



热固性塑料注射模与热塑性塑料注射模类似,也包括浇注系统、型腔、型芯、导向推出机构等,在注射机上采用同样的方法安装,典型的热固性塑料注射模结构如图5-3所示。由于热固性塑料熔体的流动行为与热塑性塑料熔体有很大区别,相应的模具也有所不同,主要表现在以下几个方面:
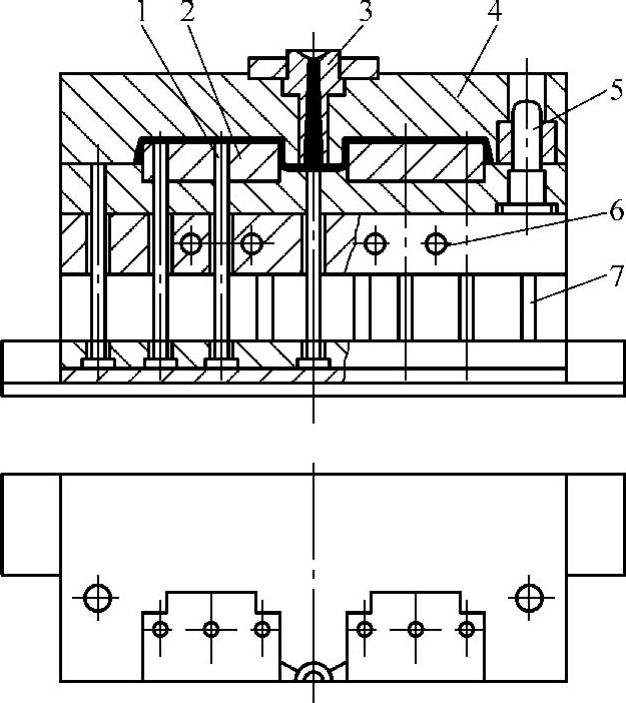
图5-3 热固性塑料注射模
1—推杆 2—型芯 3—主流道衬套 4—型腔模 5—导柱 6—加热元件 7—复位杆
1)型腔需要加热并保持在160~190℃,使进入型腔的热固性塑料能在要求的时间内达到交联固化温度,迅速固化定型,以缩短成型时间,提高效率。必要时应能分别控制动模和定模的温度,减小型腔与型芯的温差。为了避免散热过多,还应在注射模和注射机之间加设石棉垫板等绝热材料。
2)浇注系统应设置冷却介质通道进行循环冷却,以保持热固性塑料的低温熔融状态,防止受型腔加热的影响产生过热而交联固化,堵死流道。(https://www.xing528.com)
以上两点恰与热塑性塑料注射模的结构相反:热塑性塑料注射模的型腔需设置冷却介质通道进行循环冷却,以促使物料迅速冷凝固化定型,而其浇注系统则需要加热,以保持塑料的高温熔融状态,防止冷凝固化。
3)热塑性塑料注射模常利用分型面和推杆等的配合间隙排气,而热固性塑料成型时排出的气体多,仅利用配合间隙排气往往不能满足要求,在模具上要开设专门的排气槽。为了使物料不会溢出,排气孔一般深0.03~0.06mm,宽3~5mm,并开设在型腔最后充满的部位。
4)热固性塑料由于熔融温度比固化温度低,在一定的成型条件下熔体的流动性较好,可以流入细小的缝隙中成为飞边,因此要提高模具分型面合模后的接触精度,避免采用推件板式结构,尽量少用镶拼成型零件。
5)因热固性塑料中填料的冲刷作用,要求模具成型零件具有较好的耐磨性,较高的表面硬度(≥55HRC)和较低的表面粗糙度值。
6)由于热固性塑料注射模是在高温高压下工作,应严格控制模具零件的尺寸精度,保证配合良好,特别是活动型芯、推杆等一类零件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。