



在启动软件后,会出现一个登录界面,你已输入一个用户名和密码作为你学习的一个记录,不过一般来说没有必要去设置,只要点击开始就好了。登录界面如图1-31所示。
图1-31 登录界面
接着出现训练的主界面,共有A到F六个学习阶段,由简单到困难,由浅入深,建议初学者从A开始一步一步学起,开始先认真了解一下软件使用的有关事项。主界面如图1-32所示。
培训界面如图1-33所示。
说明:3-D界面仿真和操作面板中的X和Y是指控制其相应设备的输入和输出,如传送带旁写有的“Y1(传送带正转)”指的是当PLC的Y1为1时,传送带就正向运转,传感器X0指的是检测物体的传感器在PLC的输入是X0,等等。
索引窗口指导你学习的方法和学习步骤,刚开始学习时建议你按照它的提示一步一步来做,熟练后可以不按提示步骤,可以利用已知的指令对模拟的动作加以扩展,如索引窗口中要求实现按下按钮(如X1)后机器摇臂供给(Y0=1),你可以用你学过的定时器或其他方法来实现机器摇臂的自动供给。但编程时必须和3-D仿真界面及操作面板中提供的输入/输出地址相同(如机器摇臂供给地址是Y0,在编程时必须使Y0=1才能供给货物)。
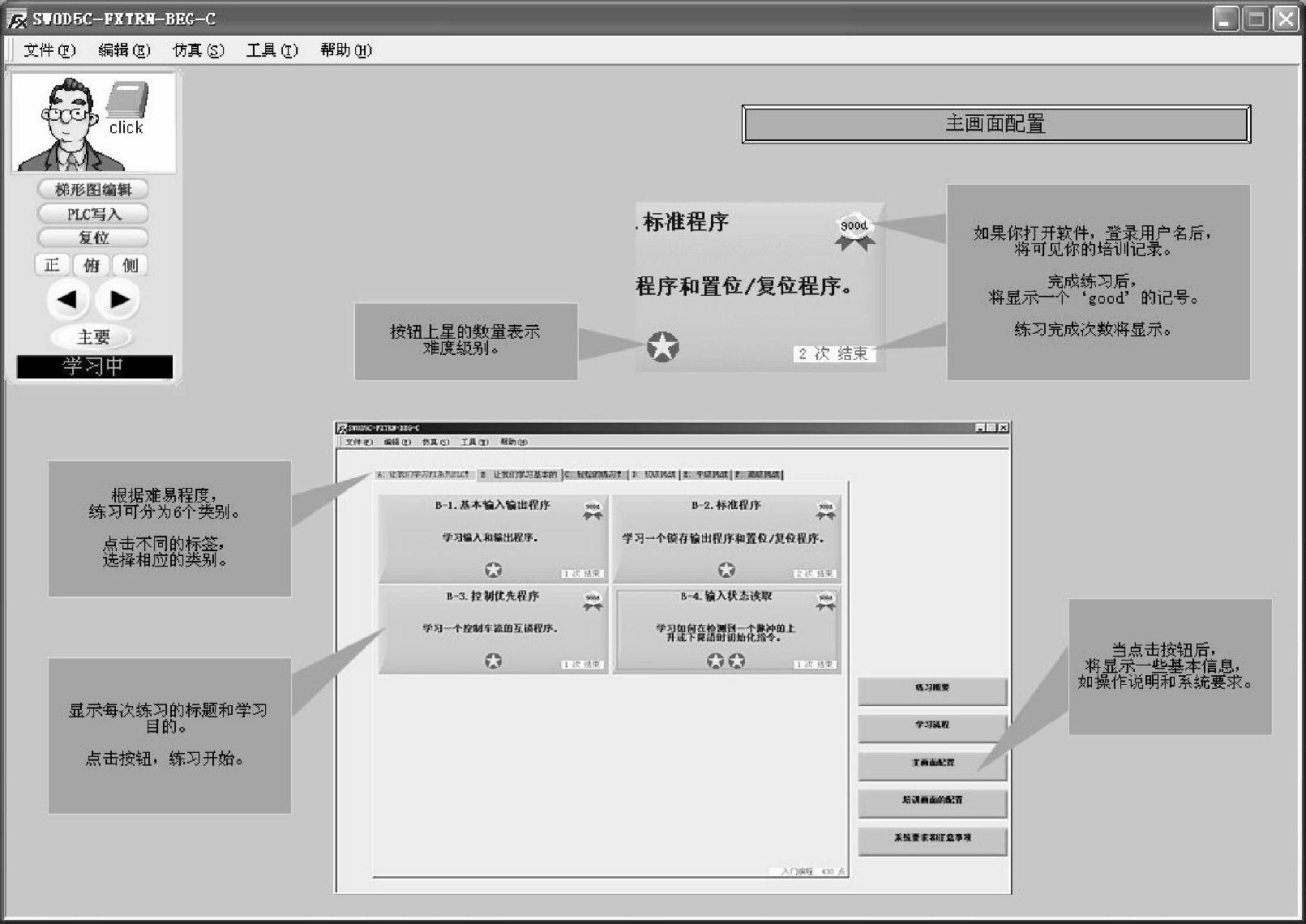
图1-32 主界面
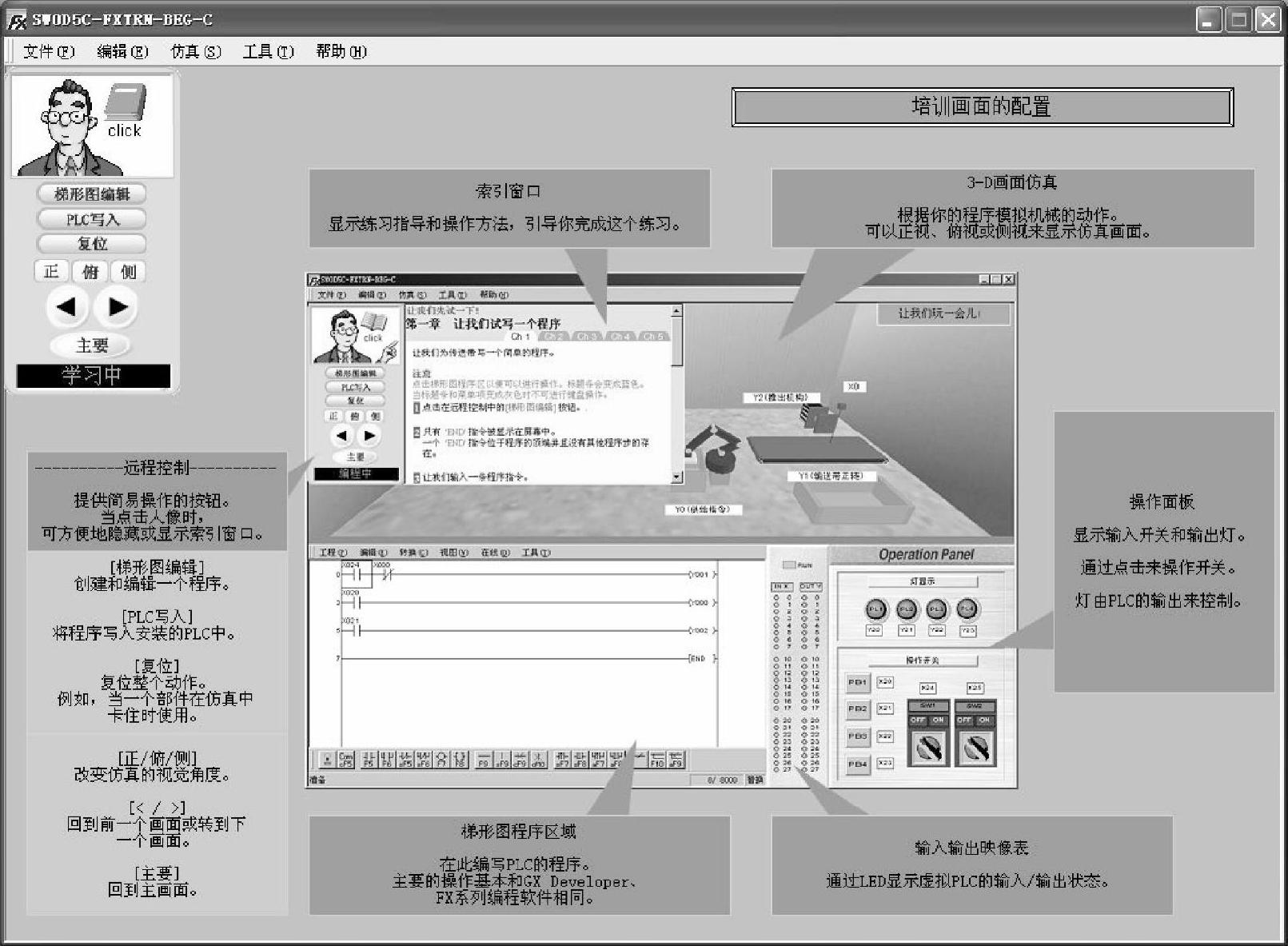
图1-33 培训界面
下面重点介绍梯形程序区域的用法:
1)在输入程序或操作程序区域各菜单时,必须使该区域处于激活状态,方法是:点击左上角人像下面的“梯形图编辑”按钮,此时梯形图输入区域上方的蓝色条变为深蓝色(未激活时是蓝色),图1-34所示就是程序输入区域激活前后的对比。
