



首先我们来看第一段输送带部分的控制要求,当按钮X020按下时,要求供给一个物件,这个供给和以前的做法一样。我们写出下面的一行程序就完成了(见图3-45)。对我们来说,只要让供给指令Y000接通,系统会随机给出大、中、小不同的物件。

图3-45 物件供给控制程序
第二步,我们来完成输送带的起动控制。根据控制要求,拨键X024拨到ON时,输送带起动,这里的输送带包括几个部分,分别由Y001、Y002、Y004、Y005进行驱动,因此我们使X024的常开触点来控制Y001、Y002、Y004、Y005线圈(见图3-46)。
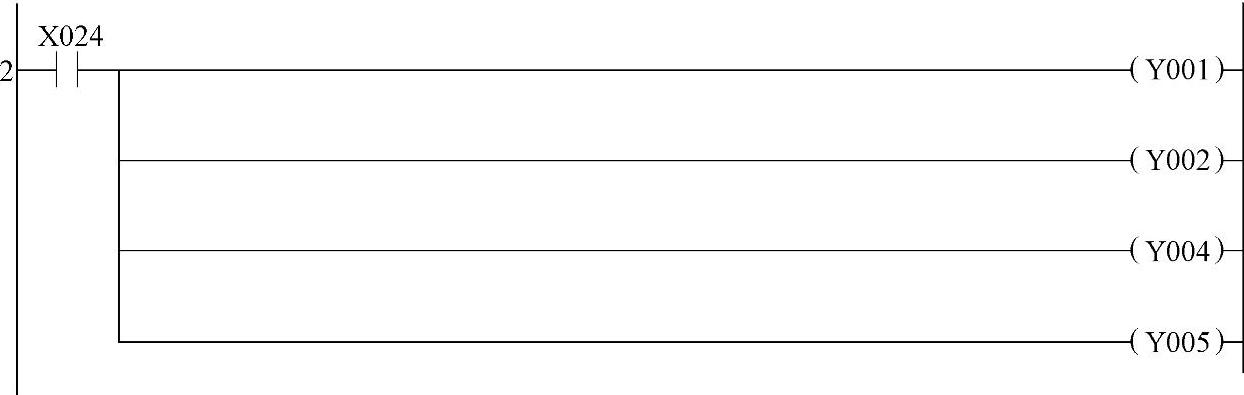
图3-46 输送带的起动控制
完成了输送带部分的控制,我们可以把程序转换、下载到PLC中看一下,是不是能按照我们的预期来实现控制。完成这一步后,供给物件会随机供给一个物件,并且物件会随着输送带移动一段距离。
注意,很多同学在完成比较长的程序时会把程序完全编写完,然后再转换、下载到PLC中去进行调试。其实这是一种错误的作法,特别是对初学者来说更是不可取。因为程序越长,越容易出现错误,当程序全部完成后,调试中发现不能按照要求实现控制时,就比较难找出错误。而且程序还会前后相互影响,有很多时候会出现越改问题越多、越严重的状况,这种情况下,不少初学者就会灰心甚至放弃。
那怎样的调试习惯是良好的呢?就是在完成了一小段功能相对完整的程序后,就立即转换并下载到PLC中去。既然一个难的控制任务是由多个简单的控制任务组成的,我们分别攻克这几个小问题也就攻克了整个问题。因此,每完成一个小的控制任务就下载并调试好,就能保证前面的程序都正确,如果再编写一小段程序后出错了,那么错误就出在后来编写的那一小段程序中,这样就容易找出错误。
然后,我们再来完成大、中、小物件的判断和分拣控制程序。大、中、小物件的判断我们在前面详细说明过,这里就不重复了,图3-47所示是对物件大小的判断,这里没有物件大小的指示灯,因此我们把物件的大小信息存放在辅助继电器的状态中,大物件M1被置1,中物件M2被置1,而小物件M3被置1。(https://www.xing528.com)
M1、M2、M3储存着本次工作周期中被处理物件的大小信息,为了不妨碍储存下一个工作周期中被处理物件的大小信息,我们必须在本工作周期结束或者下个工作周期开始时将M1、M2、M3的状态清零(复位)。这里我们选择采用在下一个周期开始的时候来清零,当我们再次按下X020即物件供给命令按钮时,对M1、M2、M3的状态清零。由于M1、M2、M3是编号连续的辅助继电器,因此我们可以使用ZRST指令,后面跟着几个继电器的首地址和末地址,使用ZRST指令可以简化程序(见图3-48)。当然我们也可以采用三条RST指令来分别将M1、M2、M3的状态清零。
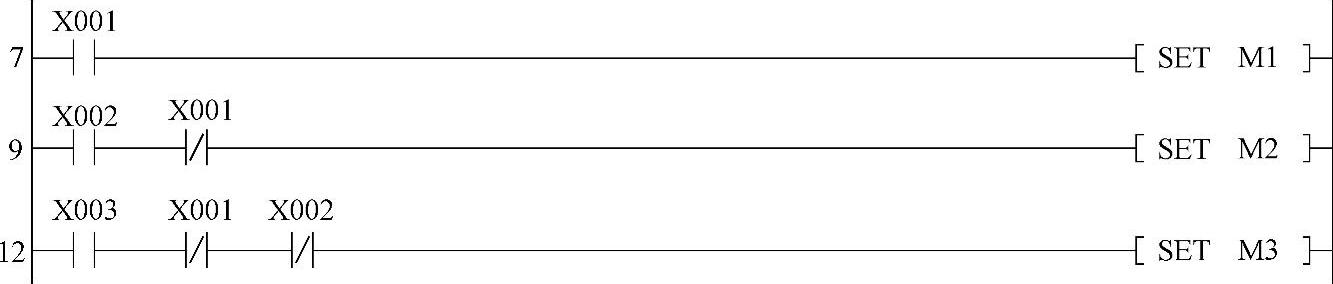
图3-47 大中小物件的判断

图3-48 物件大小信息的清零
最后,我们完成分拣控制部分。根据控制要求,大物件和小物件通过分拣器的置1被分拣器分拣到后部输送带,中物件通过时分拣器不动而进入到前部输送带。因此,代表大物件和小物件的M1和M3的常开触点驱动分拣器Y003。这里Y003使用的是输出线圈的驱动方式,当M1和M3复位时,Y003也随之复位,但如果这里Y003也采用置位指令的话,则还需要使Y3的RST指令来令其复位(见图3-49)。

图3-49 分拣控制
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。