



聚醚醚酮,英文名称Polyetheretherketone,简称PEEK,是在主链结构中含有一个酮键和两个醚键的重复单元所构成的高聚物,属新型特种工程塑料。PEEK具有耐高温、耐化学药品腐蚀等物理化学性能,是一类结晶高分子材料,熔点334℃,软化点168℃,分解温度560℃,拉伸强度132~148MPa,长期使用温度在240℃以上,玻璃纤维增强的品级高达300℃,被称为超耐热性热塑性树脂,可用作耐高温结构材料和电绝缘材料,可与玻璃纤维或碳纤维复合制备增强材料。
1.工艺特性
虽然PEEK的熔点高达334℃,比一般热塑性塑料要高得多,但其熔体粘度却和PC、PVC类似。当温度400℃,剪切速率1000s-1时,熔体粘度在150~450Pa·s之间,可用一般热塑性塑料成型设备和加工方法加工,因此具有理想的成型性能,即使是形状复杂的大型制品也可以用适当的成型设备直接成型。PEEK的分解温度达560℃,在360~400℃温度范围内加工熔体是很稳定的,且熔体流动性对剪切速度的依赖性较大,升高注射压力对成型有利,注射成型品不需要后处理。
2.对成型设备的要求
聚醚醚酮的注射成型,用普通的注射机就可满足要求,但成型大型、薄壁及复杂制品,则应选用高长径比(>20)和短压缩段的螺杆。当然,对模具设计及成型工艺条件也需作相应的调整。
(1)螺杆类型 通用型和尼龙型螺杆均适用于PEEK加工,如图4-2所示。推荐的最佳长径比为(18~24)∶1,一般要求加料区较长,以防未熔融的塑料颗粒在压缩区内发生压实作用。螺杆压缩比在2∶1~3∶1之间。螺杆顶端装有止回阀以确保完整并持续的注射压力和保压压力。止回环内径与螺杆尖端外径之间的间隙为3mm,让熔体在螺杆上不受限制地向前移动。
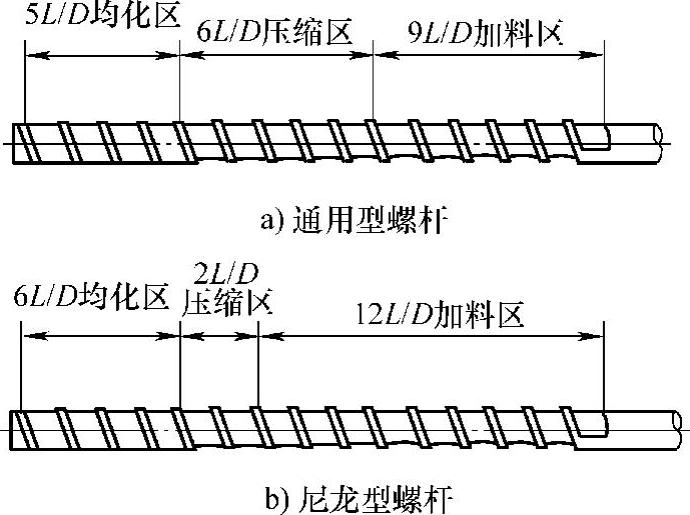
图4-2 推荐用于PEEK聚合物加工的螺杆形式
(2)喷嘴类型 PEEK宜用敞口式喷嘴,并不推荐用启闭式喷嘴,因为后者有熔体流道死角并降低注射压力。敞口喷嘴上要装有功率足够大的加热器,并控制在360℃以上,以防熔体在喷嘴处固化。如加工过程中喷嘴发生流延现象,可采用螺杆回缩使熔体减压。
3.制品特点
设计PEEK制品时,纯PEEK制品壁厚不宜小于1mm,增强PEEK制品壁厚不应低于1.5mm。PEEK薄壁制品注射成型成败的关键取决于熔体温度、制品形状以及注射压力等因素。
