



1.算法的设计
(1)铣削矩形型腔四周圆角的应用实例,是在实例7-2、实例7-3、实例7-4的基础上延伸出来的,详细的算法说明可以参考以上实例的编程思路和算法。
(2)矩形型腔四周圆角的加工可以看做无数个不同深度、不同大小的矩形轮廓偏移而成,这些轮廓偏移根据1/4圆角规律组成的图形集合。因此,矩形型腔四周R5圆角可以采用圆的参数方程或圆的解析方程建立数学模型,找出刀路轨迹之间的变化规律,采用宏程序编制其加工的程序代码。
(3)根据加工零件图建立数学模型如图7-19所示。
矩形型腔倒R5圆角的编程思路:Z轴下降至铣削深度,然后铣削一个矩形型腔的轮廓,Z轴再下降至下一层的铣削深度,再次铣削一个矩形型腔的轮廓,每一层铣削一个矩形型腔的轮廓的大小都是不相同,它们根据1/4圆角的规律组成图形的集合。
从图7-19可知,矩形内腔倒R5圆角关键要计算任意高度对应矩形内腔轮廓的大小,以及确定有效的变量,其方法如下:
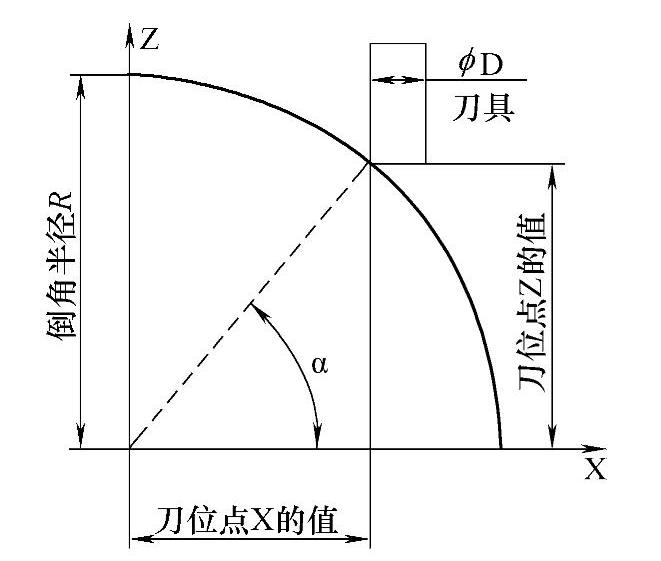
图7-19 矩形型腔四周圆角数学模型示意图
根据圆的参数方程X=R∗COS[α]、Y=R∗SIN[α],设置#100号变量控制圆参数方程角度,因此任意角度刀具Z值(#100角度对应的Z值)可表达为#101=R∗SIN[#100],X值(#100角度对应的X值)可表达为#102=R∗COS[#100]。
通过表达式控制半径随着深度变化而变化,在实例中孔口倒1/4圆,因此通过条件判断语句IF[#100 GE 0]GOTO n或IF[#100 LE 90]GOTO n来控制整个倒圆循环的过程。不同条件判断语句实现的加工方式不同:IF[#100 GE 0]GOTO n是自上而下加工方式,IF[#100 LE 90]GOTO n是自下而上的加工方式。
