



实例1:升降机的上升、下降控制是经典的正、反转控制,为了减缓起动、停止时的冲击,适当的延长加、减速时间即可实现。升降机运行曲线如图7-63所示。图中正向起动时,刚开始慢速运行至8Hz,重物起来后加速到45Hz,快到需要高度时减速到10Hz,运行到需要高度慢速停下,下降时运行情况相同。
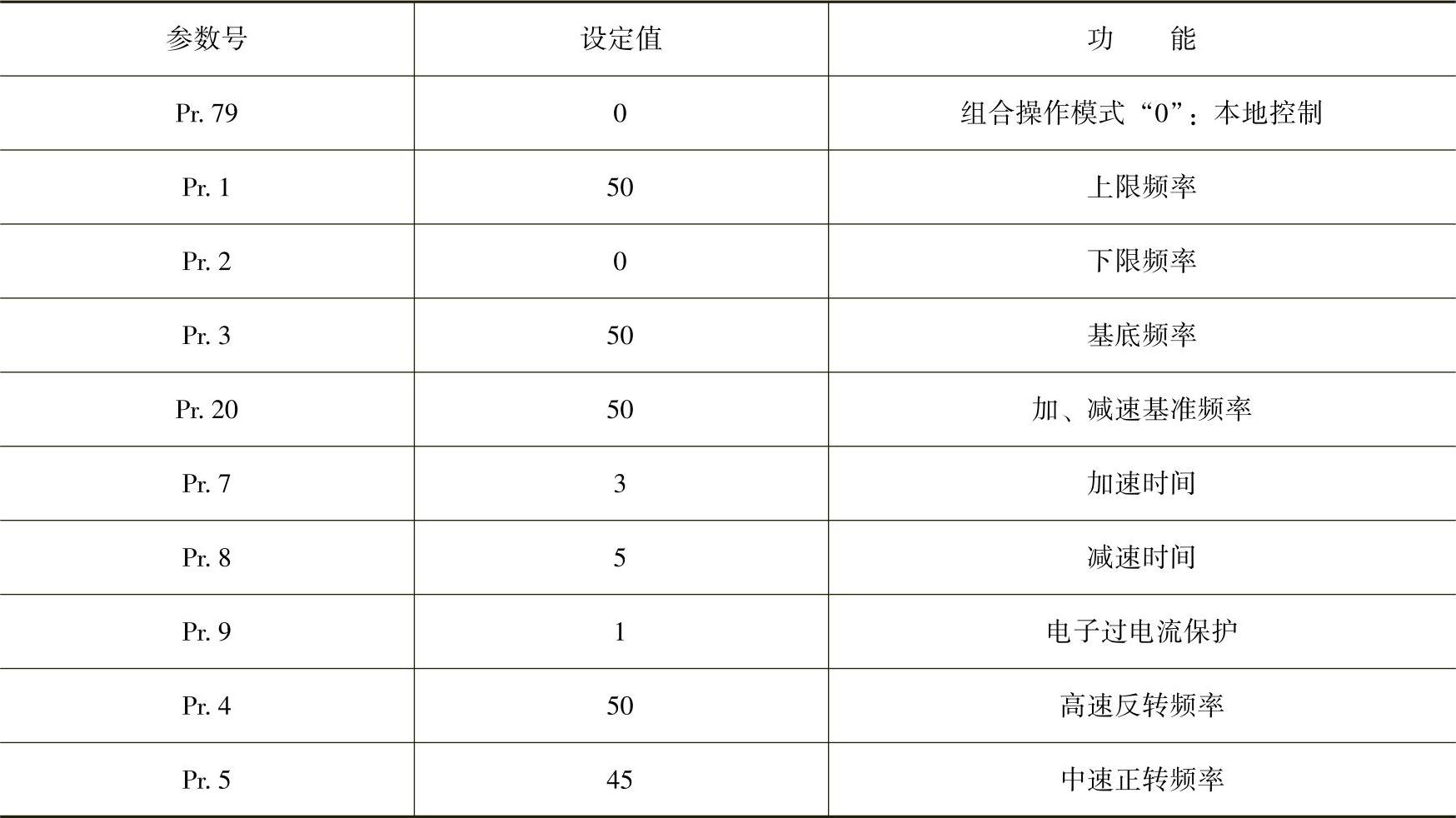
可以在“PU”方式运行此曲线。运行时,不需考虑低速运行,正向直接加速到45Hz运行,反向直接加速到50Hz运行(停止时的10Hz和13Hz不考虑)。变频器参数设定表见表7-19。
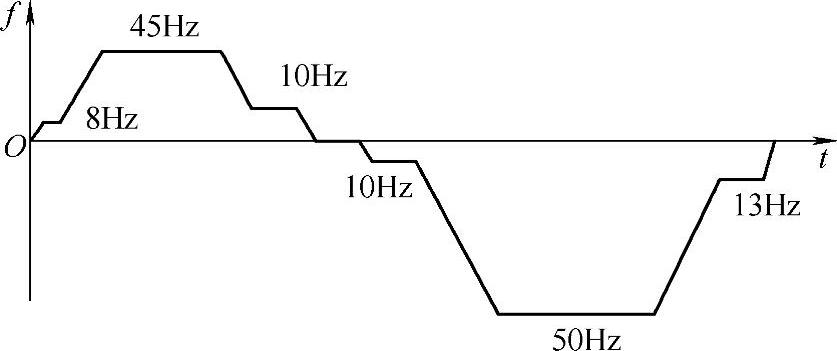
图7-63 升降机运行曲线
表7-19 变频器参数设定表
