



聚酯类弹性体(TPEE)具有优良的耐磨性、耐冲击性、抗弯曲疲劳性和回弹性,低蠕变,高的撕裂强度,良好的耐油性和耐化学腐蚀性,使用温度范围宽(-55~110℃),能以常用的热塑性塑料加工方法加工成型。
1.TPEE的工艺特性
聚酯类弹性体对剪切力不像其他的弹性体那样敏感。它的熔体粘度强烈地依赖于熔融温度,因此可通过升高或降低机筒温度来控制。在正常加工温度范围内,TPEE熔体具有较高的粘度,因此其主流道、分流道、浇口比尼龙的稍大,以便充满型腔。当模具温度足够高(65℃)时,注射压力可低至20.7MPa。因此可以采用提高压力的方法来减小制品的收缩。对薄壁制品应选用高的注射速率,而对厚壁制品选用适中的注射速率即可。为防止在高温下聚合物降解,成型前物料必须干燥处理,使其含水量必须小于0.1%(质量分数)。
2.注射机
TPEE具有良好的加工性,可加工成各种形状、结构复杂的厚壁制品,用各种类型的注射机都能成功地加工TPEE,而以往复式螺杆注射机塑化更为均匀。螺杆应使用渐变式螺杆(见表6-5),螺杆过渡段不能太短,因为挤压弹性颗粒会产生较高的剪切热。螺杆的压缩比为(3~3.5)∶1,太高的压缩比产生的效果如同过短的过渡段一样,而压缩比太小,树脂熔融不均匀。长径比(L/D)为(18~24)∶1,L/D大,可使熔融温度更加均匀,以提供良好的混合。
表6-5 渐变式螺杆设计参数
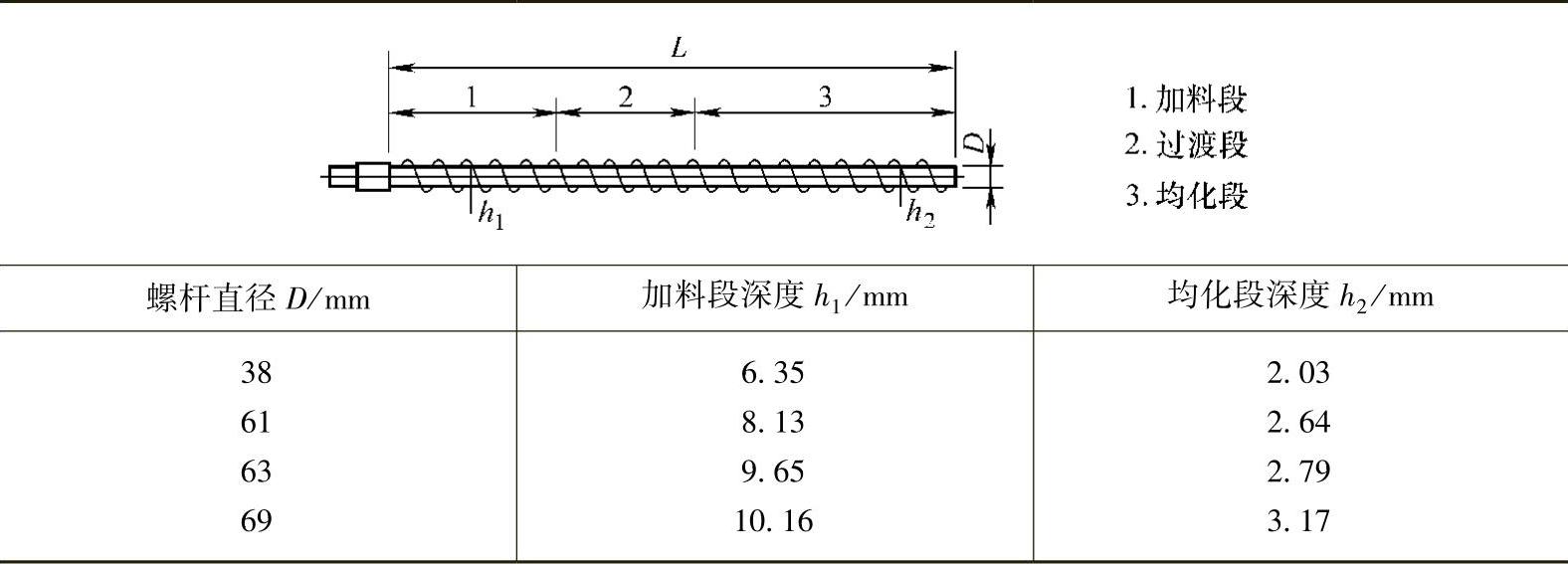
小型注射机要求加料段螺槽深度最小为5mm,以便于喂料。
因为TPEE具有较高的熔体粘度,在正常操作温度下不会流延,所以不需要使用关闭式喷嘴。
3.注射成型工艺
(1)干燥 为保证制品质量,TPEE成型之前必须干燥处理。注射成型要求树脂含水量小于0.1%(质量分数),否则会引起聚合物水解,导致物理性能下降,制品性脆,在低温下性能下降尤为显著,因此树脂一旦暴露在空气中,成型之前必须重新干燥。TPEE可用除湿空气烘箱干燥,干燥温度为100~120℃,时间2~3h,非除湿烘箱需4~8h或更长时间。
(2)机筒温度 TPEE具有优异的熔融稳定性,成型条件可在较宽的温度范围内变化。为了减少粒料对螺杆的粘附,有时机筒温度采用逆向分布,即前面低后面高。成型薄壁制品时,熔融温度可高达260~270℃,成型厚壁制品的熔融温度为接近聚合物的熔点温度。(https://www.xing528.com)
