程度小,材料的塑性潜力未被充分利用,每次毛坯只能产生很小的变形,拉深次数就要增加,冲模套数增多,成本增加而不经济;若采用的拉深系数过小,则拉深变形程度过大,工件局部严重变薄甚至材料被拉破,得不到合格的工件。因此,拉深时采用的拉深系数既不能太大,也不能太小,应使材料的塑性被充分利用的同时又不致被拉破。生产上为了减少拉深次数,一般希望采用小的拉深系数。但是,拉深系数的减小有一个限度,这个限度称为极限拉深系数。极限拉深系数就是使拉深件不破裂的最小拉深系数。
(2)影响极限拉深系数的因素 在不同的条件下,极限拉深系数mm是不同的,影响极限拉深系数的因素包括以下方面:
1)板料的内部组织和力学性能。一般来说,板料塑性好、组织均匀、晶粒大小适当、屈强比σs/Rm小、厚向异性指数r和硬化指数n大时,板料的拉深性能好,可以采用较小的极限拉深系数。
2)毛坯的相对厚度t/D。毛坯的相对厚度t/D大时,凸缘抵抗失稳起皱的能力增强,因而所需压边力减小(甚至不需要),这就减小了因压边力而引起的摩擦阻力,从而使总的变形抗力减小,故极限拉深系数可相应减小。
3)凹模圆角半径rd和凸模圆角半径rp。rd过小时,毛坯沿凹模圆角流动时的阻力增加,引起拉深力加大,故极限拉深系数应取较大值;rp过小时,筒壁部分与底部过渡区的弯曲变形程度增加,使危险断面的强度受到削弱,故极限拉深系数应取较大值。
但凸、凹模圆角半径也不宜过大,过大的圆角半径,会减少板料与凸模和凹模端面的接触面积及压边圈的压料面积,板料悬空面积增大,容易产生失稳起皱。
4)润滑条件及模具情况。凹模和压边圈与板料接触的表面光滑、润滑条件良好、模具间隙正常,都能减小摩擦阻力和筒壁传力区的拉应力,改善金属的流动,使极限拉深系数减小。值得注意的是,凸模表面不宜太光滑,也不宜润滑,以减小由于凸模与板料的相对滑动而使危险断面变薄破裂的危险。
5)拉深方式。采用压边圈拉深时,因不易起皱,极限拉深系数可取小些。
