



1.原料干燥工艺
液晶聚合物吸水率小(仅为0.03%~0.05%),为了减少喷嘴漏料和出现银丝及气泡,应将其充分干燥,宜选用除湿干燥机,干燥温度为140~160℃,干燥时间为4h以上(最长为24h)。
2.机筒温度
机筒温度随材料品种和制品结构的不同而有所改变,如宝理公司的Vectra A和B类材料,机筒温度在290~320℃,E类在330~350℃。住友公司的LCP加工温度高达340~360℃。为了防止喷嘴流延,喷嘴温度较前段温度低5~10℃。为了防止分解,Vectra A和B类最高不超过350℃,E类最高不超过370℃。增强料比纯料要求的料温高,薄壁制品比厚壁制品要求的料温高。为了延长螺杆的使用寿命,可以减小后部、中部、前部的温差。
3.注射压力与注射速率
注射压力取决于材料、制品形状、模具设计及其他工艺条件。由于液晶聚合物的熔体粘度非常低,所以注射压力比一般的热塑性塑料要低,大多数制品在15~45MPa的注射压力下即可成型,操作时一般从低压开始逐渐增压,直到达到最佳值。另外,液晶聚合物的固化速度比较快,因此宜采用高的注射速率。
4.螺杆转速和背压
成型时的螺杆转速一般为80~100r/min,如果材料含有玻璃纤维(如A130、A230等),为了防止玻璃纤维被折断,应选择比较低的转速。背压尽可能低,一般为2~3MPa。增强的LCP在规定温度范围内可停留50~60min,但中途停机时间较长时应将机筒温度降低50℃。
5.模具温度
液晶聚合物成型时的模具温度为30~150℃,一般设定为70~110℃。为了缩短成型周期,防止飞边和变形,应选择较低的模具温度;如果要求制品尺寸稳定(特别是用于高温条件下的制品),减少熔接痕的产生和解决填充不足等问题时,则应选择较高的模具温度。
6.成型周期
成型周期取决于制品的大小、形状、壁厚、模具结构等。由于液晶聚合物具有良好的流动性,所以它的填充时间比较短,且固化速度也比较快,故成型周期短,一般为10~30s。
7.嵌件预热
为了提高液晶聚合物与嵌件的结合力,应先将嵌件预热,预热温度与模具温度基本相同,一般也为70~110℃。