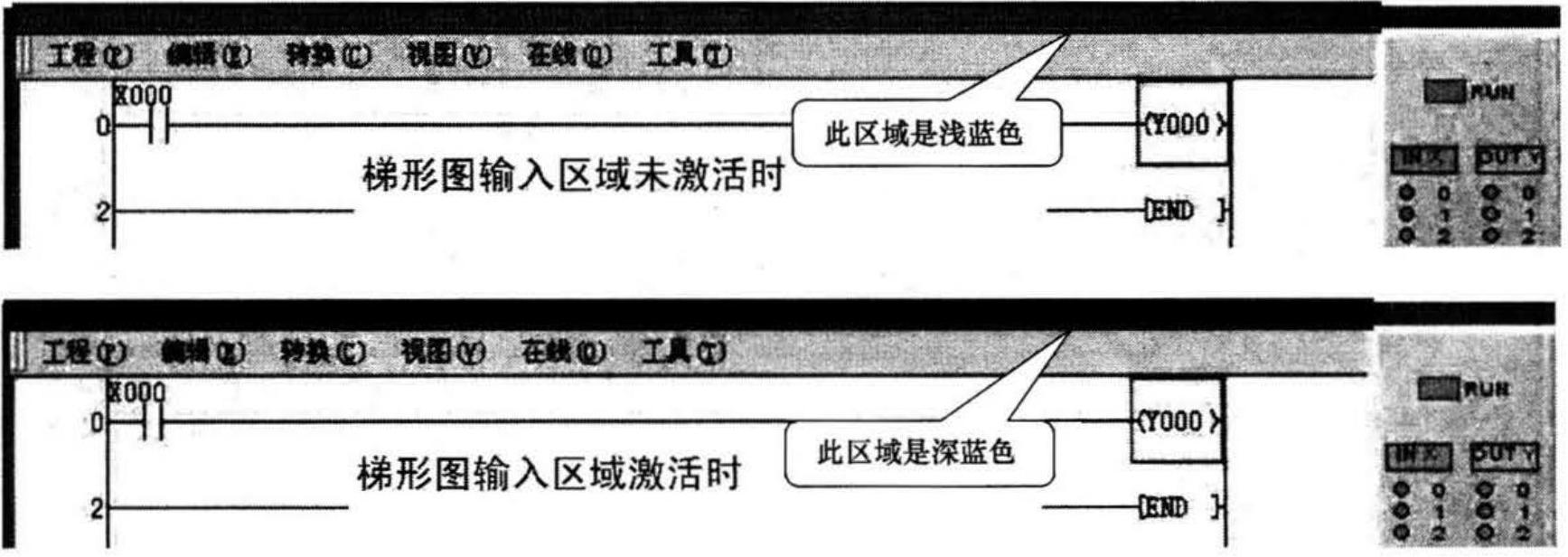
图1-34 程序输入区域激活前后的对比
点击“梯形图编辑”进入编程状态,该软件只能利用梯形图编程,并通过点击界面左下角“转换程序”按钮或“F4”热键,将梯形图转换成语句表,以便写入模拟PLC主机。但是该软件不能用语句表编程,也不能显示语句表。
在编程区的左右母线之间编制梯形图,编程区下方显示可用鼠标左键点击或者热键调用的元件符号栏,如图1-35所示。

图1-35 元件符号栏及编程热键
元件符号栏的说明如下:
 :将梯形图转换成语句表(“F4”为其热键);
:将梯形图转换成语句表(“F4”为其热键);
 :放置常开触点;
:放置常开触点;
 :并联常开触点;
:并联常开触点;
 :放置常闭触点;
:放置常闭触点;
 :并联常闭触点;
:并联常闭触点;
 :放置线圈;
:放置线圈;
 :放置指令;
:放置指令;
 :放置水平线段;
:放置水平线段;
 :放置垂直线段于光标的左下角;
:放置垂直线段于光标的左下角;
 :删除水平线段;
:删除水平线段;
 :删除光标左下角的垂直线段;
:删除光标左下角的垂直线段;
 :放置上升沿有效触点;
:放置上升沿有效触点;
 :放置下降沿有效触点。
:放置下降沿有效触点。
元件符号下方的“F5~F9”等,分别对应键盘上方的编程热键,其中大写字母前的小写s表示Shift+;c表示Ctrl+;a表示Alt+。
2)梯形图编程采用鼠标法、热键法和指令法均可调用、放置元件。
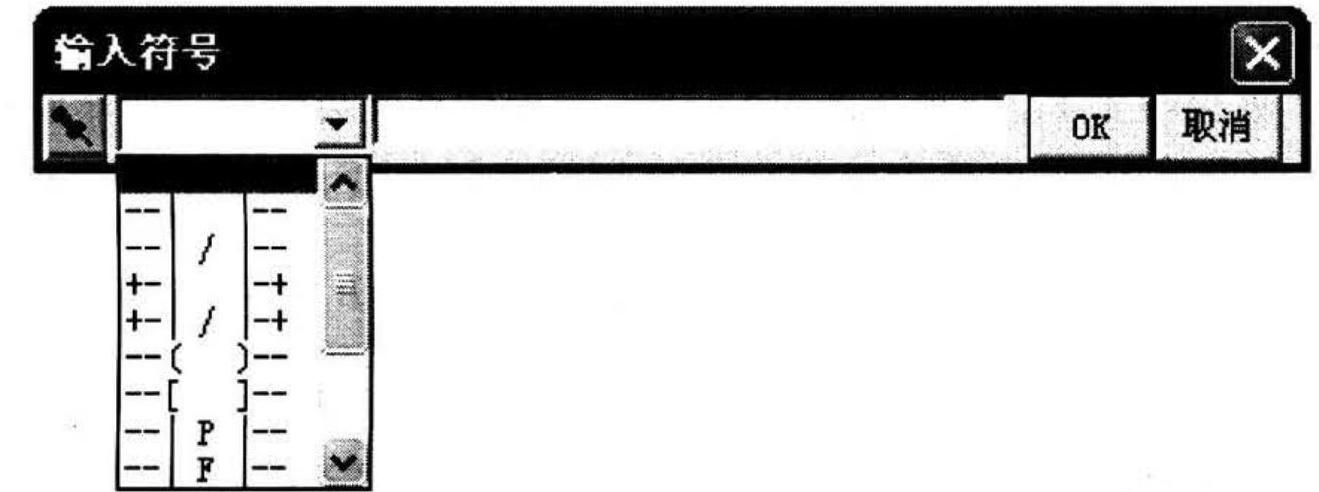