6)拉深速度和拉深次数。一般情况下,拉深速度对极限拉深系数的影响不大,但速度敏感的金属(如钛合金、不锈钢和耐热钢等)拉深速度大时,极限拉深系数应适当加大。第一次拉深时,材料还没硬化,塑性好,极限拉深系数可小些,而以后的拉深因材料已经硬化,塑性越来越低,变形越来越困难,故极限拉深系数应相应加大。
在这些影响极限拉深系数的因素中,对于一定的材料和零件来说,相对厚度是主要因素,其次是凹模圆角半径。总之,凡是能增加筒壁传力区拉应力及减小危险断面强度的因素,均会使极限拉深系数增大,反之将使极限拉深系数减小。
实际生产中,并不是在所有的情况下都采用极限拉深系数。因为选用过小的拉深系数会引起底部圆角部分过分变薄,而且在以后的拉深工序中,这部分变薄严重的缺陷会转移到成品零件的侧壁上去,降低零件的质量。所以,当对零件质量有较高的要求时,必须采用大于极限值的较大拉深系数。常用的各种材料极限拉深系数见表3-37、表3-38和表3-39。
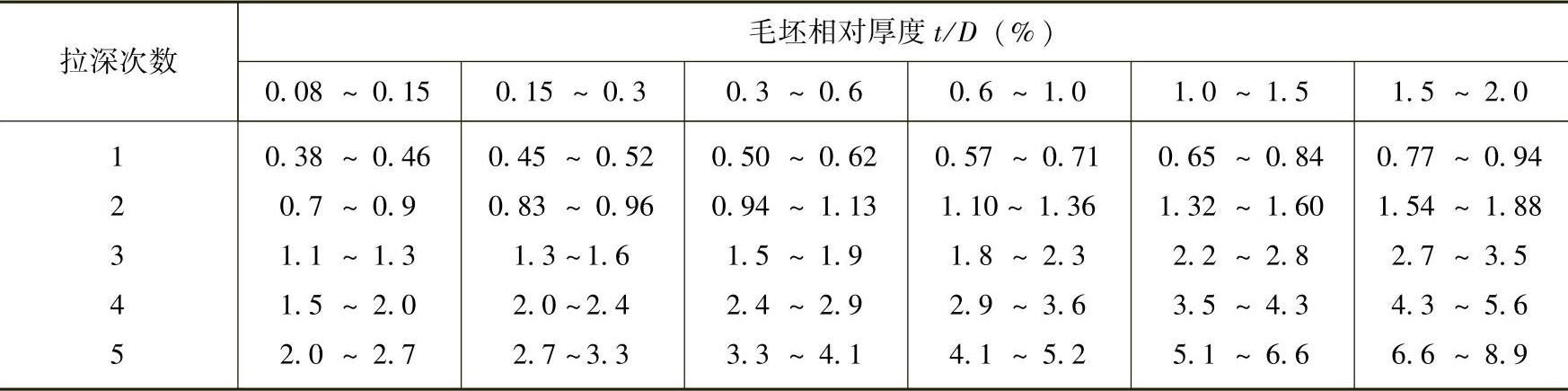
表3-37 无凸缘圆筒形件带压边圈的极限拉深系数

注:1.表中拉深数据适用于08、10和15Mn等普通拉深钢及H62。对拉深性能较差的材料20、25、Q215、Q235钢、硬铝等,应比表中数值大1.5%~2.0%;而对塑性更好的05钢及软铝,应比表中数值小1.5%~2.0%。
2.表中数据应用于未经中间退火的拉深。若采用中间退火,表中数值应小2%~3%。
3.表中较小值适用于大的凹模圆角半径rd=(8~15)t,较大值适用于小的凹模圆角半径rd=(4~8)t。
表3-38 无凸缘圆筒形件不带压边圈的极限拉深系数

注:此表适用于08、10及15Mn等材料。其余各项目见表3-37注。
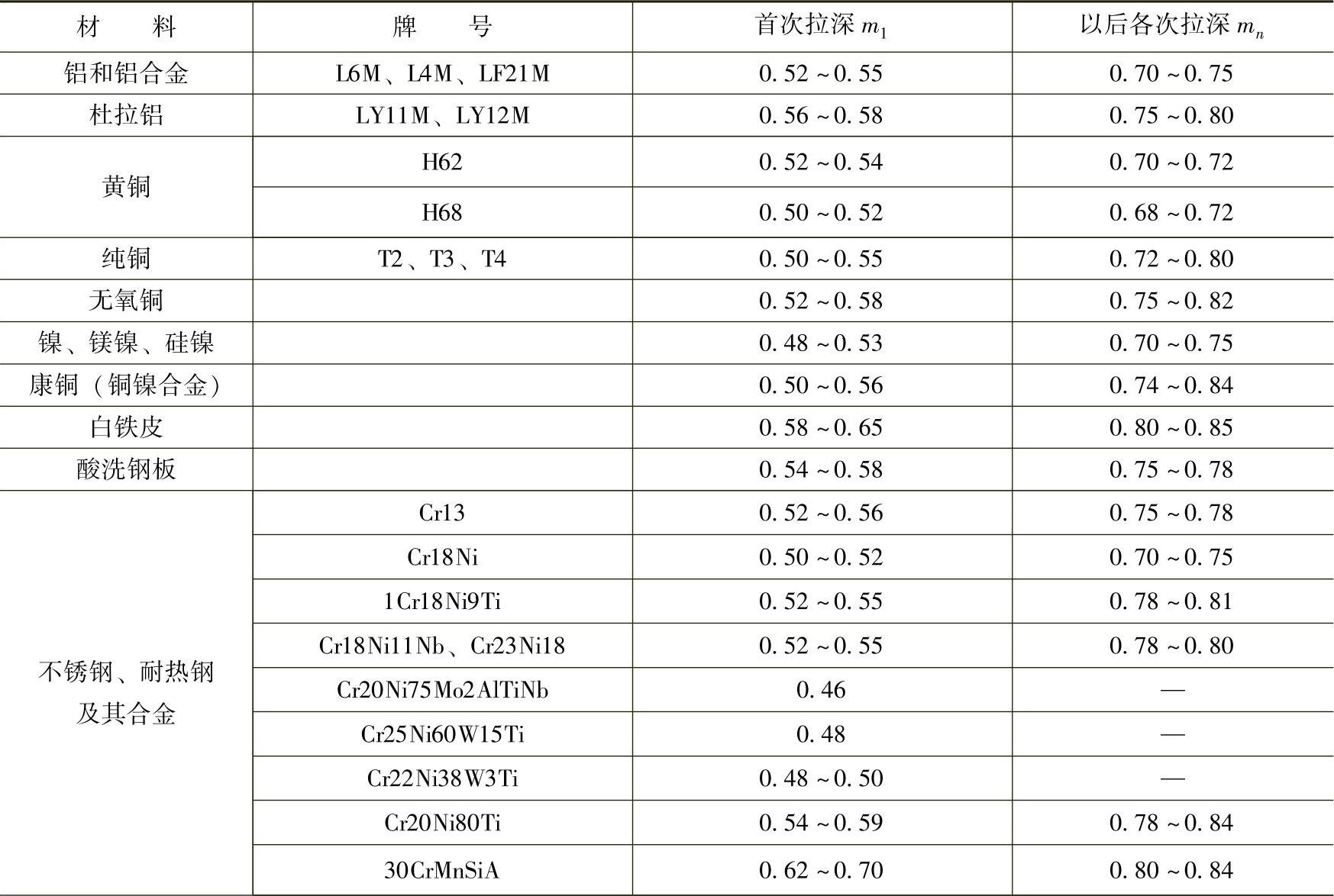
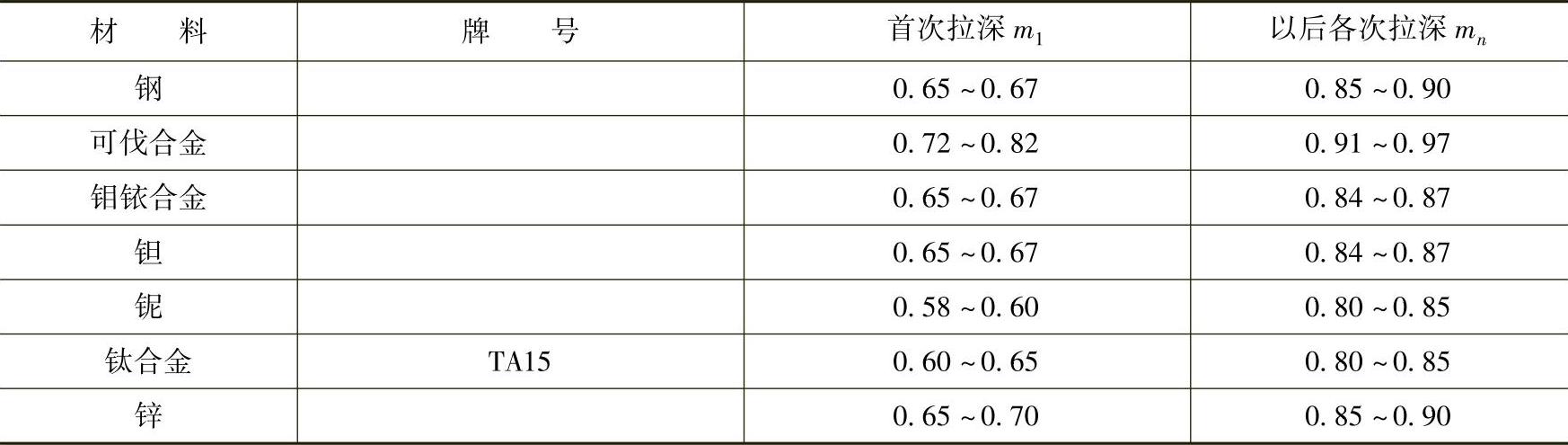
表3-39 其他金属板料的极限拉深系数