(4)多元素倒角、倒圆和单元素倒圆、倒角编程的基本思路和算法实质上是一致的,只是以铣削型面轮廓的刀路轨迹代替了铣削圆的刀路轨迹。
2.程序流程图设计
根据以上算法设计分析,规划矩形内腔倒R5圆角的刀路轨迹如图7-20所示,采用“自下而上”铣削模式铣削矩形内腔倒R5圆角程序流程框图如图7-21所示,采用“自上而下”铣削模式铣削矩形内腔倒R5圆角程序流程框图如图7-22所示。
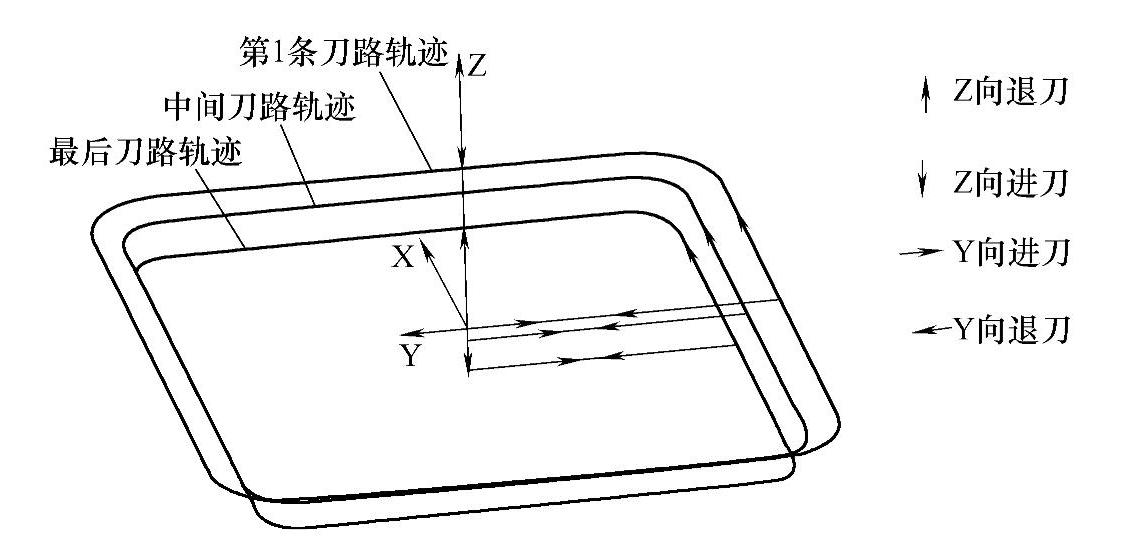
图7-20 矩形内腔倒R5圆角的刀路轨迹示意图

图7-21 “自下而上”铣削模式铣削程序流程框图
 (https://www.xing528.com)
(https://www.xing528.com)
图7-22 “自上而下”铣削模式铣削程序流程框图
3.根据算法以及流程图编写加工的宏程序代码
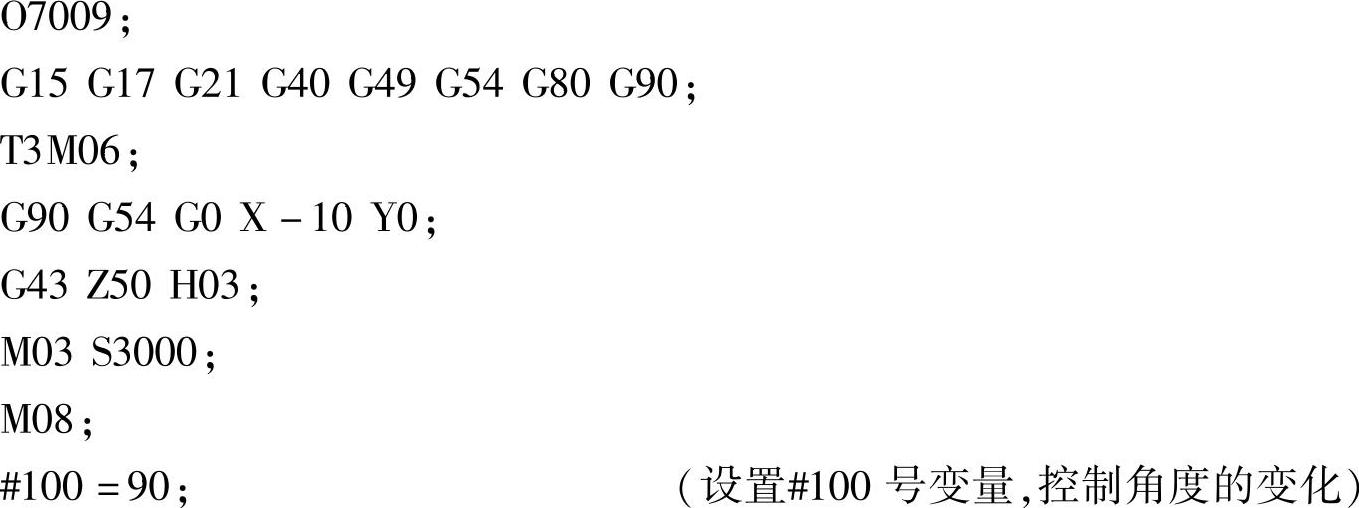
