



金属薄板在不同的应变路径下可以取得不同的极限应变,这些极限应变值在坐标系中构成的极限应变分布区域,以及根据极限应变点绘成的曲线称为成形极限图(Forming LimitDiagram,FLD),其中由极限应变点绘成的曲线称为成形极限曲线(Forming Limit Curve,FLC)。成形极限图和成形极限曲线在冲压生产中是分析冲压成形工艺过程能否稳定发展的判据,而在材料学方面表征金属薄板在冲压过程中抵抗局部缩颈或破裂的成形能力。
材料成形极限图(FLD)是按照国家标准GB/T 15825.8—2008《金属薄板成形性能与试验方法 第8部分:成形极限图(FLD)测定指南》进行的测试的。FLD试验模具如图2-46所示。表2-21列出了成形极限图试验条件及参数。通常使用网格应变分析法(ISO/TR14936:1998)或其他应变分析法检测冲压成形时的极限应变。成形极限图和成形极限曲线既可以用实验室方法检测的极限应变数据确定,也可以用实际冲压生产中积累的极限应变数据确定。
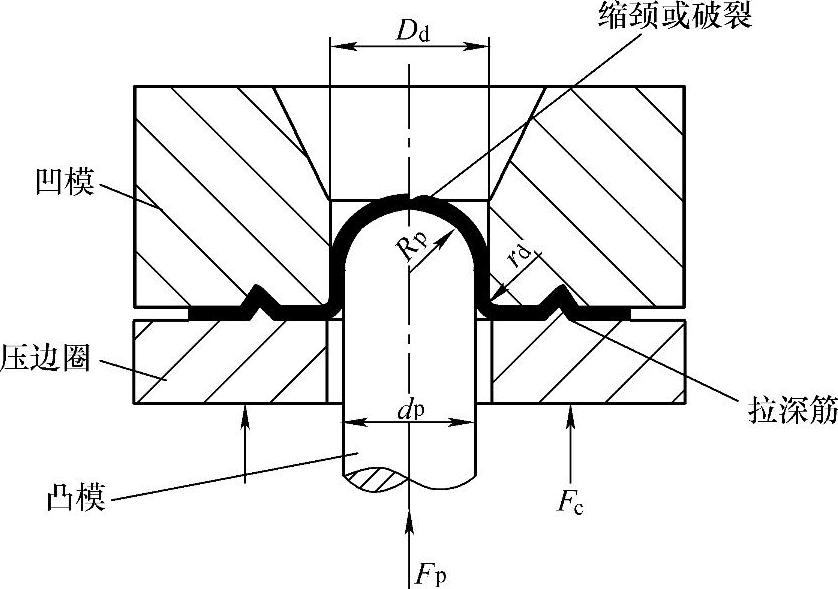
图2-46 FLD试验模具
表2-21 成形极限图试验条件及参数
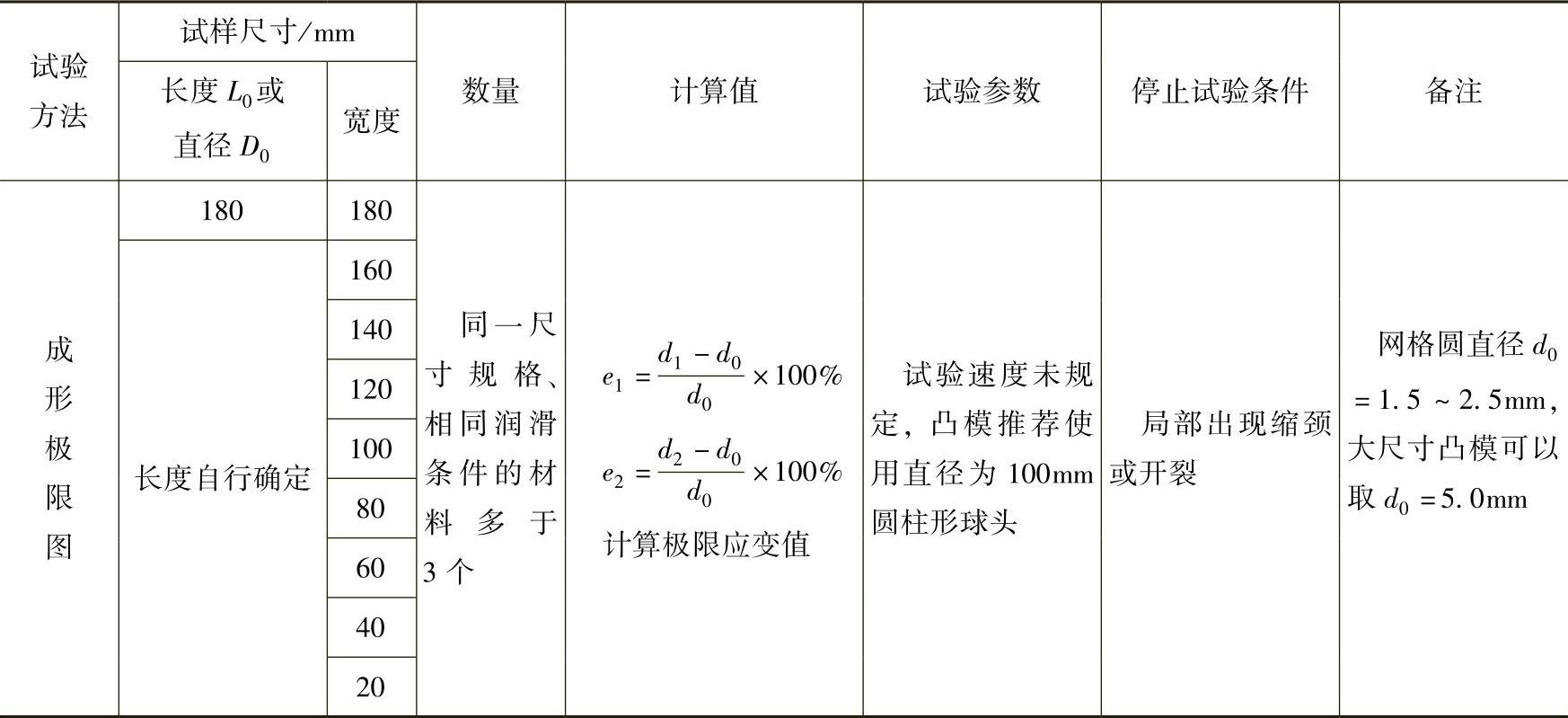
试验时,将一侧表面制有网格的试样置于凹模与压边圈之间,压紧拉深筋以外的材料,试样中部在外力作用下产生变形,其表面上的网格圆发生变形。当某个局部产生缩颈或破裂时,停止试验,测量缩颈区或破裂区附近的网格圆长轴和短轴尺寸,计算板料允许的局部表面极限主应变量(e1、e2)或(ε1、ε2)。