 (https://www.xing528.com)
(https://www.xing528.com)
(续)
注:1.凹模圆角半径rd<;6t时,拉深系数取大值;rd≥(7~8)t时,拉深系数取小值。
2.材料相对厚度(t/D)×100<;0.6时,拉深系数取大值;(t/D)×100≥0.62时,拉深系数取小值。
2.拉深次数
多次拉深时,拉深次数按以下方法确定(见图3-124):
取首次拉深系数为m1,则m1=d1/D,故d1=m1D。
取第二次拉深系数为m2,则m2=d2/d1,故d2=m2d1=m1m2D
取第三次拉深系数为m3,则m3=d3/d2,故d3=m1m2m3D
……
依次类推,则第n次拉深时,工件直径则为
dn=m1m2m3…mnD
因而 mΣ=m1m2m3…mn
所以,只要求得总的拉深系数mΣ,然后查得各次的拉深系数值,就能估计出拉深次数来。生产实际中常采用查表法,即根据零件的相对高度h/d和毛坯相对厚度t/D,由表3-40查得拉深次数。
表3-40 无凸缘圆筒形拉深件相对高度h/d与拉深次数的关系(材料:08F、10F)
注:大的h/d适用于首次拉深工序的大凹模圆角半径rd=(8~15)t;小的h/d适用于首次拉深工序的小凹模圆角半径rd=(4~8)t。
3.以后各次拉深的特点和方法
(1)以后各次拉深的特点 与首次拉深时不同,以后各次拉深时所用的毛坯不是平板,而是圆筒形件。因此,它与首次拉深相比,有许多不同之处:
1)首次拉深时,平板毛坯的壁厚及力学性能都是均匀的;而以后各次拉深时,圆筒形毛坯的壁厚及力学性能都不均匀,材料不仅已有加工硬化,而且毛坯的筒壁要经过两次弯曲才被凸模拉入凹模内,变形更为复杂,所以它的极限拉深系数要比首次拉深大得多,而且后一次都应略大于前一次。
2)首次拉深时,凸缘变形区是逐渐缩小的;而以后各次拉深时,变形区(di-1-di)(1<;i≤n)保持不变,直至拉深终了之前。