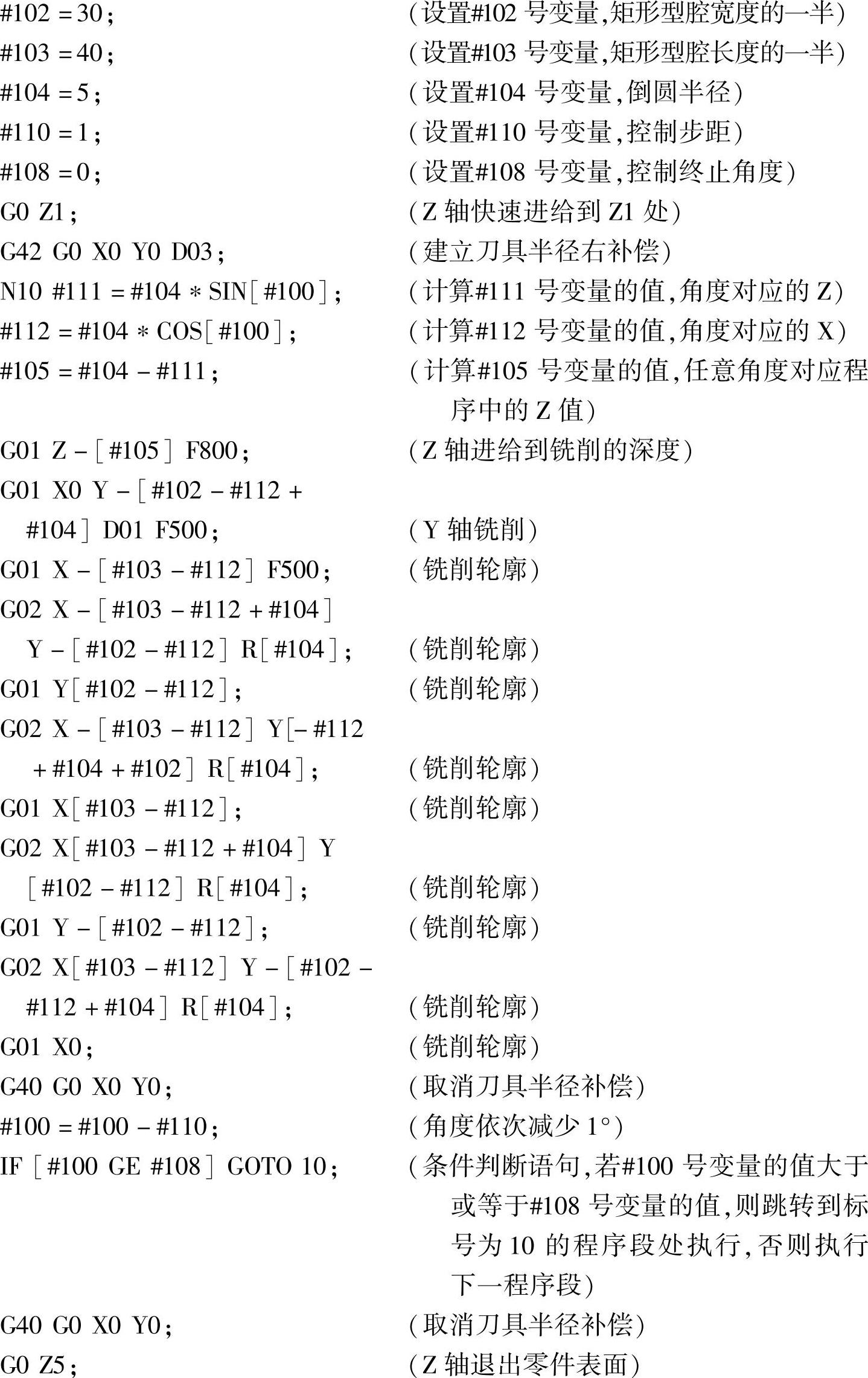
程序1:“自上而下”铣削矩形型腔四周R10mm圆角的宏程序代码
实例7-4 程序1编程要点提示:
(1)程序O7009是采用“自上而下”铣削模式铣削矩形型腔倒R5mm圆角的宏程序。矩形型腔倒R5圆角的编程思路和孔口倒角基本相同,只是以铣削矩形型腔轮廓代替了铣削整圆的轮廓。从程序O7007程序代码和实例7-2至实例7-4程序代码进行比较,发现程序O7007轮廓线铣削的代码要比实例7-2至实例7-4中的程序代码复杂得多,是由于矩形型腔轮廓本身比孔口轮廓复杂,并不是编程的思路和算法复杂。
(2)程序O7009是采用“自上而下”铣削模式铣削矩形型腔倒R5mm圆角的宏程序应用代码,适用于精加工轮廓以及余量较小的粗加工。
