



【摘要】:在此,仅介绍数控铣宏程序的编制思路和方法,暂不考虑加工效率和经济效益等因素,在本实例中选择FANUC系统的数控铣床来加工该零件。装夹方式:该零件加工需要在数控铣床工作台面上安装一个自定心卡盘,采用自定心卡盘夹持毛坯的一端,另一端伸出卡盘约40mm左右。表2-2 铣削圆柱台的工序卡
该零件要求在圆柱体毛坯上铣削出一个直径为100mm、高度为10mm圆柱形凸台,加工和编程之前需要考虑以下方面:
(1)机床的选择:从该零件图分析,采用数控车是较为理想的加工方式,但实际加工中,有的零件数控车无法装夹,不得不采用铣削方式加工。在此,仅介绍数控铣宏程序的编制思路和方法,暂不考虑加工效率和经济效益等因素,在本实例中选择FANUC系统的数控铣床来加工该零件。
(2)装夹方式:该零件加工需要在数控铣床工作台面上安装一个自定心卡盘,采用自定心卡盘夹持毛坯的一端,另一端伸出卡盘约40mm左右。
(3)刀具的选择:采用φ12mm的立铣刀(2号刀)。
(4)安装寻边器,找正零件中心,存入G54零件坐标系。
(5)量具的选择:
①0~150mm游标卡尺。
②0~150mm游标深度卡尺。
(6)编程原点的选择:X、Y向编程原点选择为圆中心,Z向零点在毛坯上表面。(https://www.xing528.com)
(7)由于铣削深度为10mm,材质为45钢,采用在深度方向进行分层铣削;铣削模式为跟随轮廓形状;铣削每层深度为2mm。
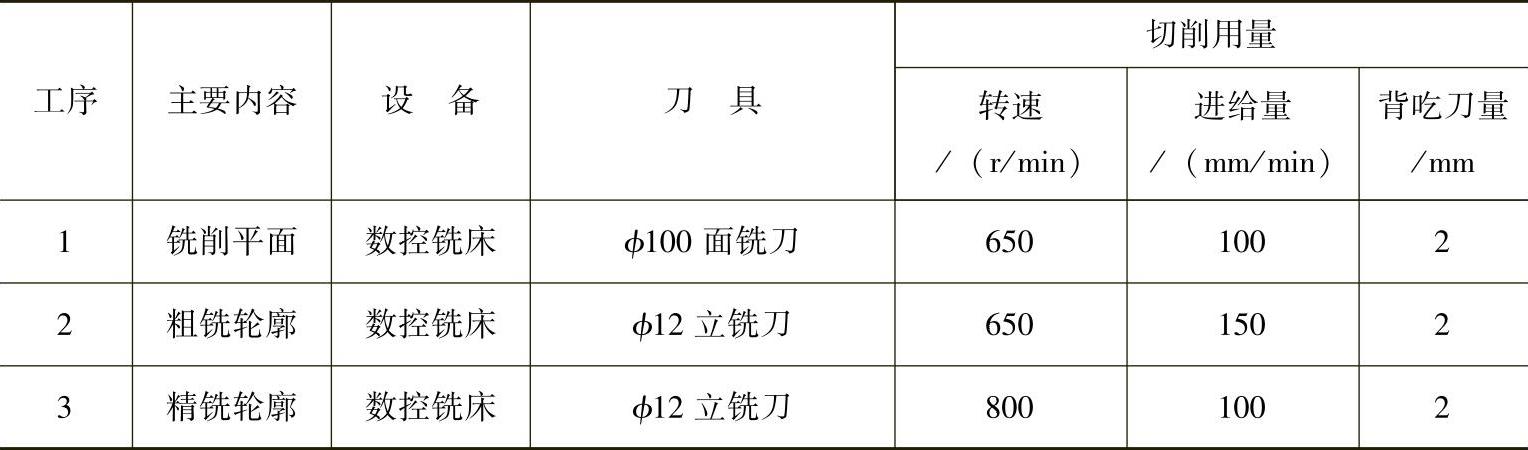
(8)转速和进给量的确定:
①粗铣转速为650r/min,进给量为150mm/min。
②精铣的转速为800r/min,进给量为100mm/min。
铣削圆柱台的工序卡见表2-2。
表2-2 铣削圆柱台的工序卡
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。