临界网格圆为试样上紧靠缩颈或裂纹的网格圆。临界网格圆的长、短轴采用显微镜进行测量,并计算极限应变,随后将试验点(e2、e1)绘制在直角坐标系中便得到成形极限图(FLD)(见图2-47),成形极限图中平面应变区域最低点的e1便是FLD0。


式中 e1、e2——工程主应变;(https://www.xing528.com)
ε1、ε2——真实主应变;
d1——临界网格圆长轴直径;
d2——临界网格圆短轴直径;
d0——网格圆初始直径。
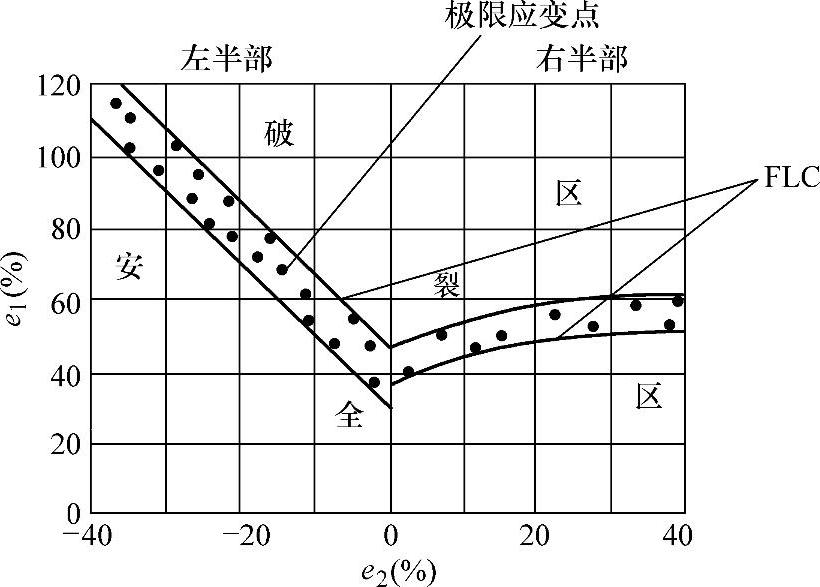
图2-47 成形极限图(FLD)和成形极限曲线(FLC)
成形极限图表示金属板材在各种应变比时所能承受的极限应变。金属成形必须在塑性范围内进行,从而获得永久变形并保持由成形所得到的零件形状。成形必须超过弹性范围,但不超过缩颈的失稳阶段,这样讨论的范围就是由弹性极限到失稳前的均匀塑性变形区。薄板成形时受力状态难以测定,而变形结果比较容易获得,因此薄板成形主要研究应变状态而非应力状态,尤其是极限应变状态,成形性能主要处于极限应变附近。薄板成形中的应变状态如图2-48所示,可以用胀形和拉深两种形式概括,对应于失稳就是缩颈和起皱。
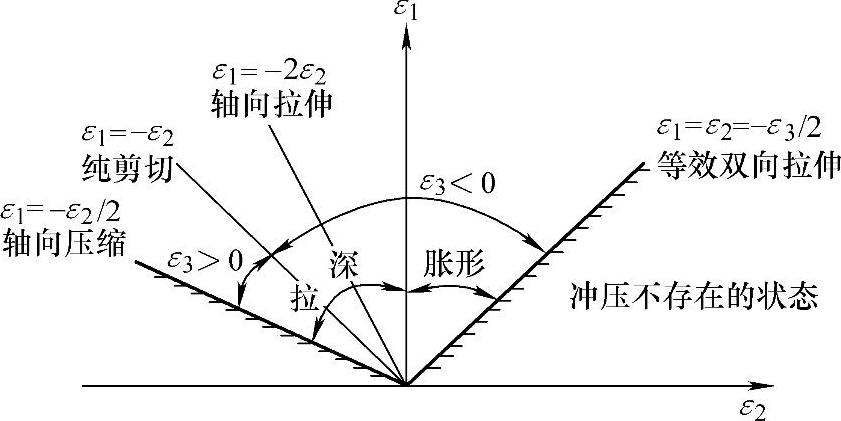
图2-48 薄板成形中的应变状态
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。