



IF钢具有高的塑性应变比(r值高)和应变硬化指数(n值高),故其成形性好,无时效,无屈服平台,是具有极优深冲性能的第三代冲压用钢,特别适用于形状复杂、表面质量要求特别严格的冲压件,在汽车工业上得到了广泛应用。IF钢的主要生产工艺流程如图2-49所示。

图2-49 IF钢的主要生产工艺流程
(1)化学成分IF钢在成分上的特点是超低C微合金化,基本无C、N间隙原子,钢质纯净。根据微合金化元素的不同,目前工业生产的IF钢主要可分为Ti-IF钢、Nb-IF钢和Ti+Nb-IF钢三类。P、Mn、Si是强化铁素体基体的元素,但P、Mn、Si在提高强度的同时,使成形性受到损害,对于超深冲IF钢,P、Mn、Si含量不宜高。
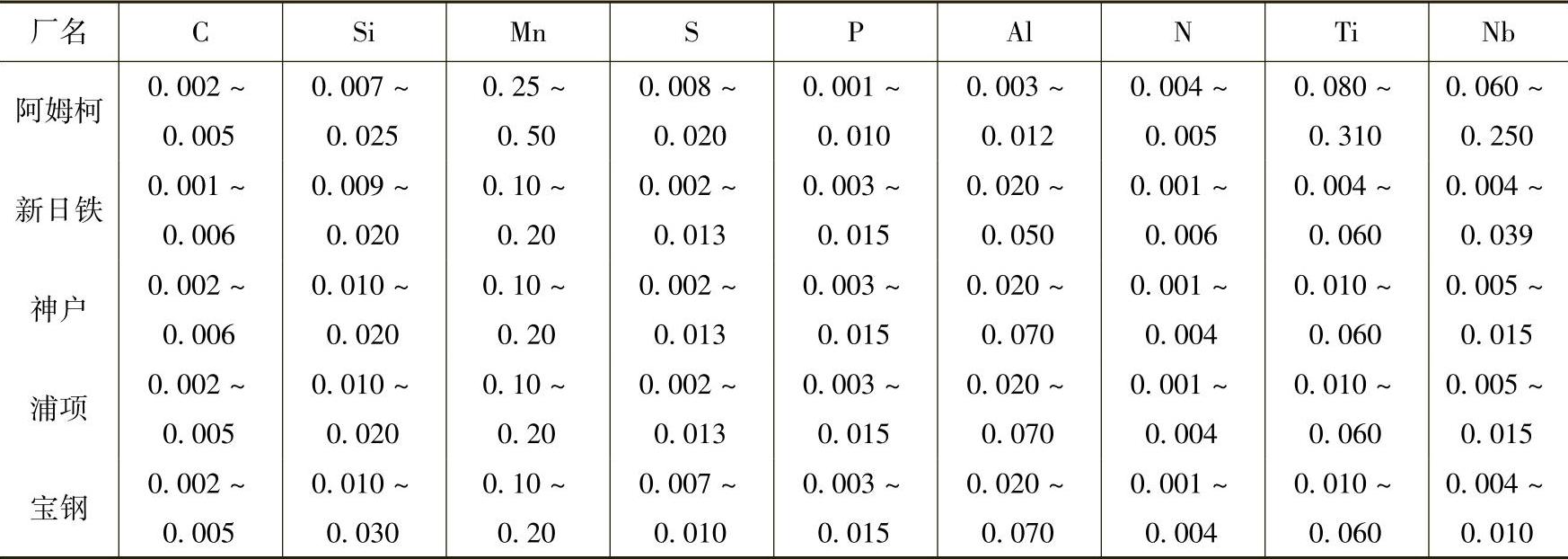
现代IF钢的成分大致为:wC≤0.005%、wN≤0.003%,Ti或Nb的质量分数一般约为0.05%。国内外部分钢铁厂IF钢的化学成分见表2-96。
表2-96 国内外部分钢铁厂IF钢的化学成分(质量分数)(%)
(2)铁液预处理 生产优质IF钢必须进行铁液脱硫预处理,以减少转炉炼钢渣量,进而减少出钢下渣量,降低转炉终点钢液和炉渣的氧化性,提高转炉终点炉渣的碱度。喷吹金属镁和活性石灰或使用复合脱硫剂,可将铁液硫含量脱至0.01%(质量分数)以下。
(3)冶炼 采用高纯度氧气,炉内保持正压;转炉冶炼后期,增大底部惰性气体流量,加强熔池搅拌,采用低枪位操作;保持吹炼终点钢液中合适的氧含量;出钢过程中不脱氧,只进行锰合金化处理;多数钢厂使用钢包顶渣改质,降低钢包顶渣氧化性。
(4)真空精炼RH真空精炼是生产超低碳IF钢的关键工序,该工序的任务是降碳、提高钢液的洁净度、控制夹杂物的形态以及微合金化和成分微调。IF钢的真空精炼工序应严格控制真空精炼之前钢液中的碳含量、氧含量和温度。