①鼠标法:移动光标到预定位置,鼠标左键单击编程界面下方的某个触点、线圈或指令等符号,弹出元件对话框,如图1-36所示。输入元件标号、参数或指令,即可在光标所在位置放置元件或指令。
 (https://www.xing528.com)
(https://www.xing528.com)
图1-36 元件对话框
②热键法:点击某个编程热键,也会弹出元件对话框,其他同上。
③指令法:如果对编程指令助记符及其含义比较熟悉,利用键盘直接输入指令和参数,可快速放置元件和指令。例如:输入“LD X1”,将在左母线加载一个X1常开触点;输入“ANDF X2”,将串连一个下降沿有效触点X2;输入“OUT T1 K100”,将一个10s计时器的线圈连接到右母线。
线段只能使用鼠标法或者热键法放置,而且竖线段将放置在光标的左下角。
3)菜单的用法。菜单中的各项目和其他软件的内容差不多,下面只介绍几个不同之处和用得比较多的菜单项。
①“转换”——“转换(F4)”:当在程序输入区域输入程序或程序有改动后,新输入的程序或改动部分背景色会变为灰色,如图1-37所示,此时执行此菜单项对程序进行编译(或按“F4”键或程序输入区域下方快捷菜单最左边的转换按钮),如程序无错误,就会(或按“F4”键或程序输入区域下方快捷菜单最左边的转换按钮 ),如程序无错误,就会编译通过,程序背景色变成白色。
),如程序无错误,就会编译通过,程序背景色变成白色。

图1-37 背景色变为灰色
②“在线”——“写入PLC”:程序写完并编译通过后,执行此项,模拟写入PLC(实际上PLC并不存放),写入完成后,会出现“写入完成,仿真将启动”对话框,点击“确定”后,右侧“输入/输出映像表”中的“RUN”的指示灯 就会亮,表示PLC已经运行,这时就可以使用操作面板中的操作按键进行模拟了。此功能也可以通过左上角人像下面的“PLC写入”按钮来实现。
