



橡胶注射成型工艺条件比较复杂,受很多因素影响,而且有些因素是互相联系且互相影响的。注射工艺的中心问题是在合适的温度、压力条件下,使胶料获得良好的流动性,并在尽可能短的时间内获得质量合格的产品。
1.温度
橡胶注射成型中温度的控制与塑料注射成型有原则上的不同。塑料的注射成型是在机筒中先将物料加热到熔点Tm或粘流温度Tf以上,使其具有流动性,然后在柱塞或螺杆压力的推动下将物料注入模具型腔,冷却凝固而得产品。物料的流动性主要靠外界加热提高温度来达到。而橡胶注射成型时,首先考虑的不是加温流动,而是防止胶料温度过高发生焦烧的问题。一旦温度太高,胶料在机筒中发生早期硫化,轻则喷嘴堵塞,重则会使整个机筒堵塞,造成生产事故。为了达到高温快速硫化,必须使胶料在进入型腔时尽可能达到型腔温度,因此要严格控制好各部位的温度。
(1)机筒温度 机筒温度不仅影响胶料的加热塑化,而且对其他工艺条件及硫化胶性能都有影响,如图6-11所示。
由图6-11可知,在一定范围内提高机筒温度就可以提高注射温度,缩短注射时间,提高硫化胶的硬度。所以控制机筒温度十分重要,应在焦烧安全性许可的前提下尽量高些。
机筒温度的选择还应考虑注射机的型式、胶料硫化特性及胶料配方等因素。一般柱塞式注射机控制在70~80℃,移动螺杆式注射机因塑化较均匀,机筒温度可高一些,约在80~100℃,有的可高达115℃。
胶料在机筒中允许的最高温度与胶料硫化特性有关,一般不应超过120℃。因为硫黄的熔点为119℃,高于120℃时就开始硫化,而机筒上测得的温度又往往比胶料内层温度低20~25℃,所以机筒温度多半控制在90~95℃,这样胶料温度就不至于超过120℃的允许温度。
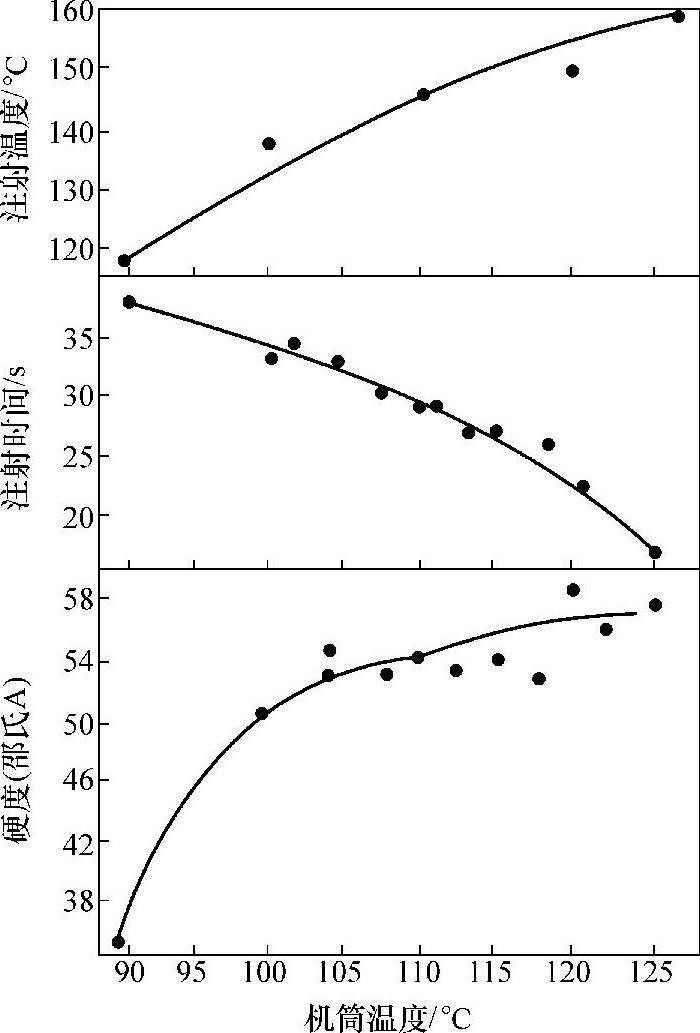
图6-11 机筒温度对注射温度、注射时间、硬度的影响