不同种类、不同型号的LCP成型条件相差很大,表6-14~表6-17分别列出了日本宝理公司、住友公司和石油化学公司以及韩国三星精密化学公司几种型号的LCP注射成型工艺条件。
表6-14 宝理Vectra LCP注射成型工艺条件
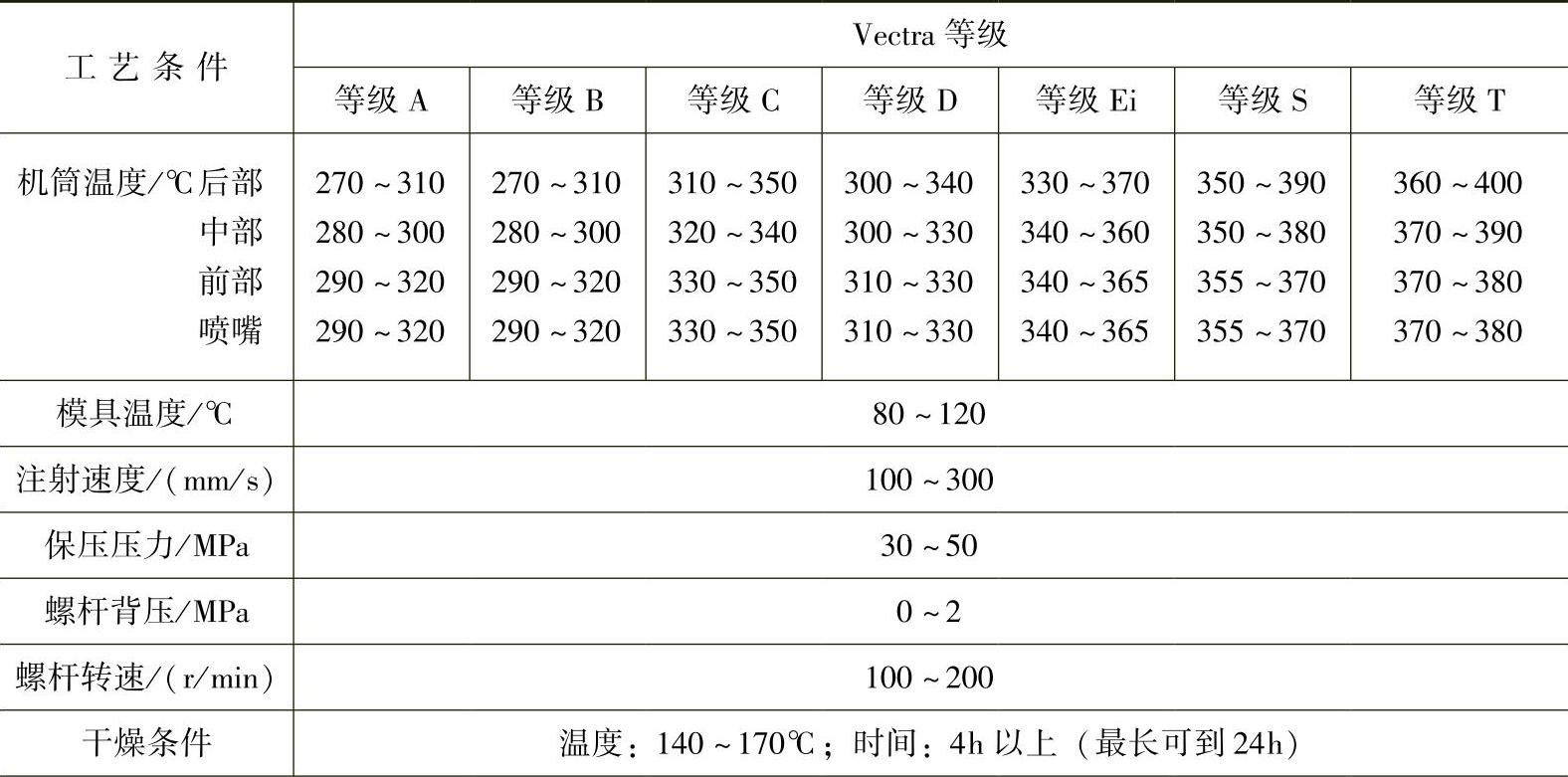
注意事项:1.机筒温度可根据成型状态在10~20℃的范围内进行调整。(https://www.xing528.com)
2.发生拉丝、流延等现象时,可将喷嘴温度调低10~20℃。
3.模具温度为80℃时一般不会出现问题,如果有表面粗细度、光泽等外观方面的问题,则建议采用高温。
4.建议采用较高的注射速度,低速时有时会出现填充不足或填充压力偏高等现象。
5.提高螺杆转速有助于提高计量的稳定性,因此可使用高转速。
表6-15 住友SUMIKASUPER LCP注射成型工艺条件
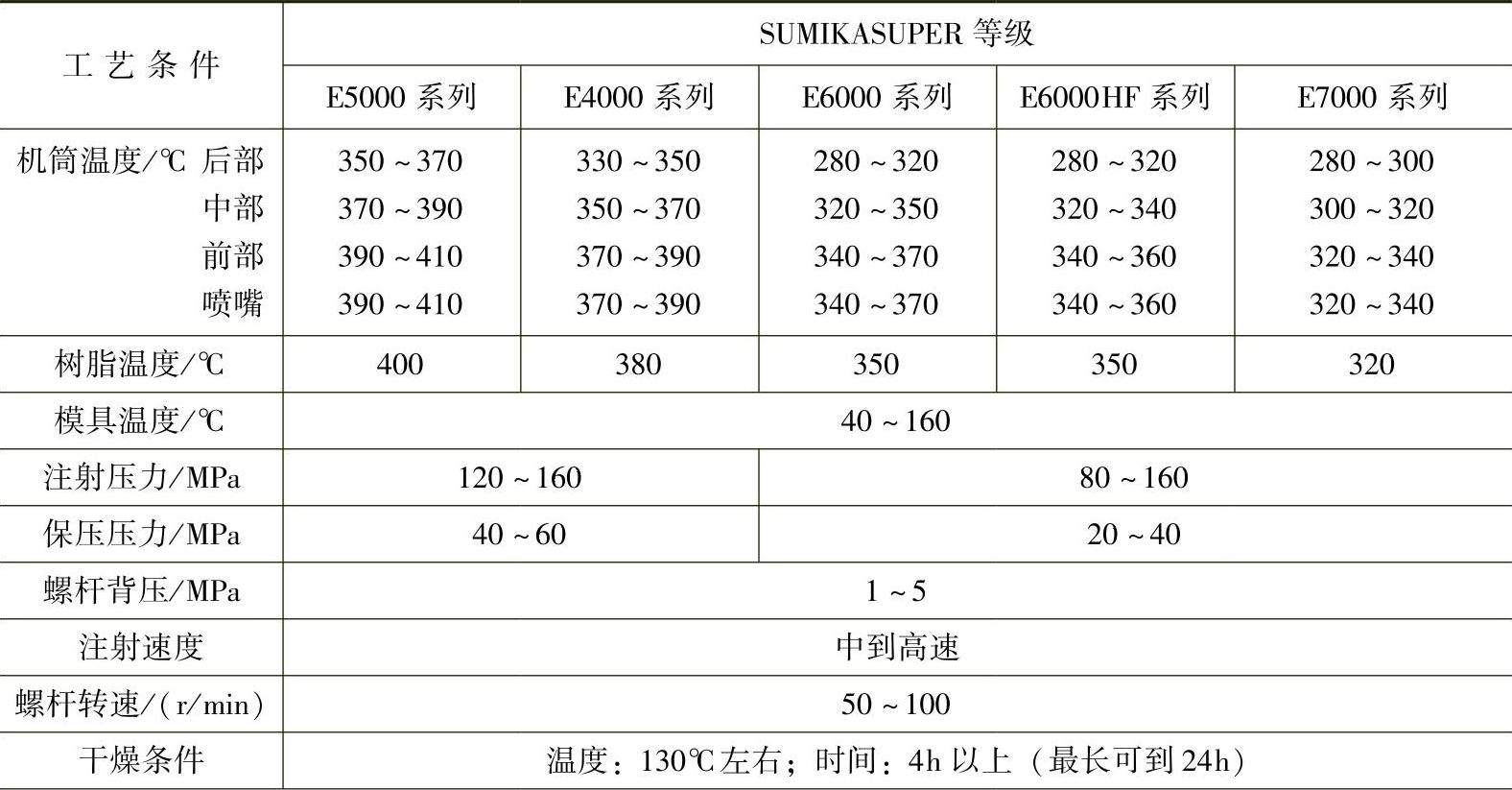
注意事项:1.若机筒温度过高,注射成型时树脂容易发生回流,尤其在成型较复杂、需高流动性的产品或L/T很大的产品时,需要设定喷嘴温度高于机筒前部温度。