就会亮,表示PLC已经运行,这时就可以使用操作面板中的操作按键进行模拟了。此功能也可以通过左上角人像下面的“PLC写入”按钮来实现。
4)梯形图工具栏的说明。在程序输入区域的上方有个梯形图工具栏,包括了常用的各种绘制梯形图的工具。当把鼠标放于某个工具图标上时,会显示该工具的名称(如常开、常闭、线圈、应用指令、上升沿、下降沿等。)
①常开、常闭指令 :同电气原理图中的常开、常闭一样,使用方法也大体一样。如图1-38所示的这段程序是电气控制中常用的自保停电路的PLC梯形图,其中X000接启动按钮(常开),X001接停止按钮(常闭,需要注意的是根据梯形图,停止按钮必须接常开,如和电气原理图中一样也接常闭,则此梯形图不会有输出。这是因为如停止按钮接常闭,X001就会等于1,则梯形图中的X001常闭触点就会断开。如非要停止按钮接常闭触点,则梯形图中的X001应换为常开,Y000则接控制电动机的接触器线圈。你可以看一下是否和电气原理图中的分析方法一样。
:同电气原理图中的常开、常闭一样,使用方法也大体一样。如图1-38所示的这段程序是电气控制中常用的自保停电路的PLC梯形图,其中X000接启动按钮(常开),X001接停止按钮(常闭,需要注意的是根据梯形图,停止按钮必须接常开,如和电气原理图中一样也接常闭,则此梯形图不会有输出。这是因为如停止按钮接常闭,X001就会等于1,则梯形图中的X001常闭触点就会断开。如非要停止按钮接常闭触点,则梯形图中的X001应换为常开,Y000则接控制电动机的接触器线圈。你可以看一下是否和电气原理图中的分析方法一样。
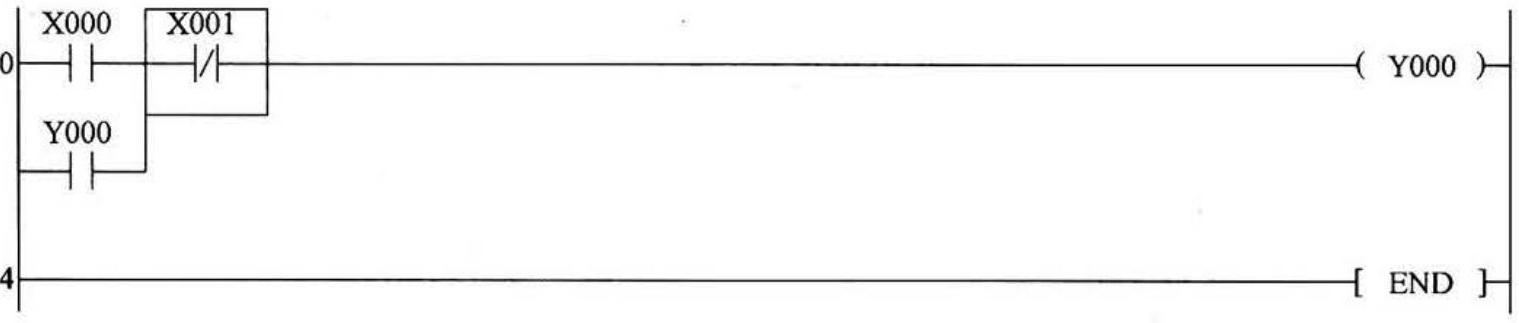