不同的胶料性质也会影响注射条件,一般来说,分子间作用力大的刚性链橡胶如丁腈、氯丁等品种,内耗大,生热量也大,机筒温度宜低一些;而分子链柔性高的天然、顺丁、硅橡胶等生热少,机筒温度宜高一些,如100~120℃。至于填充剂,凡粒子细,结构性高、补强性能好的活性填料,如超耐磨炭黑等,生热量都很大;加入非活性填料对生热影响很小,而软化剂则可以降低生热量。
(2)注射温度 注射温度是胶料通过喷嘴之后的温度,注射温度低,硫化时间延长,但注射温度过高,则容易产生焦烧。因此注射温度应在焦烧安全许可的前提下,尽可能地控制在接近型腔温度。
注射温度除与机筒温度有关外,还与许多因素有关,一般提高螺杆转速、背压、注射压力和减小喷嘴孔径均可提高注射温度。
胶料种类不同,通过喷嘴后的温升情况也不同,部分橡胶胶料经喷嘴射出后的平均温升见表6-19。
表6-19 部分橡胶胶料经喷嘴后的平均温升

(3)模具温度 即胶料的硫化温度。模具温度低,硫化时间长,但模具温度过高,在充模时会产生焦烧,反而降低胶料流动性,不能充满型腔。所以应尽可能采用充模时不会发生焦烧的最高模具温度,以提高生产效率。安全的最高模具温度是比出现焦烧现象时的温度低3~5℃。
综上所述,橡胶在注射过程中,各部位的温度从进料到模具型腔是逐渐升高的。例如天然橡胶的最高硫化温度为180~200℃,则各部位温度大致为:进料(20℃)→机筒(115℃)→注射前(125℃)→注射后(150℃)→模具型腔(180℃)。
2.注射压力
注射压力对胶料充模起着决定性的作用。对于非牛顿流体的橡胶而言,其表观粘度随压力和剪切速率的增加而降低,所以增加注射压力可以提高胶料的流动性,缩短注射时间。由于提高压力可使胶料通过喷嘴时的生热量增加,胶料的温度上升,因而硫化周期也大大缩短。图6-12表明注射压力对注射时间和注射温度的影响。

图6-12 注射压力对注射时间和注射温度的影响(天然橡胶)
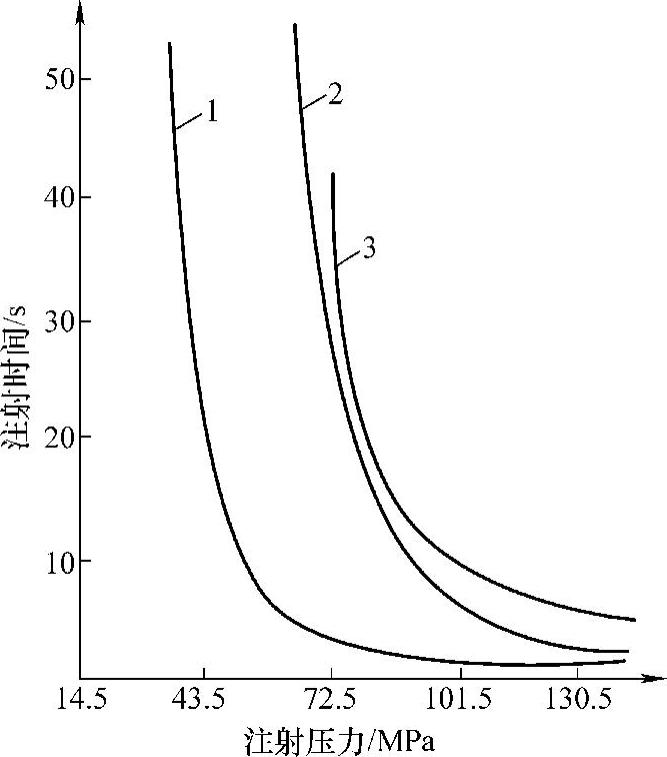