(3)程序O7009的编程思路和算法适用于任意圆角大小、任意圆角深度的铣削加工。在实际编程中,圆角发生变化,只要改变#104号变量以及控制角度的#108号变量的值即可。
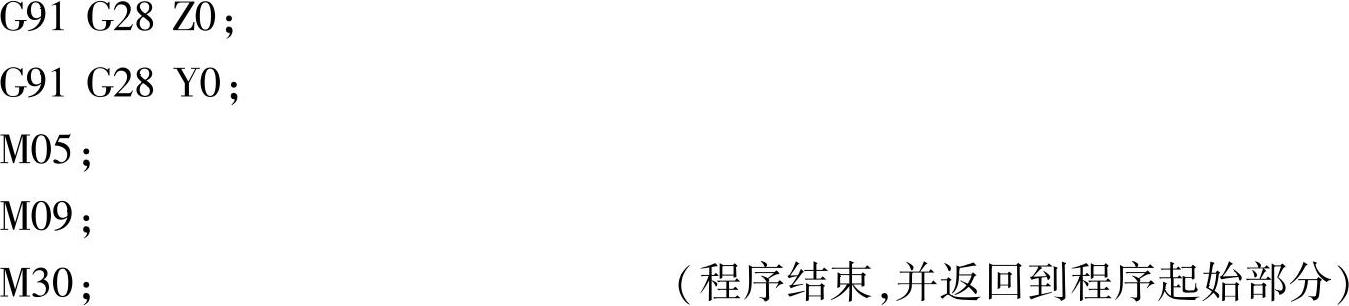
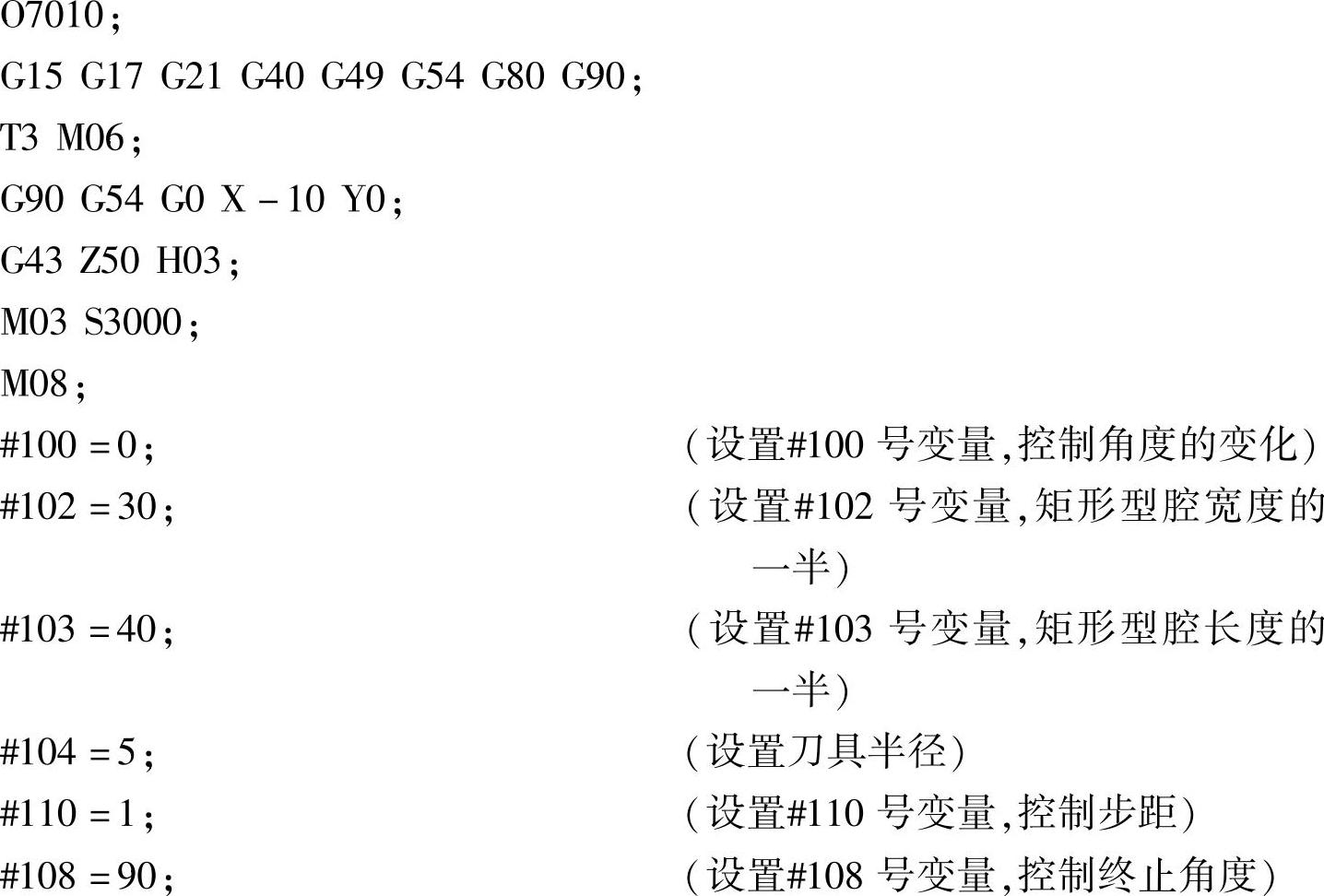
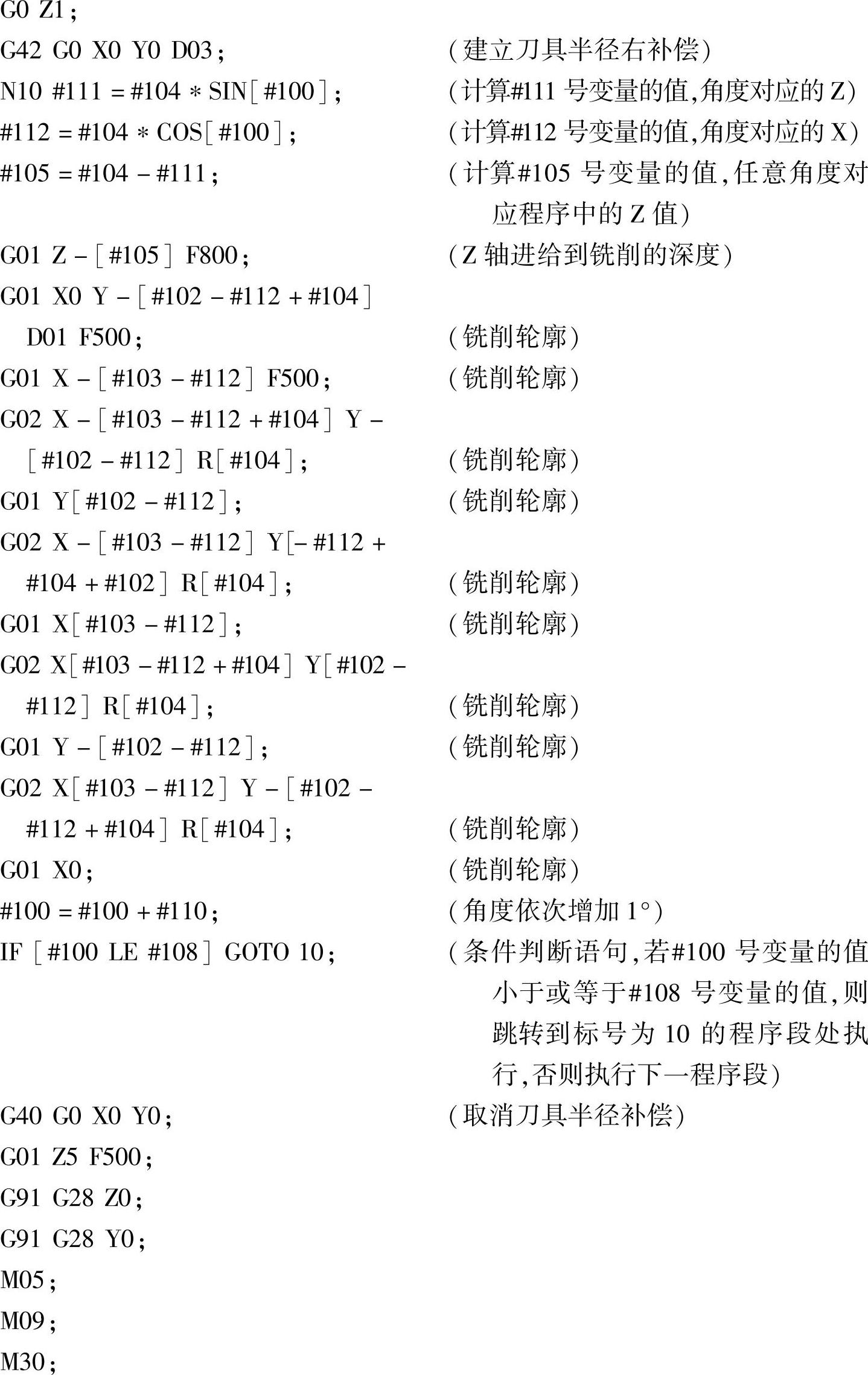
程序2:采用“自下而上”铣削模式铣削矩形型腔四周倒R10mm圆角的宏程序代码
实例7-4 程序2编程要点提示:
(1)程序O7010是自下而上铣削矩形型腔倒R5mm圆角的宏程序应用代码。
(2)注意比较程序O7009和程序O7010两种不同铣削方式的程序代码的微小区别。其余编程要点提示见程序O7009编程要点提示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。