



1.环氧塑料(EP)的组成
以环氧树脂为基材,添加固化剂、稀释剂、增韧剂、填充剂等所制得的塑料为环氧塑料。
(1)环氧树脂 环氧树脂是分子结构中含有反应性环氧基团的聚合物。这种聚合物是线型大分子,呈热塑性,但在分子链中有很多活性基团,在各种固化剂的作用下能交联成体型结构。
(2)固化剂 胺醇、酚、多元胺、多元酸、多元酸酐、高相对分子质量树脂、含金属元素的固化剂等。
(3)增韧剂 邻苯二甲酸二丁酯或二辛酯、热塑性聚酰胺树脂、聚硫橡胶、丁腈橡胶等。
(4)稀释剂 活性稀释剂有环氧丙烷丙烯醚、环氧丙烷丁基醚、环氧丙烷等,非活性稀释剂有丙酮、环己酮、甲苯、二甲苯、苯乙烯等。
(5)填料 轻质填料如石棉、短玻璃纤维、石英粉等,添加量一般不超过30%,云母、铝粉的添加量可在150%左右;而重质填料如铁粉、铜粉的添加量可达200%~300%。
2.环氧注射料的要求
1)储存期要长,性能要稳定。
2)在料斗中进料容易。
3)保持塑化状态的时间要长。
4)流动性良好,对注射机的机筒、螺杆及模具型腔磨损要小,注射时不产生飞边,制品不产生气孔。
5)高温下固化时间短。
6)脱模性好。(https://www.xing528.com)
7)高温下力学强度高,热刚性好,不因脱模而发生变形。
8)注射料本身及注射时放出的气体对人体无害。
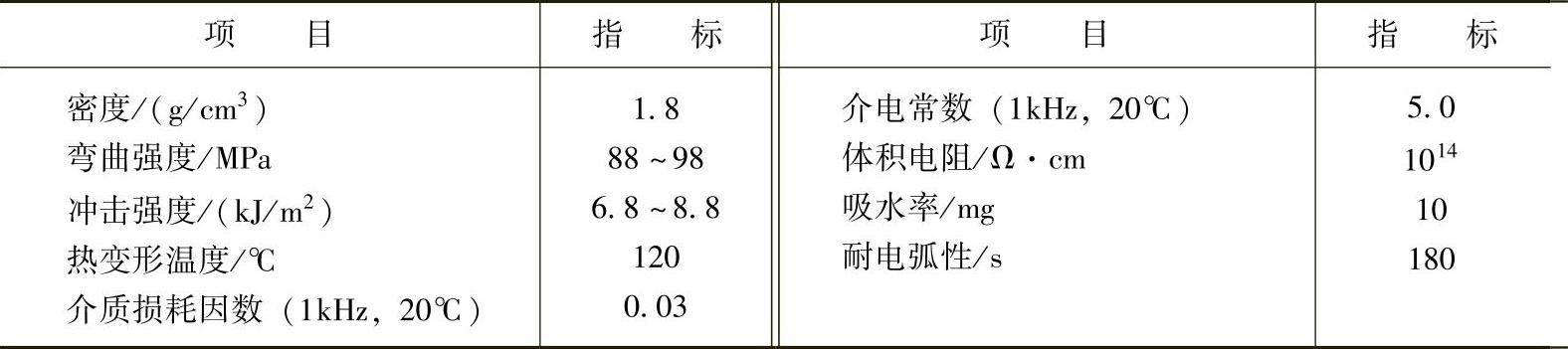
环氧注射料的综合性能见表5-10。
表5-10 环氧注射料的综合性能
3.环氧注射料的工艺特性
1)流动性好,硬化收缩小,成型收缩率为0.50%,但热刚性差,不易脱模。
2)成型温度一般控制在140~170℃,硬化速度快,硬化时一般不需排气。
环氧注射料是一种成型性能良好的注射料,由于注射机价格昂贵,目前仅用在量大面广的产品中,如开关外壳、绕线管和连接管以及注射量为250g的标座等产品。
4.玻璃纤维增强环氧塑料的注射成型工艺条件(见表5-11)
表5-11 玻璃纤维增强环氧塑料的注射成型工艺条件

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。