图6-13 三种橡胶的注射压力对注射时间的影响(https://www.xing528.com)
1—聚异戊二烯橡胶 2—三元乙丙橡胶 3—丁苯橡胶
从防止胶料焦烧的观点来看,提高注射压力可以防止焦烧,因为压力的提高虽然使胶料的温度上升,但却缩短了胶料在注射机中的停留时间,因此减少了焦烧的可能性。所以原则上说,注射压力应在许可压力范围内选用较大的数值。但是过高的注射压力是不利的,图6-13是三种橡胶(三元乙丙橡胶、聚异戊二烯橡胶和丁苯橡胶)的注射压力对注射时间的影响,由图可见,压力开始增高时,胶料流动性大大增加,注射时间急剧降低,当注射压力达到一定值后,注射时间不再缩短,图中曲线趋于水平,对提高生产效率不再显示什么效果,反而会增加设备的负荷,而且会造成溢边过多,脱模困难等问题。
3.螺杆转速与注射速度
螺杆转速对注射温度、硫化时间和塑化能力的影响如图6-14和图6-15所示,可以看出,随着螺杆转速的提高,机筒内的胶料受到剪切、塑化和均化的效果提高,可获得较高的注射温度,缩短注射时间和硫化时间。但是螺杆转速过高时,螺
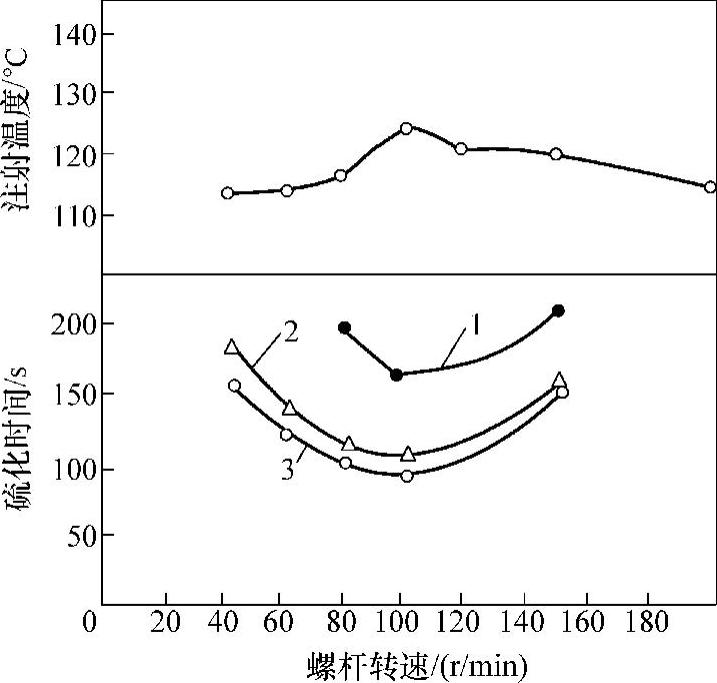
图6-14 螺杆转速对注射温度和硫化时间的影响
1—中心 2—底面 3—顶面
(注:硫化时间由2.1cm厚制品的顶面、中心和底面三者的硬度来估计)
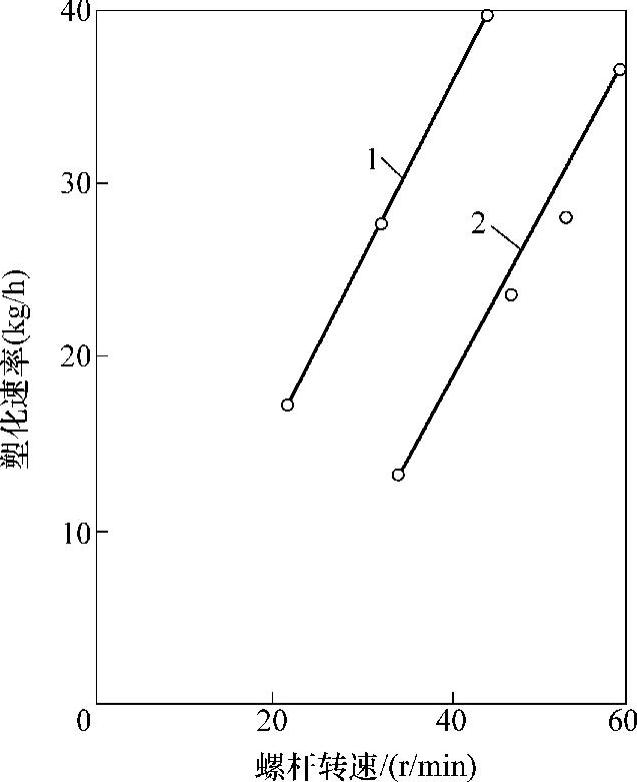
图6-15 螺杆转速对塑化能力的影响
1—螺杆直径65mm 2—螺杆直径52mm
杆表面的橡胶分子链发生拉伸取向,产生一种收缩力,使胶料成团抱着螺杆一起转动,产生较严重的包轴现象,不能使胶料很好地受到剪切作用,故胶料温度反而下降,注射温度降低,硫化时间延长。一般认为螺杆转速以不超过100r/min为宜,螺杆直径大,转速宜低些,粘度高的胶料转速也应低些。