4.模具结构
(1)浇口与流道 除潜伏式(或隧道式)浇口以外,大多数浇口皆适合于PEEK制品。浇口尺寸尽可能大些,避免截面细而长,浇口直径或厚度为1~2mm。
主流道直径至少为4mm,且越短越好,这样的主流道有助于熔体注满壁薄、流程长的复杂制品。分流道以圆形或梯形为佳,且截面厚度较大,熔体的流长越短越好,尽量避免改变流动方向。
(2)脱模斜度 为便于制品脱模,主流道斜度至少为2°,并与Z型、逆斜型、环型冷料井和主流道拉料杆相结合。
5.原材料处理
PEEK的吸湿率约为0.5%,为保证制品质量,成型前,原材料必须进行干燥处理,将含水量降至0.1%以下。干燥条件:在150℃干燥3h或160℃干燥2h,原料厚度不超过25mm。
6.注射成型工艺条件(https://www.xing528.com)
(1)机筒温度 PEEK的成型加工温度范围为370~410℃,注射机机筒上的电加热器必须能加热到400℃以上,为正确而顺利地加料,机筒加料区入口处要通水冷却,将温度维持在70~100℃之间,喷嘴温度控制在360℃以上。
(2)模具温度 PEEK是结晶型高分子聚合物,结晶速度最大时的结晶温度是250℃,这是在注射成型时确定最佳模具温度的一个很重要的参数指标。对瞬间结晶的PEEK的注射成型来讲,模具温度一般在160~200℃(碳纤维增强PEEK为220℃),在此温度下,熔体具有良好的充模特性以及制品形成较高的结晶度。如果模具温度定在150℃以下,一方面不利于PEEK熔体迅速充满模具,另一方面成型制品就会因为模具过冷而形成一个透明状的非晶层,这是由于成型品的表面急冷,表面没有达到结晶过程所需的温度和时间所引起的现象。这种制品如果不在200℃以上进行结晶化处理,则其耐化学药品性和耐磨性较差。
(3)机筒容量 PEEK加工温度很高,所以塑料停滞在机筒内的时间越短越好。实际上,机筒容量是包括主、分流道在内的总注射量的2~5倍。如果必须在大容量注射机上加工小部件,则机筒温度必须比建议的温度降低10~20℃。
(4)注射压力 PEEK制品所要求的注射压力因情况而异,但注射压力很少超过120MPa。纯PEEK的注射压力为50~80MPa;玻璃纤维或碳纤维增强的PEEK,注射压力为65~125MPa。壁薄、流程长的制品要比壁厚、流程短的制品要求更高的注射压力。
