



为了进一步拓宽RIM应用领域,提高RIM制品刚性与强度,使其成为结构制品,出现了专门用于增强制品成型的增强反应注射成型(RRIM)和专门用于结构制品成型的结构反应注射成型(SRIM)等技术。RRIM和SRIM成型工艺原理与RIM相同,其不同之处主要在于纤维增强复合材料的制备。
1.增强反应注射成型
反应注射成型除用普通的原料浆作为成型物料外,还可用添加增强材料(如短纤维)的原料浆和有发泡能力的原料浆作为成型物料,以改善反应注射成型制品的力学性能和电性能等,这种成型方法称为增强反应注射成型(RRIM)。
(1)塑料增强用材料及增强形式 塑料增强用材料主要有纤维类、片状及特殊粉状填料三类,最主要的是纤维类、超细无机填料、碱土稀土及新兴的金属材料。纤维类增强材料主要有石棉纤维、玻璃纤维、碳纤维、晶须等。根据增强材料的形状和成型方式,通常用以下三种形式进行增强。
1)在液态原料中分散增强材料(长度≥0.2mm)。即预先在液态原料中均匀地混入短纤维或云母、玻璃薄片等板状物质,或微粒、微块等球形物质,或炭黑、石墨等不定型微粉状物质。该工艺简单,但强度较差,增强材料的形状因子(L/d)及其取向性对强度产生较大的影响。若取向度增大,则材料的各向异性明显。
2)在模具中设置增强材料。即预先按设计长度切断纤维,成网状或交叉状层叠铺于模具内,与模具形状吻合。增强材料有玻璃纤维、碳纤维等。该方法操作比较复杂,但其复合材料的各种性能比短纤维增强的要好得多。
3)同时使用上述两种方法。
(2)增强反应注射成型聚氨酯(RRIM-PU)RRIM-PU是在RIM-PU中加入增强剂玻璃纤维,不仅保留了RIM成型的优点,而且可大幅度提高弯曲强度,减小线胀系数。它可以替代钢材用于工业结构件,尤其是汽车配件,如制作汽车挡泥板、车头格子镶板、车门板、发动机舱盖以及汽车保险杠等,加入木粉可以用于制作窗框。
1)RRIM-PU配方。采用炭化二亚胺改性的异氰酸酯(CM-MDI)和低聚合异氰酸酯改性的异氰酸酯(PAPI)混合物与丙烯腈-苯乙烯接枝改性环氧乙烷封端的聚醚二元醇(APG)为主要原料,不仅RRIM工艺性好,而且基体树脂PU性能优异。最佳配方为:
A组分 异氰酸酯100g
CM-MDI 63g
PAPI 10g
B组分 封端聚醚二元醇APG 100g
丁二醇 20g
二月桂酸二丁基锡 0.25g(https://www.xing528.com)
玻璃纤维 MS-330g
(或ECS 1.0/550)15g
A组分与B组分配比满足n(-NCO)∶n(-OH)=1.04。
RRIM-PU性能见表5-19。
表5-19 RRIM-PU综合性能

2)工艺流程。细玻璃纤维和玻璃纤维织物增强聚氨酯的成型过程如图5-10所示。
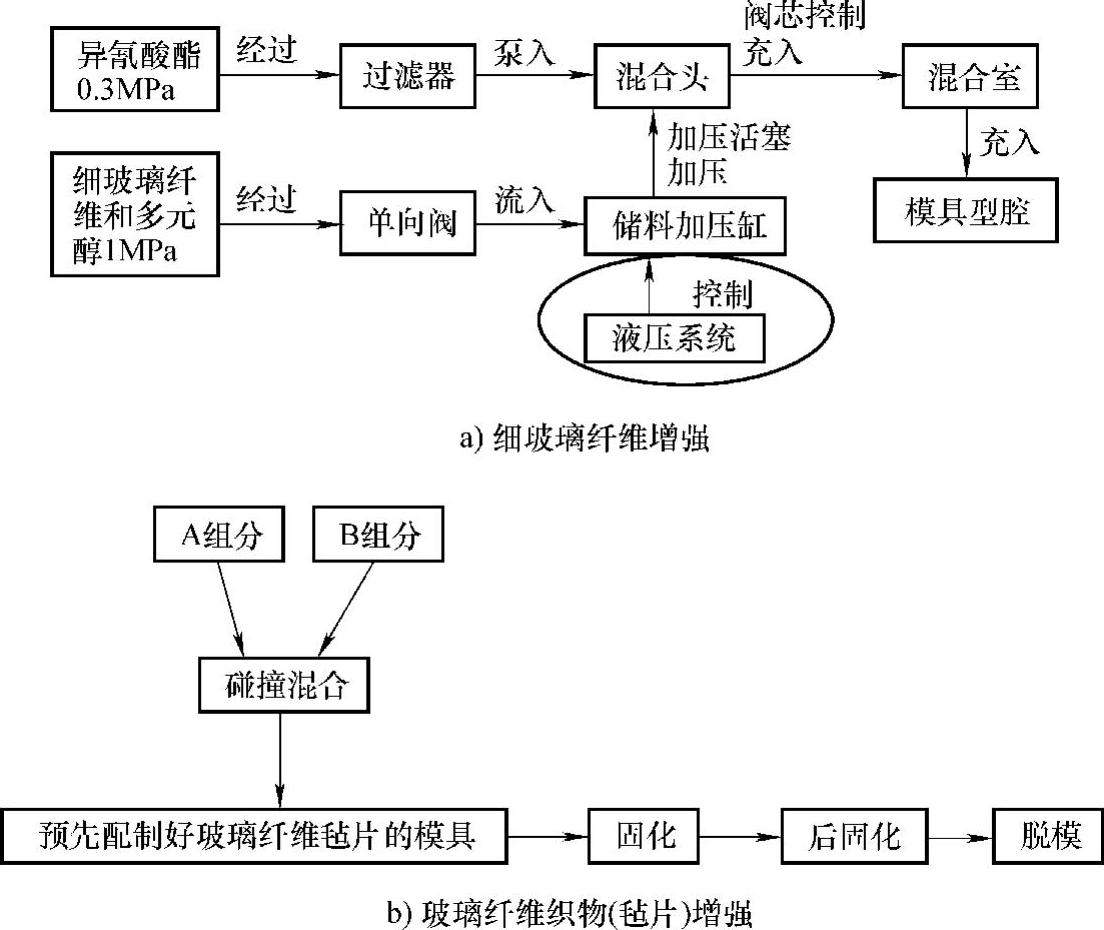
图5-10 细玻璃纤维和玻璃纤维织物增强聚氨酯的成型过程
2.结构反应注射成型
玻璃纤维织物(毡片)增强软、硬聚氨酯发泡的RIM成型称为结构反应注射成型,简称SRIM,是20世纪80年代中期在RIM的基础上发展起来的成型方法。它是先将长玻璃纤维织物或毡片铺垫在模具中,再将两种液料输送到混合头中混合,然后注入模具型腔进行反应,并交联固化成型,从而得到不同厚度的泡沫制品,俗称“PUR-M”。
SRIM不仅保留了RIM工艺的优点,而且制品的性能更为优越,不仅显著提高了聚合物材料的热稳定性,而且大大提高了材料的力学性能,使之成为高强度、高模量和高热稳定性的优质材料,可以作为结构材料使用。
SRIM使用的增强材料,一般有玻璃纤维毡和碳纤维毡、尼龙毡、不锈钢纤维毡等,而使用最多的是玻璃纤维毡片。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。