注射速度即注射柱塞或螺杆移动的速度,注射速度增加,注射温度和硫化速度随之增加,如图6-16所示。注射温度升高,注射时间缩短,有利于提高生产效率。但注射速度过高,会造成摩擦生热大,易焦烧,同时易使制品产生内应力和各向异性。若速度太低则不利于提高生产效率,而且会使制品表面出现皱纹或缺胶。

图6-16 注射速度对注射温度和硫化时间的影响
4.成型周期
在整个注射周期中,硫化时间和充模时间最为重要,它们的计算分配取决于胶料的硫化特性和设备参数。从硫化工艺来看,主要根据胶料在一定温度下的焦烧时间t焦和正硫化时间t正硫来确定,即要求充模时间t充小于t焦,硫化时间t硫等于t正硫。
充模时间必须小于焦烧时间,否则胶料会在喷嘴和模具流道处硫化。此外还要考虑充模后应留有一定的时间使胶料能在硫化反应开始前完成压力的均化过程,通过分子链的松弛消除物料中流动取向造成的内应力。以丁腈-40胶料为例,如果我们在190℃下进行注射硫化,预先测得该胶料在190℃下的焦烧时间为25s,正硫化时间为60s,那么t充可定为15s,压力均化为5s,这样,15s+5s<25s。确定充模时间后,就可以根据每次注胶量确定注射速度和压力。
胶料的配方,特别是填充剂及软化剂的品种和含量,对充模有十分重要的影响,如添加软化剂可以大大缩短一定压力下的充模时间。
硫化时间在整个成型周期中所占的比例较大,缩短硫化时间是提高橡胶注射成型生产效率的重要手段。硫化时间虽然与喷嘴大小、注射压力及流道结构等因素有关,但它主要取决于胶料的配方和制品的厚度。采用高温快速有效硫化体系可以大大缩短硫化时间,而且这种硫化体系在不太高的温度下有很好的防焦性能。一旦达到高温后,可在很短的时间内达到正硫化点。对厚制品硫化时,由于制品内外层仍存在一定的温差,因此仍需适当延长硫化时间。硫化温度在180~200℃时,橡胶制品厚度与硫化时间关系的实验数据见表6-20。
表6-20 橡胶制品厚度对硫化时间的影响

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。