(3)模具温度 模具温度低可缩短成型周期,使制品容易顶出;模具温度高有助于提高流动性,降低制品表面粗糙度。为使制品收缩最小,既要保持最低模具温度,又能完全充模,而使浇口不会过早冻结,一般控制模具冷却介质温度为4~70℃,模具温度控制在30℃左右。
(4)注射量 为防止过分充模和粘附模具,在开始注射时,注射量宜少,以后逐渐增加,并调节注射压力,直到获得无溢边或凹陷的完好制品为止。注射时间(螺杆前进时间)随制品大小、形状不同而不同,最小注射时间是指制品质量达到最大而无溢边或其他缺陷所需的最少时间,但考虑到安全因素,在一定的熔融温度和模具温度条件下,在最小注射时间的基础上稍增加几秒为宜。
(5)注射压力 成型TPEE注射压力为40~95MPa,较高的注射压力可减少成型收缩率,但过高的注射压力可能发生过充模和粘模。保压压力约为注射压力的50%。
(6)注射速度 注射速度随制品厚度、几何形状等不同而不同,薄壁制品(小于3mm)要求最大的充模速度,以防产生熔合线,厚壁制品(大于6mm)采用较慢的充模速度,以防射流进入型腔引起湍流,造成制品表面粗糙。
(7)保压压力 在浇口未封闭之前维持一定的保压压力,有利于改善制品质量,保压压力一般为在最高充模速度下的注射压力的50%~70%,缓冲垫约6mm,可获得质量稳定、尺寸均匀的制品。
(8)成型周期 成型周期由制品尺寸、熔融温度,模具温度等决定,薄壁制品约15s,厚壁制品约3min。如结构简单、壁厚为6mm的制品,成型周期为1~1.5min。
(9)螺杆转速和背压 螺杆转速的大小由保压时间和制品冷却时间而定,无添加剂时,转速为60~100r/min,背压为3.4~5.5MPa。如果加入添加剂(如浓缩颜料)可用较高的螺杆转速和背压,以便充分地混合。
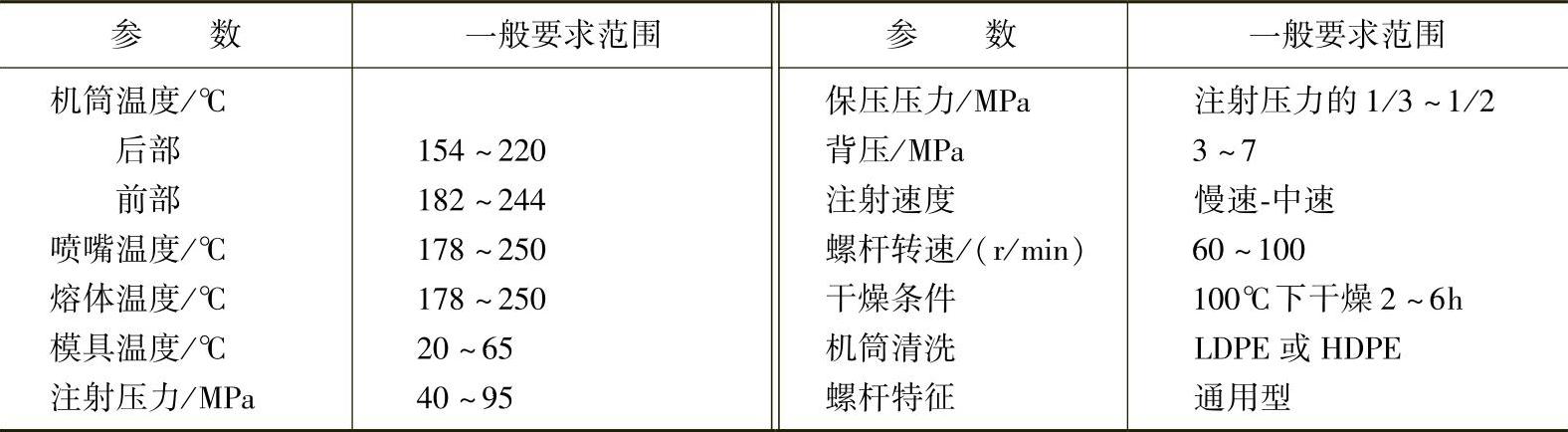
聚酯类弹性体的注射成型工艺条件见表6-6。
表6-6 聚酯类弹性体的注射成型工艺条件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。