(5)连铸 钢包与长水口之间密封良好,采用浸入式水口,中间包使用前用氩气清扫,优化中间包钢液流场,采用结构合理、大容量中间包;保证连铸中间包内钢液液面相对稳定,且在临界高度之上;中间包采用低碳碱性包衬和覆盖剂,结晶器使用低碳高粘度保护渣;结晶器液面自动控制,确保液面波动小于±3mm。(https://www.xing528.com)
(6)热轧 在板坯加热过程中要发生第二相粒子的溶解。碳、氮化物的溶解和析出由热力学和动力学条件决定,与温度和钢中C、N、Ti、Nb、Al的含量有关,由溶度积控制。因此低温加热是保证IF钢热轧后产生粗大的第二相粒子和细小的铁素体晶粒的重要工艺条件。在保证终轧温度的前提下,加热温度应尽量低,一般应为1050~1200℃。终轧温度对IF钢的r值有很大的影响。对于Ti-IF钢,终轧温度对r值的影响较小,而对于Nb-IF钢则有明显的影响,这可能与Ti的化合物比Nb的化合物析出温度高有关。而在Ti+Nb-IF钢中,终轧温度的影响要复杂些,这是多种析出相共同作用的结果。高温有利于碳、氮化物的析出和粗化,特别是对于在较低温度热轧后发生的析出,而这对提高IF钢的r值是有利的,所以一般采用高温卷取。另外,由于NbC的析出温度比TiCN低,所以卷取温度对Nb-IF钢的影响比Ti+Nb-IF钢及Ti-IF钢显著。
(7)冷轧 冷轧工艺对IF钢的深冲性能,即IF钢的r值和(111)织构会产生较大的影响。在材料成分和热轧工艺一定的条件下,随着冷轧压下率的增大,材料的深冲性能得到提高。目前主要采用控制冷轧压下率的方法来提高材料的深冲性能。