图1-38 实例1
另外,PLC外接开关(如开始按钮、停止按钮等)的形式最好是常开触点,这样在PLC程序图中的分析方法才能和电气原理图的分析方法一样。
②上升沿和下降沿指令 :这些触点只在闭合的上升沿或下降沿时动作。如图1-39所示,只在X000的上升沿执行后面的加法指令,而当X000闭合时,则不会执行加法指令,这样可以减少PLC的程序扫描时间。
:这些触点只在闭合的上升沿或下降沿时动作。如图1-39所示,只在X000的上升沿执行后面的加法指令,而当X000闭合时,则不会执行加法指令,这样可以减少PLC的程序扫描时间。

图1-39 实例2
③线圈指令 :是PLC的线圈驱动信号,可以用来驱动Y、M、S、T、C这些PLC内部元件的线圈。在输入定时器或计数器时,除了设置线圈号外,还需输入设定值。如图1-40所示为定时器指令输入时的对话框,其中的K10是十进制的10(十六进制以H开头,应是H10,即十进制的16),在三菱PLC中的T0的计时单位为100ms,因此输入T0是计时10×100ms=1s,到时候,T0的常开触点闭合,常闭触点断开。
:是PLC的线圈驱动信号,可以用来驱动Y、M、S、T、C这些PLC内部元件的线圈。在输入定时器或计数器时,除了设置线圈号外,还需输入设定值。如图1-40所示为定时器指令输入时的对话框,其中的K10是十进制的10(十六进制以H开头,应是H10,即十进制的16),在三菱PLC中的T0的计时单位为100ms,因此输入T0是计时10×100ms=1s,到时候,T0的常开触点闭合,常闭触点断开。

图1-40 定时器指令输入时的对话框
计数器也一样,但不分计数单位,如图1-41所示,读数器C0计数到100时,其常开触点闭合,常闭触点断开。

