



1.LIM工艺常用材料
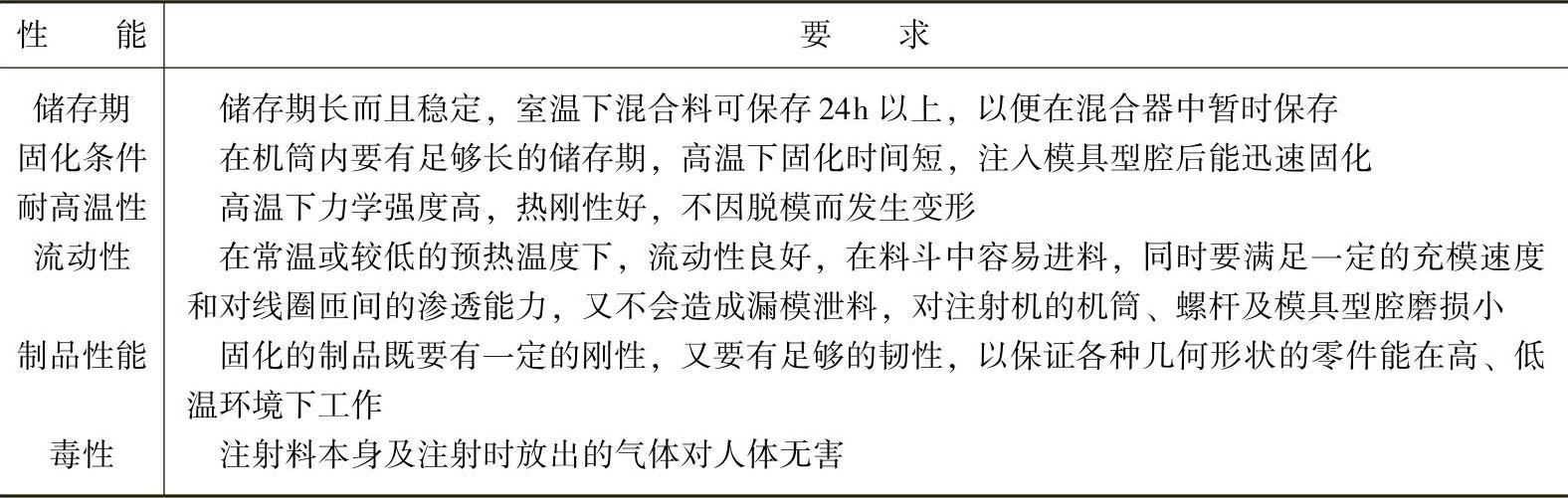
LIM工艺所采用的液态注射料有不饱和聚酯、环氧树脂、聚氨酯和有机硅等。正在开发的橡胶材料除了液体硅橡胶,还有聚氨酯橡胶、聚丁二烯橡胶等,主要用于生产小型精密制品和汽车、电器、医疗方面用的制品,如褥垫、电器绝缘件、线圈封装、电子电器的塑壳封装等。目前,国内只采用液态环氧注射料。LIM原料的主料和固化剂的混合比例多采用1∶1,两种液体料一混合就开始固化反应,温度越高反应速度越快,固化时间越短。对LIM注射料的要求见表5-23。
表5-23 对LIM注射料的要求
2.成型工艺
(1)工艺过程 LIM成型工艺过程如图5-11所示。
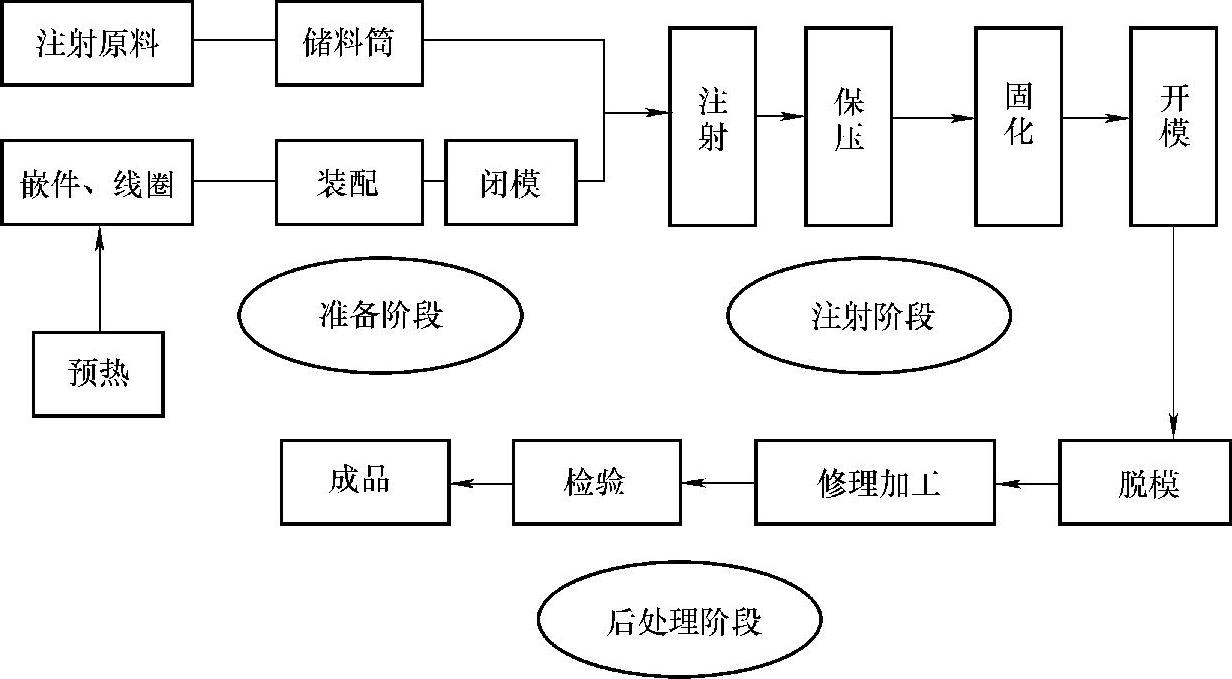
图5-11 LIM成型工艺过程
(2)工艺条件(https://www.xing528.com)
1)预热温度。预热温度过低,料的粘度大,流动性差,注射速率低,固化速度慢,制品易中空开裂;预热温度过高,流速快,机筒内储存期变短,原料在储料罐内粘度过早增大,甚至发生提前固化。预热温度一般在30~60℃之间。
2)模具温度。太高时排气不充分,易产生气孔,充模不畅,分层固化;太低时溢料严重,生产率低,固化时间长。一般生产时的定模温度为90~150℃。
3)注射压力。模内压力一般为0.49~1.96MPa,属低压注射。注射压力过低,充模速度慢,气泡难于排出,制品死角处不易充满;注射压力提高,制品的冲击强度提高,但是注射压力过高,溢料严重,锁模力增大,喷嘴口易流延。
4)注射速度。应和配方的固化条件和模具排气性能相匹配,过高时制品内混有气泡,过低时充模不良。
5)锁模力。以注射时不产生飞边,制品不产生气孔为准。锁模力不足时溢料严重。
6)保压时间。时间过短,树脂不能充分固化,在模内压力作用下物料向浇口反馈,制品疏松;时间太长,制品性能提高不明显,反而易使喷嘴头注射料局部固化,影响下一模注射,降低生产率。一般保压时间为10min左右。
7)固化时间。固化时间短,则制品固化不充分,脱模时热刚性差,易顶裂;固化时间长,制品强度较好,但生产率太低。固化时间一般在8~20min。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。