(8)连续退火 连续退火按连续退火炉炉型的不同可分为两种。一种是明火加热,其特点是炉温较高,最高可达1300℃,带钢加热速度较快,可达50℃/s;另一种采用全辐射管加热,炉温一般不超过1000℃,带钢加热速度略慢。退火工艺中采用高温退火以保证再结晶充分进行以及保证有利再结晶组织的形成。退火工艺中影响IF钢力学性能的第一要素是退火温度,但退火温度也不宜过高,以避免晶粒过分粗化;退火张力对钢板的力学性能有不利的影响,在条件允许的情况下,应尽可能减少炉子的退火张力;光整+拉矫对钢板的屈服强度和n值有明显的影响,故在满足板面光整质量的前提下,应尽量减小光整的延伸率,一般光整+拉矫的延伸率控制在1.2%以下为宜。
(9)显微组织IF钢冷轧供应态钢板具有典型的冷轧组织,此时晶粒沿轧制方向被拉长,呈纤维状,退火态冷轧钢板由等轴晶组成,基体是单相铁素体,IF钢冷轧退火板在高温退火后组织发生了重结晶,与IF钢冷轧板相比晶粒更加细化,组织也更为均匀(见图2-50)。
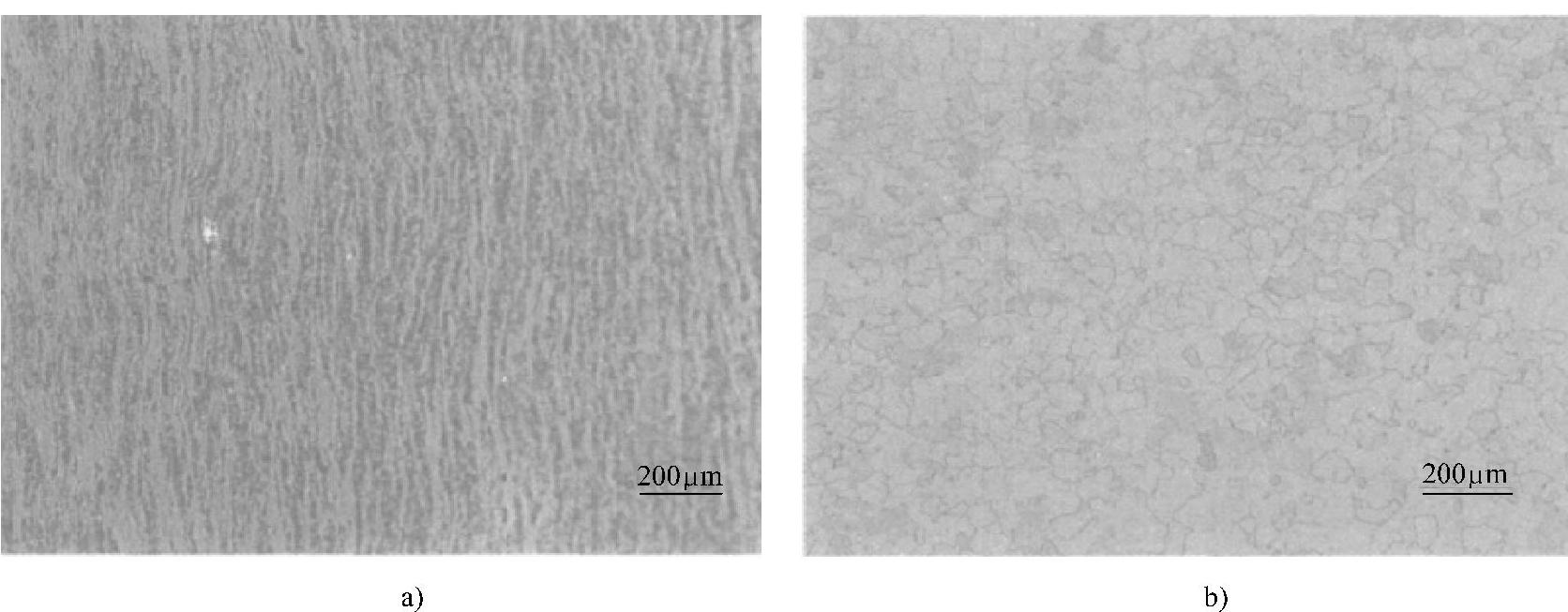
图2-50 IF钢冷轧与退火后的显微组织
a)冷轧态 b)退火后
不同冷变形和退火条件下再结晶织构是不同的,有人研究过冷轧压下率和退火温度对IF钢再结晶织构的影响,结果表明,退火温度为680℃时,α取向线上,在压下率为80%时,{001}〈;110〉和{111}〈;110〉织构组分有较理想的分布形态。压下率为80%时获得最强的γ纤维织构。退火温度为720℃时,α取向线上,压下率为84%时,{001}〈;110〉和{111}〈;110〉织构组分有较理想的分布形态,压下率为84%时获得最强的γ纤维织构。
(10)性能IF钢优越的深冲性能使其得到广泛应用,n值和r值越高,深冲性能越好,Δr越低,冲压越不易产生制耳。r值与织构密切相关,有利织构{111}越强,不利织构{100}越弱,r值越高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。