图1-41 计数器指令输入时的对话框
④应用指令 :主要是一些四则运算指令(加、减、乘、除),逻辑指令(或、与、异或等)和特殊模块指令等,在输入时,请查看相关的指令手册。如图1-42所示是输入加法指令时的界面,其含义是:D1=D0+100。
:主要是一些四则运算指令(加、减、乘、除),逻辑指令(或、与、异或等)和特殊模块指令等,在输入时,请查看相关的指令手册。如图1-42所示是输入加法指令时的界面,其含义是:D1=D0+100。

图1-42 输入加法指令时的界面
5)在编写程序时可能会出现一些错误,那要如何纠正错{
①删除元件:点击键盘“Del”键,删除光标处元件;点件。线段只能使用鼠标法或者热键法删除,而且应使要删除的
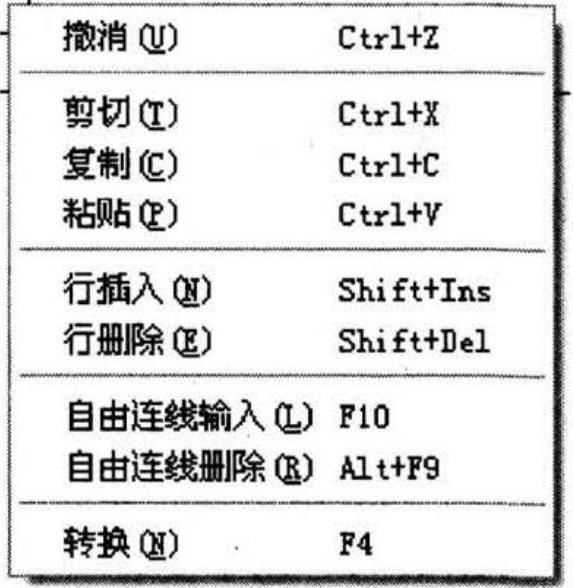
图1-43 右键菜单
②修改元件:鼠标左键双击某元件,弹出元件对话框。选择元件、输入元件标号,可对该元件进行修改编辑。
③右键菜单:单击鼠标右键,弹出右键菜单如图1-43所示,可对光标处进行撤消、剪切、复制、粘贴、行插入、行删除等操作。
另在以下目录中对应每个练习阶段都有对应的例程,学习时可以参考:培训软件安装目录/FXTRN/EXAMPLE。
在培训软件的梯形图输入界面的“工程→打开工程”可以找到相应的目录打开文件,再写入PLC后进行演示模拟。
文件的命名方法是:如文件名是A-3-1,对应的是A阶段学习第3节的程序,文件名最后一个数字l表示是第一个是在控制方式上有区别,如手动和自动的区别)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。