2.在计量时间不稳定时,可将机筒后部温度降低10~20℃。
3.由于喷嘴温度控制在LCP成型中非常重要,应注意温度传感器的位置以及保温状态。
4.薄壁产品成型时,如重视成型时间,推荐模具温度为70~100℃,如重视薄壁熔接强度,推荐温度为120~150℃,如重视成型品表面的平滑性,推荐温度为160~190℃。
5.对于具有复杂形状的薄壁制品,推荐中速-高速成型,对较厚壁的产品有熔接问题时,在考虑模具内通气口的同时,选择20~40mm/s中速-低速成型较合适。
表6-16 新日本石油化学Xydar LCP注射成型工艺条件
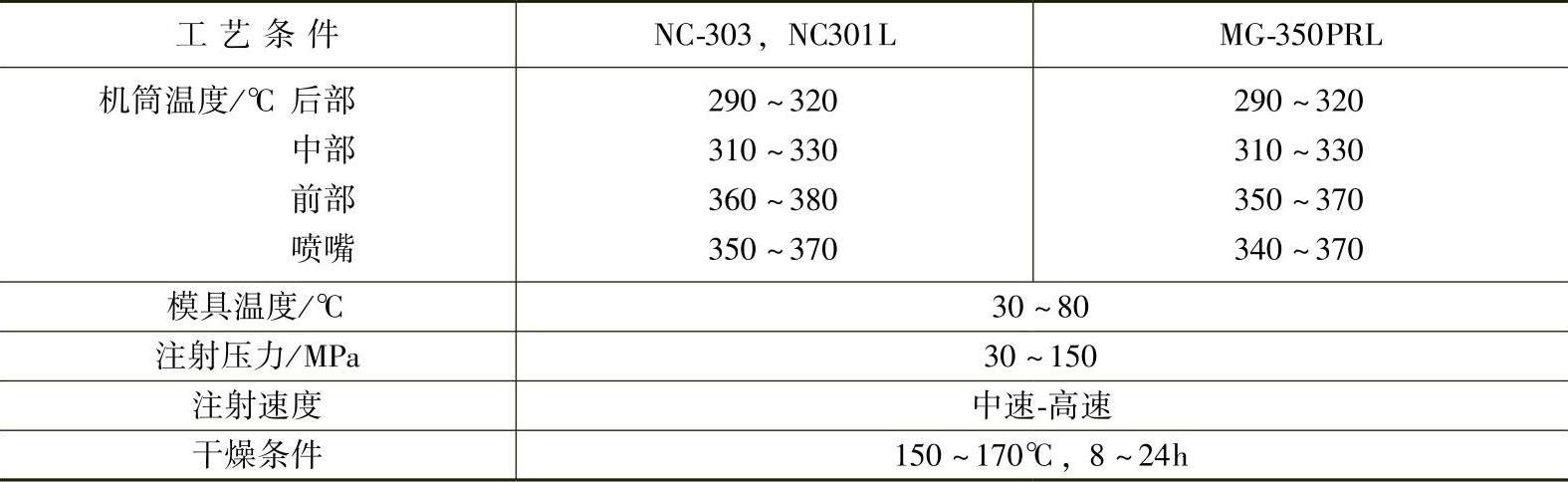
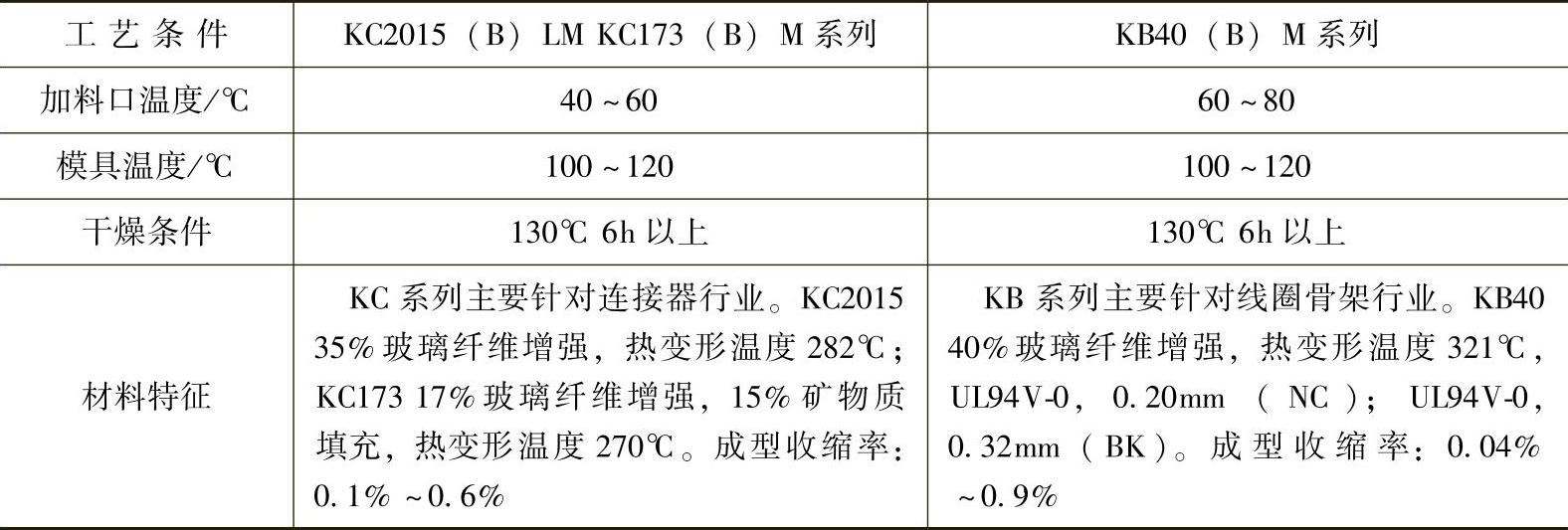
表6-17 三星精密化学SELCION LCP注射成型工艺条件

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。