实例2:龙门刨床是机械制造业中必不可少的机械加工设备,主要由床身、横梁、刀架、立柱等部分组成,工作时被加工的零件固定在工作台上做往复运动,刀架装在横梁上,由垂直进给电动机拖动可以上下运动(即垂直方向进刀),横向进给由横向进给电动机拖动左右运动(即横向进给)。下面用PLC与变频器联合控制实现对龙门刨床加工过程的控制。
工作台的速度运行曲线如图7-64所示,曲线的形成说明如下:
1)刚开始工作台前进起动,刀具慢速切入,运行在15Hz上。
2)8s后开始加速到稳定切削阶段,运行在45Hz上。
3)15s后开始减速退刀,在10Hz上运行8s。
4)随后工作台反向加速返回,运行在50Hz上。
5)13s后后退减速到15Hz上,随后工作台返回停止,完成一个运行周期。
变频器参数设定
1.基本参数(Pr.79=1下设定)(https://www.xing528.com)
基本参数设定见表7-20。
2.运行参数(Pr.79=5下设定)
通过PLC编程对龙门刨床加工进行控制,它
的工作流程如图7-65所示。
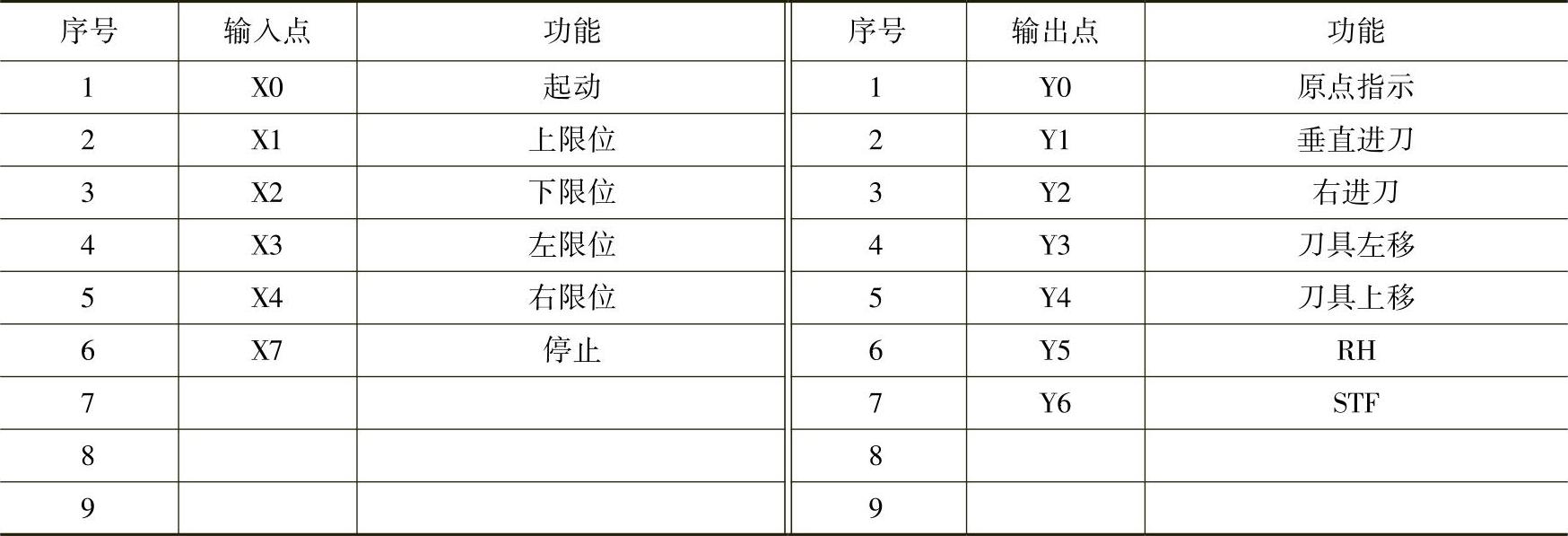
PLC的I/O分配表见表7-21。
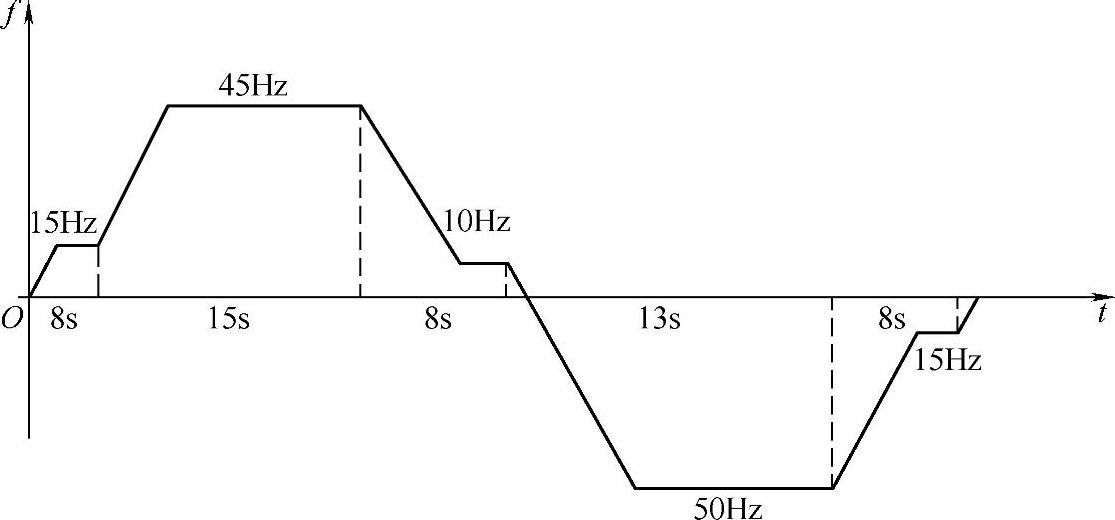
图7-64 工作台的速度运行曲线
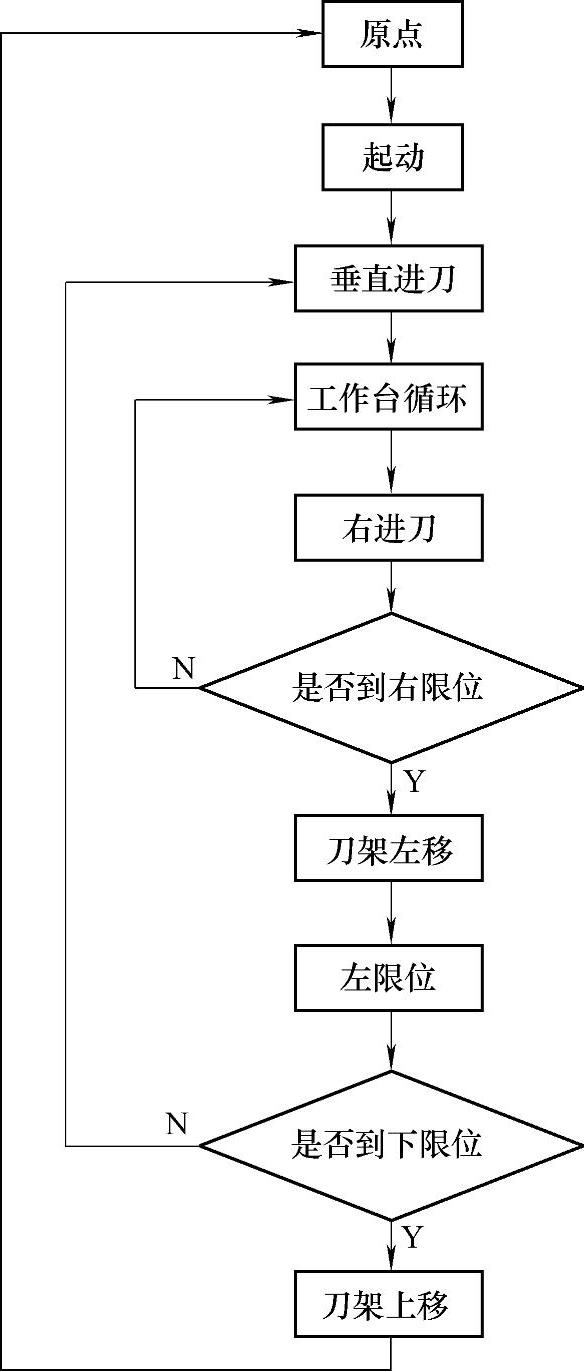
图7-65 龙门刨床工作流程
表7-20 基本参数设定表

表7-21 PLC的I/O分配表
根据图7-65和表7-21绘制出相关的变频器接线图和PLC程序设计流程图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。