(5)保压压力 保压压力为40~100MPa。
(6)塑化压力 为保证熔体的均匀性和注射量的一致性,塑化压力为2~5MPa。
(7)螺杆转速 纯PEEK最适合的螺杆速度在50~100r/min之间,低于50r/min时成型周期加长,高于100r/min可能引起局部剪切过热。加工玻璃纤维增强PEEK时,为防止纤维过度切断,推荐的螺杆转速为50~60r/min。
每台注射机的最佳工艺条件由众多可变工艺因素而定,表4-62为推荐的PEEK注射成型工艺。
表4-62 PEEK注射成型工艺
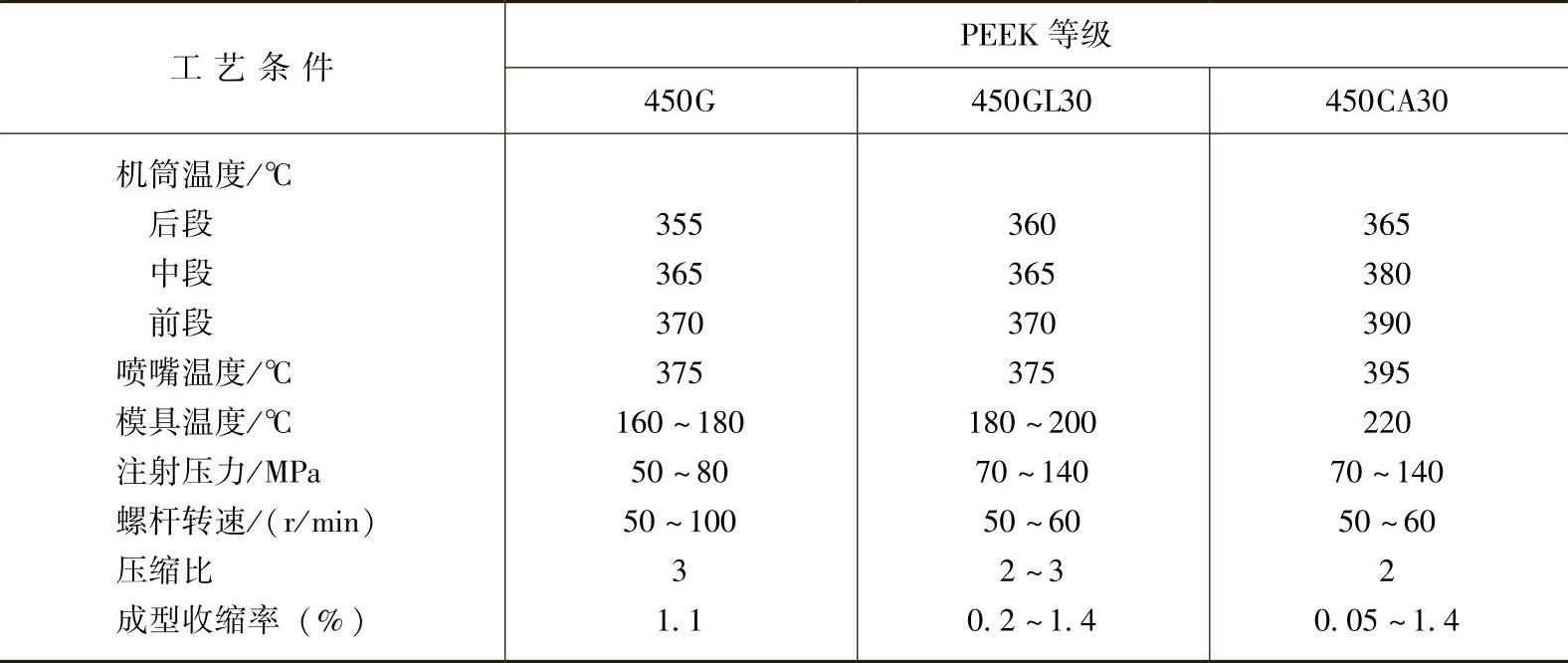
注:450G为未增强颗粒,通用级,用于挤出及注射成型;450GL30为纤维增强颗粒,通用级,30%玻璃纤维增强,用于注射及挤出;450CA30标准粘度,30%碳纤维增强,注射级。
7.注意事项
(1)机筒清洗 PEEK应在干净的设备中加工,最好是将机筒和螺杆拆下清洗,否则可用在380℃温度下稳定的塑料如聚醚砜PES、聚醚酰亚胺PEI、低熔体流动速率的PP或HDPE清洗。
(2)回料利用 PEEK回料只要不混入油污、杂质、其他塑料就可以反复使用。回料使用比例对纯聚合物为30%(质量分数,下同),对增强或填充复合物为15%。
(3)制品后处理 PEEK是结晶型塑料,只有在成型时使其充分结晶化,才能得到具有优良性能的制品。当模具温度为150~160℃时,制品是不透明和高结晶型的,但表层可能是透明和低结晶型的;而在180℃的模具温度下,则能得到具有较高结晶型的制品。如果在成型过程中不能采用较高的模具温度,则应对制品进行后处理,以提高其结晶度并抑制在高温下或在消除内应力时发生的尺寸变化。后处理程序和工艺条件如下:
制品在150℃至少保温3h,然后每小时升温10℃达到平衡温度200℃(为提高和稳定结晶度)~250℃(为消除应力和稳定尺寸)。保温时间视制品厚度而定,通常在4h以上,然后让制品每小时降温10℃,一直降至140℃时,关掉烘箱电源,让制品自然冷却至室温。
(4)其他 由于PEEK的熔体稳定性好,为充满难以充满的模具型腔,可能要超过规定机筒温度50℃左右才能达到要求,在此情况下要尽可能缩短熔体在机筒内的停滞时间。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。