图3-125 首次拉深与二次拉深的拉深力变化
1—首次拉深 2—二次拉深
3)首次拉深时,拉深力的变化是变形抗力的增加与变形区的减小这两个相反的因素互相消长的过程,因而在开始阶段较快地达到最大拉深力,然后逐渐减小到零;而以后各次拉深时,其变形区保持不变,但材料的硬度和壁厚都是沿着高度方向逐渐增加的,所以其拉深力在整个拉深过程中一直增加(见图3-125),直到拉深的最后阶段才由最大值下降到零。
4)首次拉深时,破裂往往出现在拉深的初始阶段;而以后各次拉深时,破裂往往出现在拉深的终了阶段。
5)以后各次拉深中,变形区的外缘受到筒壁的刚性支撑,所以稳定性较首次拉深为好,不易起皱。只是在拉深的终了阶段,筒壁边缘进入变形区后,变形区的外缘失去了刚性支撑才有起皱的可能。
为了保证拉深工序的顺利进行和变形程度的合理,设实际采用的拉深系数为m′1、m′2、m′3、…、m′n,应使各次拉深系数依次增加,即

且 m′1-m1≈m′2-m2≈m′3-m3≈…≈m′n-mn (3-59)
(2)以后各次拉深的方法 以后各次拉深有正拉深与反拉深两种方法:正拉深的拉深方向与上一次拉深方向一致;反拉深的拉深方向与上一次拉深方向相反,工件的内外表面相互转换。
反拉深具有如下特点:材料的流动方向有利于相互抵消拉深时形成的残余应力;材料的弯曲与反弯曲次数较少,加工硬化也少,有利于成形;毛坯与凹模接触面大,材料的流动阻力也大,材料不易起皱,因此一般反拉深可不用压边圈,这就避免了由于压边力不适当或压边力不均匀而造成的拉裂;反拉深力比正拉深力大20%左右。反拉深的拉深系数比正拉深时可降低10%~15%。
反拉深的主要缺点是:拉深凹模壁厚不是任意的,它受拉深系数的影响,如果拉深系数很大,凹模壁厚又不大,强度就会不足,因而限制其应用。反拉深后的圆筒直径也不能太小,最小直径大于(30~60)t。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。